Изобретение относится к области электрофизической и электрохимической обработки, в частности, к электроэрозионному легированию (ЭЭЛ), и может быть использовано для обработки поверхностей термообработанных деталей.
Известен способ сульфидирования, представляющий собой термохимический процесс обработки изделий, изготовленных из сплавов на железной основе, для обогащения поверхностных слоев серой. Эффект сульфидирования сводится к созданию на поверхности детали пленки сульфидов. Последние повышают поверхностную активность металлов и сплавов, а также смачивание поверхностно-активными веществами и сопротивление схватыванию. Сульфидная пленка, имеющая меньшую прочность, чем основной металл, легко разрушается при трении и отделяется от основания без его пластического деформирования, предотвращая схватывание поверхностей трения. Пленка сульфида железа (FeS) повышает износостойкость трущихся поверхностей и улучшает их прирабатываемость. Ферросульфидное покрытие обладает довольно высокой пористостью и впитывает большое количество смазки, сообщая материалу свойство самосмазывания [Словарь-справочник по трению, износу и смазке деталей машин /В.Д. Зозуля, Е.Л. Шведков, Д.Я. Ровинский, Э.Д. Браун; Отв. Ред. И.М. Федорченко. АН УССР. Институт проблем материаловедения. - 2-е изд., перераб. и доп. - Киев: Наукова думка, 1990. - с. 203].
Традиционно сульфидирование заключается в насыщении поверхностного слоя металла (стали, чугуна, сплавов титана и др.) серой в соответствующих соляных ваннах. Глубина сульфидированного слоя достигает 50 мкм. Сульфидирование может быть низко-, средне- и высокотемпературным (150…450; 540…580; 850…950°С соответственно). Шероховатость у поверхностей, прошедших сульфидирование, несколько выше исходной, незначительно увеличиваются и размеры деталей [Денисова Н.Е., Шорин В.А., Гонтарь И.Н., Волчихина Н.И., Шорина Н.С. Триботехническое материаловедение и триботехнология: учеб. пособие/Под общей редакцией Н.Е. Денисовой. - Пенза: Изд-во Пенз. гос. ун-та, 2006. - С. 178, 179].
Процесс сульфидирования реализуется также в твердой среде порошка сернистого железа. Шероховатость у поверхностей, прошедших сульфидирование, несколько выше исходной, незначительно увеличиваются и размеры деталей. При эксплуатации сульфидная пленка менее прочна, чем основной металл, легче разрушается и отделяется, предотвращая схватывание и задиры.
Следует отметить, что к недостаткам традиционного сульфидирования, кроме увеличения шероховатости поверхности и размеров детали, следует отнести:
- нагревание всей детали, а соответственно и структурные изменения металла;
- поводки и коробления;
- длительность процесса до трех и более часов;
- большой расход электроэнергии;
- отрицательное воздействие на экологию и др.
Известен способ, когда серу вводят в поверхность изделия способом электроискрового легирования (ЭИЛ) (тоже, что и ЭЭЛ). Для внедрения серы ее наносят на поверхность в виде порошкообразного слоя - «напудривают», и через этот слой проводят легирование материалами детали или покрытия. В процессе обработки нанесение порошкообразной серы повторяют 2-3 раза [Лазаренко Н.И. Электроискровое легирование металлических поверхностей. - М.: Машиностроение, 1976. - с. 27].
Следует отметить, что данный способ не приводит к желаемому результату.
Особенности формирования свойств и структуры поверхностного слоя определяются сущностью ЭЭЛ, состоящей в следующем. Материал в парообразном и жидкокапельном состояниях, выброшенный из анода в виде расширяющегося пучка, попадает в межэлектродное пространство, разогретое прошедшим электрическим импульсом до температуры, при которой возможно существование вещества в ионизированном состоянии. Эти частицы ударяются в поверхность катода (детали), также локально разогретую электрическим импульсом, вступают с ней во взаимодействие, образуя сплавы, твердые растворы или механическую смесь. Материал микрованны, образовавшейся на катоде, и поступающие частицы анода вступают во взаимодействие между собой и с элементами газообразной среды, окружающей электроды.
