Изобретение относится к триботехнике, в частности к способам нанесения антифрикционных покрытий, и может бытьиспользовано в машиностроении для деталей, к которым предъявляются повышенные требования по задиростойкости контактирующих поверхностейj нагружаемых трением.
Цель изобретения - повышение износостойкости., и задиростойкости деталей.
Детали перед погружением подвергают абразивной притирке на чугунной или стальной плите, а в качестве сульфидов используют сульфид аммония в концентрации 0,5-5 мас..
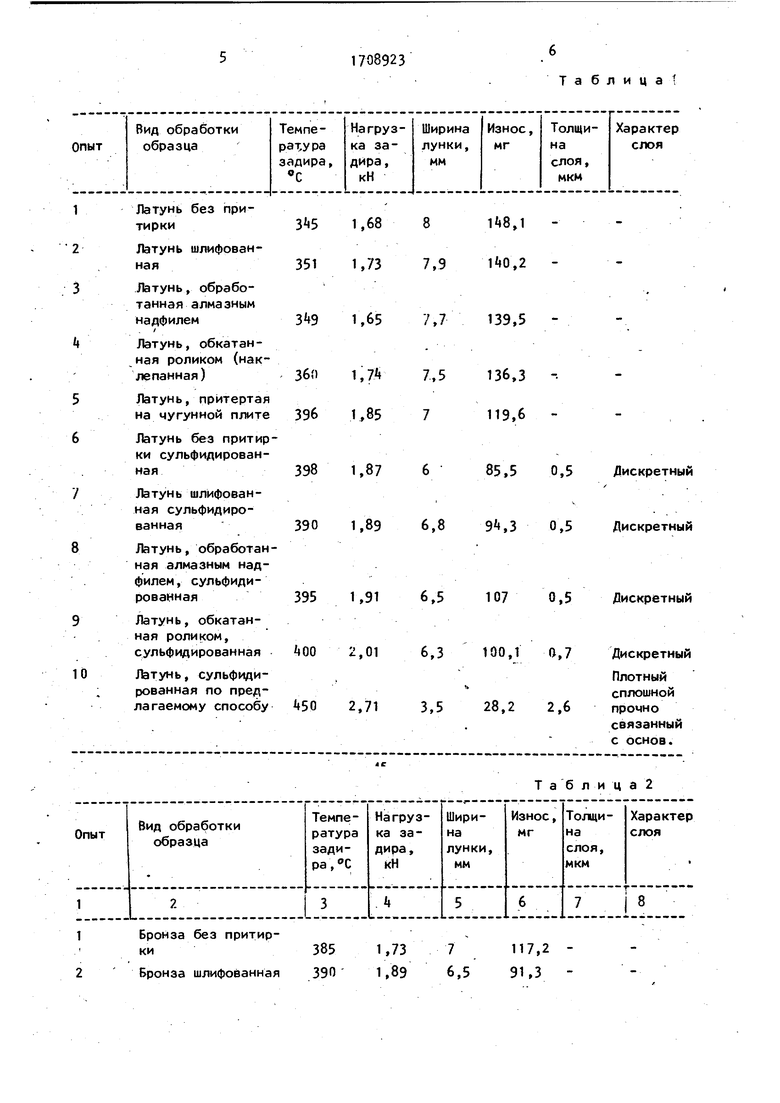
При абразивной притирке в поверхность детали внедряются мелкие (ра-змером 0,5-5,0 мкм).равномерно распределенные ..частицы чугуна или стали притирочной плиты. Железо этих частиц образует с медью поверхности детали электрохимические пары, которые при,погружении в сульфидный раствор активизируют процесс сульфидирования. Благодаря введению операций предварительной притирки при обработке в сульфидном растворе на поверхности деталей, образуется сульфидный слой, более прочно, по сравнению с прототипом, сцепленный с деталью и обеспечивающий большую ее задиростойкость.