Сера представляет собой неэлектропроводящий порошок и для осуществления процесса ЭЭЛ (контакта легирующего электрода с легируемой поверхностью) ее необходимо отодвинуть легирующим электродом в сторону. При этом попадание ее в зону жидкой фазы материалов электродов и образование химических соединений затруднено, а если и происходит, то на отдельных разрозненных участках. Сплошность на поверхности пленки сульфидов очень низка.
Сульфидирование может сочетаться с некоторыми видами химико-термической обработки, например с цементацией. Таким образом, при сульфидировании поверхность одновременно насыщается серой и углеродом. Одновременное насыщение поверхности стальных и чугунных деталей сульфидами и углеродом называют сульфоцементацией.
Известен способ химико-термической обработки стальных и чугунных деталей методом сульфоцементации в ванне, состав которой обеспечивает придание поверхности детали одновременно высоких противокоррозионных свойств, повышенной притираемости и износоустойчивости [Состав ванны для сульфоцементации стальных и чугунных деталей. Авторское свидетельство СССР №165757. МПК C21d/ Н.С. Продан. Заявлено: 07.09.1962. Опубликовано 26.10.1964, Бюллетень №20].
К недостаткам способа по указанному техническому решению следует отнести:
- необходимость нагревания всей детали, а соответственно, присутствие обязательных структурных изменений металла;
- наличие поводок и короблений;
- длительность процесса до трех и более часов;
- большой расход электроэнергии;
- отрицательное воздействие на экологию и др.
Известен способ цементации стальных деталей электроэрозионным легированием (ЦЭЭЛ) [Способ цементации стальных деталей электроэрозионным легированием. Пат. 2337796. Российская Федерация. МПК В23Н 9/00 / Марцинковский B.C., Тарельник В.Б., Белоус А.В.; Заявлено 05.10.2006; Опубликовано 10.04. 2008, Бюл. №31. с. 3], который имеет ряд достоинств, основными из которых являются:
- достижение 100% сплошности упрочнения поверхностного слоя;
- повышение твердости поверхностного слоя детали, за счет диффузионно-закалочных процессов;
- возможность осуществления легирования в строго указанных местах без необходимости в одновременной защите остальной поверхность детали;
- отсутствие объемного нагрева детали, а следовательно, поводок и короблений;
- простота применения технологии;
- гибкая привязка к имеющемуся оборудованию;
- процесс упрочнения не требует специальной подготовки и высокой квалификации рабочего.
При ЦЭЭЛ стальных деталей толщина упрочненного слоя зависит от энергии разряда и времени легирования (производительности процесса). С увеличением энергии разряда и времени легирования толщина упрочненного слоя увеличивается. Однако при этом возрастает и шероховатость поверхности. Так, при ЭЭЛ углеродом среднеуглеродистой легированной стали 40Х (Ra = 0,5 мкм) с производительностью 5 мин/см2 при энергии разряда 6,8 Дж толщина слоя повышенной твердости составляет более 1,15 мм. Шероховатость поверхности при этом соответствует Ra = 11,7-14,0 мкм.
Наиболее близким к изобретению является способ ЦЭЭЛ, при котором используют в качестве анода графитовый электрод, а в качестве катода - стальную деталь [Патент Российской Федерации на изобретение №2468899. МПК В23Н 9/00. Способ цементации стальных деталей электроэрозионным легированием /Марцинковский B.C., Тарельник В.Б., М.П. Братущак/ Опубл. 10.12.2012, Бюл. №34].
Указанный способ не может быть использован при сульфировании поверхностей стальных изделий, поскольку этим способом не может быть проведена сульфоцементация, которая обеспечила бы получение стальной поверхности с повышенной притираемостью и высокой износоустойчивостью. При эксплуатации сульфидная пленка менее прочная, чем основной металл, легче разрушается и отделяется, предотвращая схватывание и задиры.
В основу изобретения поставлена задача создания способа сульфоцементации стальных деталей, который бы позволил получить стальные детали с повышенной притираемостью и высокой износоустойчивостью.
Поставленная задача решается тем, что в способе сульфоцементации электроэрозионным легированием графитовым электродом стальной детали, согласно изобретению, непосредственно перед легированием графитовым электродом на поверхность стальной детали наносят консистентное вещество, содержащее серу.
В качестве консистентного вещества применяют серную пасту и/или серную мазь.
Количество серы в консистентном веществе могут увеличивать добавлением в него коллоидной серы.
Электроэрозионное легирование проводят при энергии разряда Wp=0,13-3,4 Дж.
Нанесение непосредственно перед легированием графитовым электродом на поверхность стальной детали консистентного вещества, содержащее серу (серную пасту и/или серную мазь с возможным добавлением коллоидной серы) позволяет получить стальные детали с повышенной притираемостью и высокой износоустойчивостью.
Преимуществами заявляемого способа является открывшаяся возможность сульфоцементации стальных деталей методом электроэрозионного легирования графитовым электродом, что позволяет проводить процесс сульфоцементации в строго заданных местах без необходимости защищать остальные поверхности изделия от негативного температурного воздействия, влекущего за собой угрозу структурных изменений основы изделия, наличие поводок и короблений. При этом достигается сокращение времени обработки изделия, а значит снижение его себестоимости.
Далее описаны примеры конкретного осуществления заявляемого способа со ссылками на иллюстрации, где:
на Фиг. 1 показана емкость, содержащая серную мазь, и пакет с коллоидной серой;