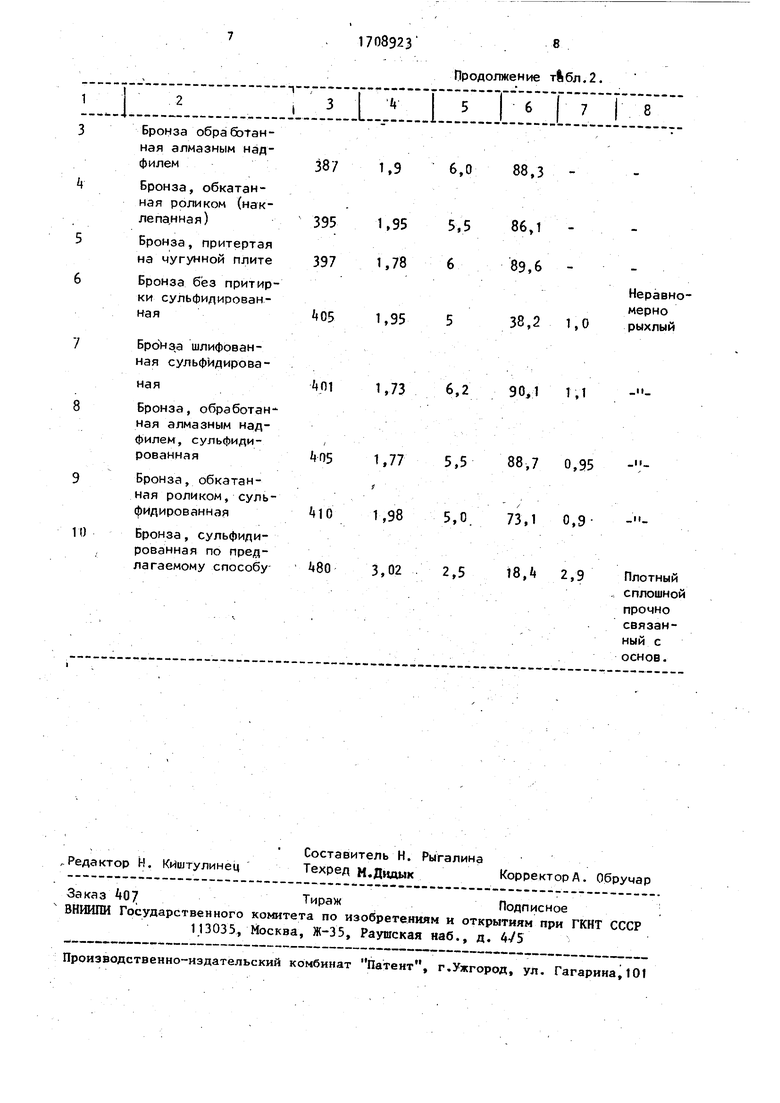
Способ осуществляют следующим обра зом. 1 Летали из меди, ее сплавов или покрытые ими детали подвергают притирке на чугунной или стальной плите с использованием абразивных материалов, дисперсность частиц которых обеспечивает получение нужной шерохо ватости поверхности, затем обезжиривают бензином, ацетоном или этиловым спиртом, высушивают, погружают в вод ный раствор, содержащий 0,5-50 мас.сульфида аммония при температуре не более 50°С« выдерживают в нем 0,11и мин в зависимости от требуемой толщины сульфидного слоя. Процессы, протекающие в предлагаемом способе обработки, исследованы с привлечением методов электронной микроскопии и полуколичественного микрорентгеноспектрального анализа, проведены сравнительные испытания обработанных по предлагаемому способу и по прототипу деталей на ма шинах трения и в натурной распредели тельной паре аксиально-поршневого насоса гидротрансмиссий ГСТ-90 и ГСТ-112. Образцы из бронзы Бр010ф1 и латуни ЛМц КНС 58-3-1,5-1,5-t исследовали на машине трения ймслер по схеме плоский образец - ролик. Ролик имеет диаметр АО мм из стали Qx с термообработкой, что моделирует реальную пару трения ГСП (гидрообъемных передач). Испытания на износ проводили при нагрузке 1,0 кН в тече ние 60 мин, смазку зоны трения ,осуществляли Маслом В с постоянным расходом 120 капель в 1 мин, исследовано по три образца на каждую точку. Шероховатость рабочей поверх Hocj-и всех образцов перед испатаниями была одинакова и составила 0,6Ra Исследовали несульфидированные образцы без абразивной притирки, т.е. обработанные резанием, шлифованием, алмазным надфилем, обкатанные роликом (создание наклепа) и притертые на чугунной плите, часть из которых сульфидировали по предлагаемо3му способу. Температуру измеряли хромел ь-копелевой термопарой. При определении нагрузки задира нагрузку измеряли ступенчато с интервалом 0,1 кН. Измерение производили после установления режима. Результаты исследования для латуни ЛМц КНС 58-3-1,5-1,5-1 и для бронзы БРП1СФ1 сведены в табл. 1 и 2 соответственно. Из приведенных результатов видно, что создание наклепа в поверхностном слое незначительно повышает задиростойкость и износостойкость материала. При обработке по предлагаемому способу достигается качественно новый вид слоя твердой смазки, т.е. увеличивается задиростойкость материала по отношению к необработанному (без наклепа и сульфидирования) на 30 по температуре, на 60 по нагрузке, износостойкость увеличилась в 6 раз; по с|эавнению с наклепанными, но несуЛьфидированными образцами задиростойкость увеличилась на 13 по температуре, k6% по нагрузке, износостойкость увеличилась в раза. . Использование предлагаемого способа обеспечивает увеличение задиростойкости, повышение износостойкости, снижение трудозатрат на приготовление и контроль качества однокомпонентного сульфидного раствора. формула изобретения Спрсоб обработки деталей из меди, её сплавов или покрытых ими деталей, включающий обработку поверхности в сульфидсодержащем растворе, отличающийся тем, что, с целью повышения задиростойкости и износостойкости, перед обработкой в растворе проводят абразивную притирку на чугунной или стальной плите, а последующую обработку ведут в растворе, содержащем 0,5-50 Мас. сульфида аммония.
Таблица
2 3 Бронза обработанная алмазным над387 1,9 филем k Бронза, обкатанная роликом (наклепа,нная) 395 1,95 5Бронза, притертая 397 1,78 на чугунной плите 6Бронза без притирки сульфидирован 05 1,95 ная 7Бронза шлифованная сульфйдирова«ni 1,73 8Бронза, обработанная алмазным надфилем, сульфидиПродолжение т1бл.2,
i.i...l......l....i.L.j: 6,0 88,386.1Б.З 6 89,6Неравномерно38.21,0 5 рыхлый 6,2 90,1 1,1

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУЛЬФОЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2016 |
|
RU2663799C2 |
| Способ химико-термической обработки | 1981 |
|
SU1006534A1 |
| СПОСОБ УДАЛЕНИЯ ТЯЖЕЛЫХ МЕТАЛЛОВ ИЗ ГАЗОВ | 2007 |
|
RU2438762C2 |
| Состав для сульфидирования стальных изделий | 1980 |
|
SU876770A1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ПОРШНЕВЫХ КОЛЕЦ | 2008 |
|
RU2386726C1 |
| Способ сульфидирования стальных деталей | 1978 |
|
SU706465A1 |
| СОСТАВ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО БОРОСУЛЬФОКАРБОНИТРИРОВАНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 2001 |
|
RU2198248C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ ДЕТАЛЕЙ СУЛЬФИДИРОВАНИЕМ | 2007 |
|
RU2360038C2 |
| СПОСОБ АЛИТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2696616C1 |
| Способ упрочнения поверхностей трения деталей из чугуна | 1989 |
|
SU1706843A1 |
Изобретение относится к трибо- • технике; в частности к способам нанесения антифрикционных покрытий, и может быть использовано в машиностроении для деталей,к которым предъявляются повышенные требования по зади- ростойкости и износостойкости контактирующих поверхностей. Цель изобретения - повышение задиростойкости. и износостойкости. Способ:обработки поверхности деталей из меди, ее сплавов или покрытых ими деталей включает абразивную притирку на чугунной или стальной плите и последующую обработку в растворе, содержащем 0,5-50 мас.% сульфида аммония. 2 табл.г(Л
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Устройство станционной централизации и блокировочной сигнализации | 1915 |
|
SU1971A1 |
| i»!, 1^2.Заявка Японии Г '«'9-1982, }<п | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