на Фиг. 2 показан образец стали 20 с нанесенной серной мазью;
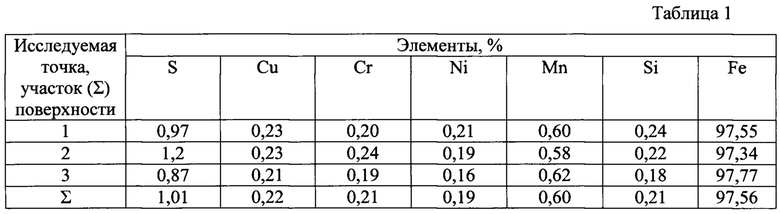
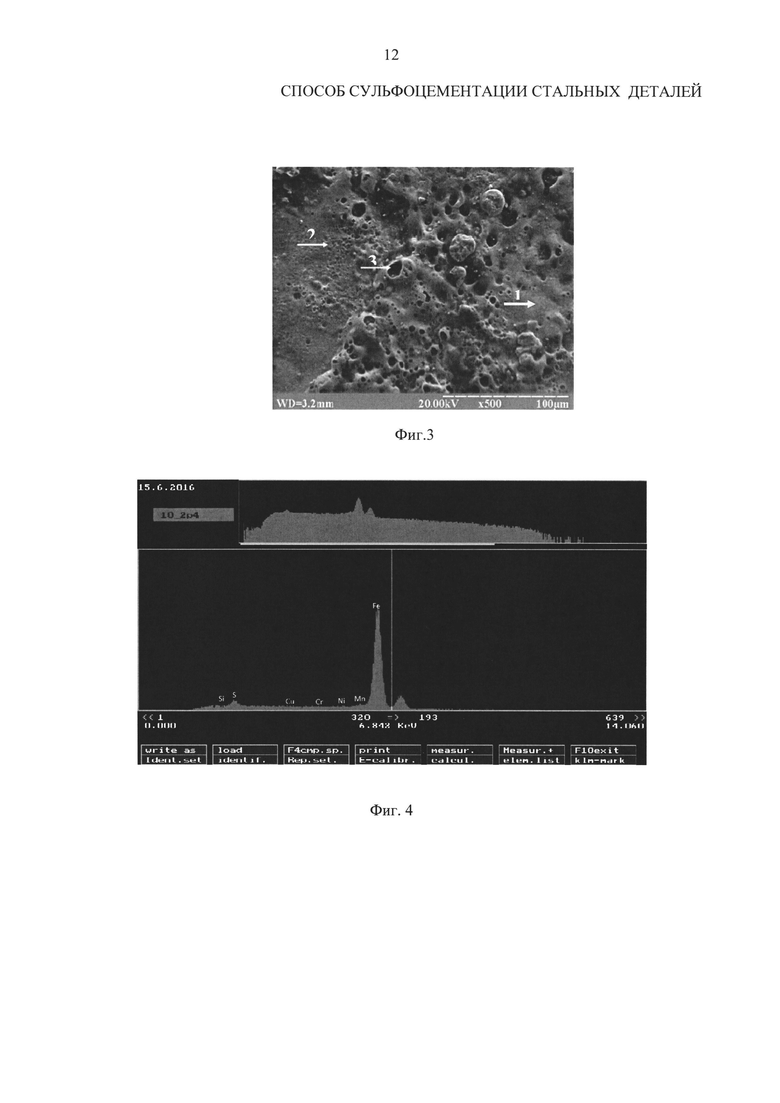
на Фиг. 3 показана топография участка поверхности стали 20 после сульфидирования методом ЦЭЭЛ при Wp=0,13 Дж;
на Фиг. 4 показан спектр гладкой поверхности на Фиг. 3;
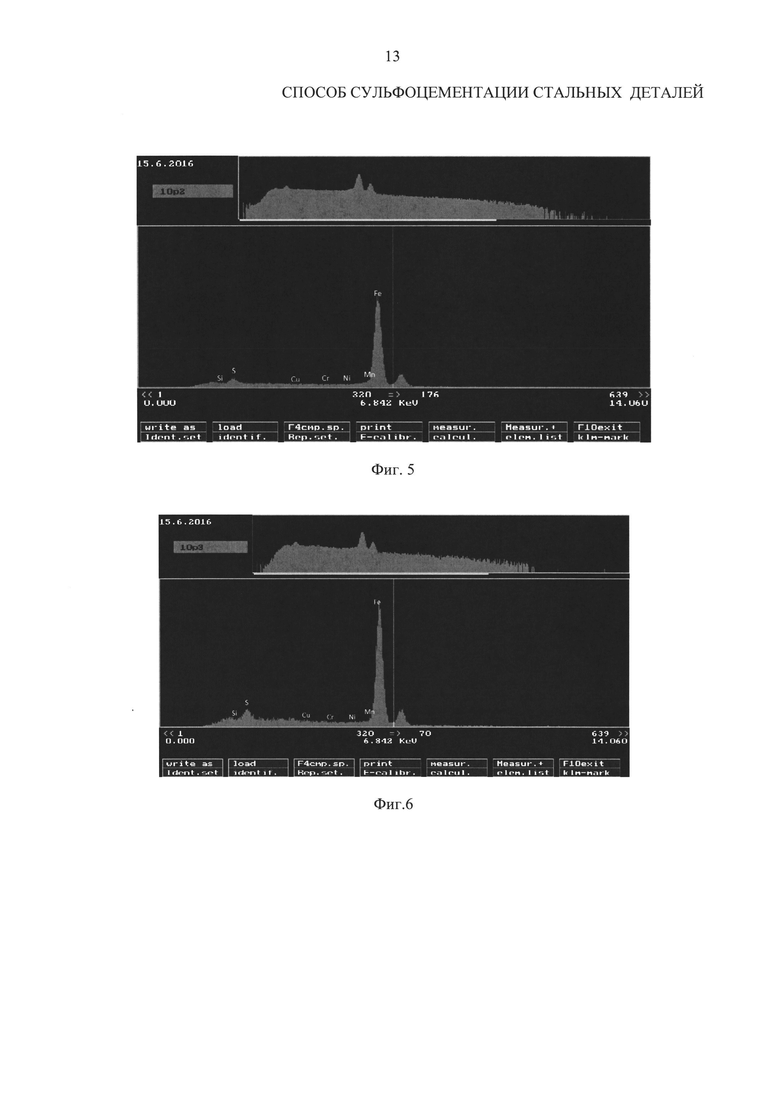
на Фиг. 5 - спектр шероховатой поверхности на Фиг. 3;
на Фиг. 6 - спектр поры на Фиг. 3;
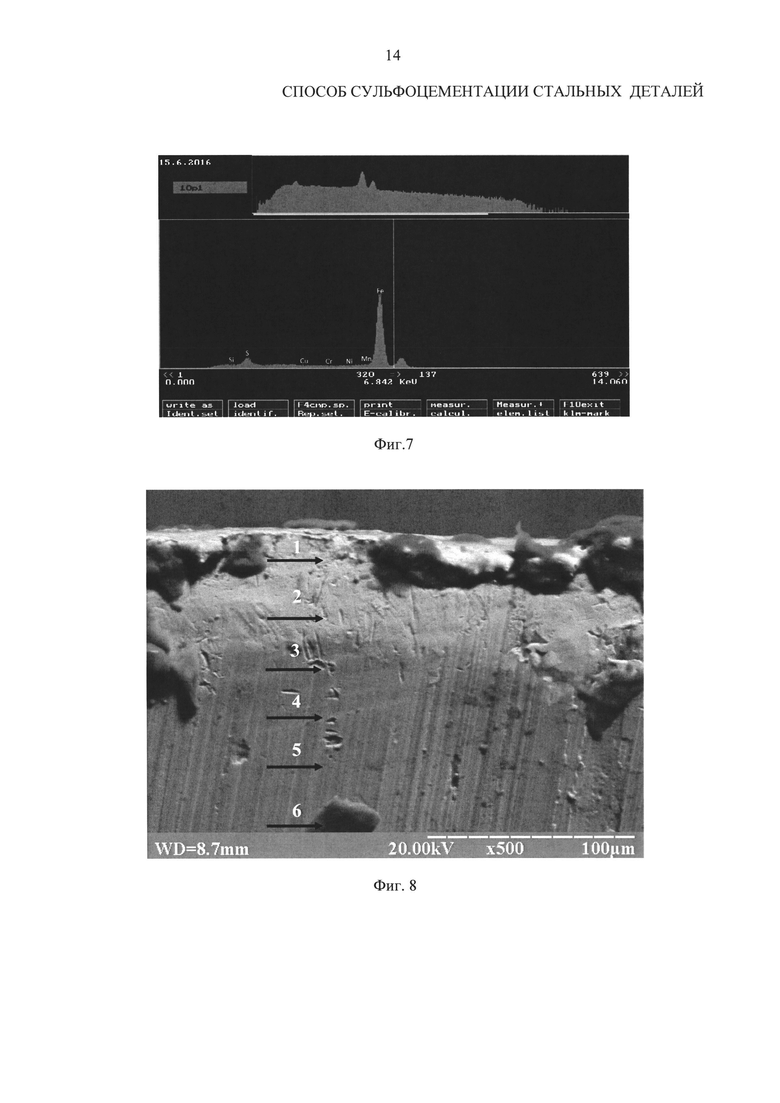
на Фиг. 7 - спектр всей поверхности на Фиг. 3;
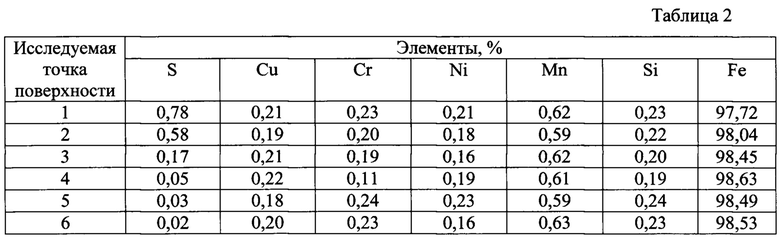
на Фиг. 8 показаны точки сканирования поэлементного состава покрытия по глубине слоя после сульфидирования методом ЦЭЭЛ при Wp=0,13 Дж;
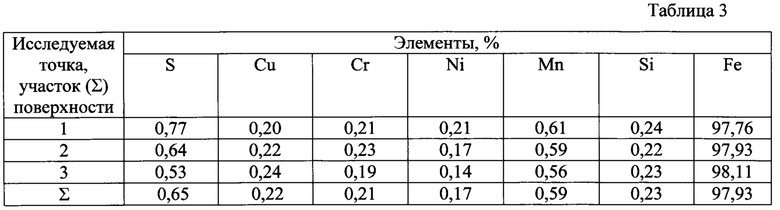
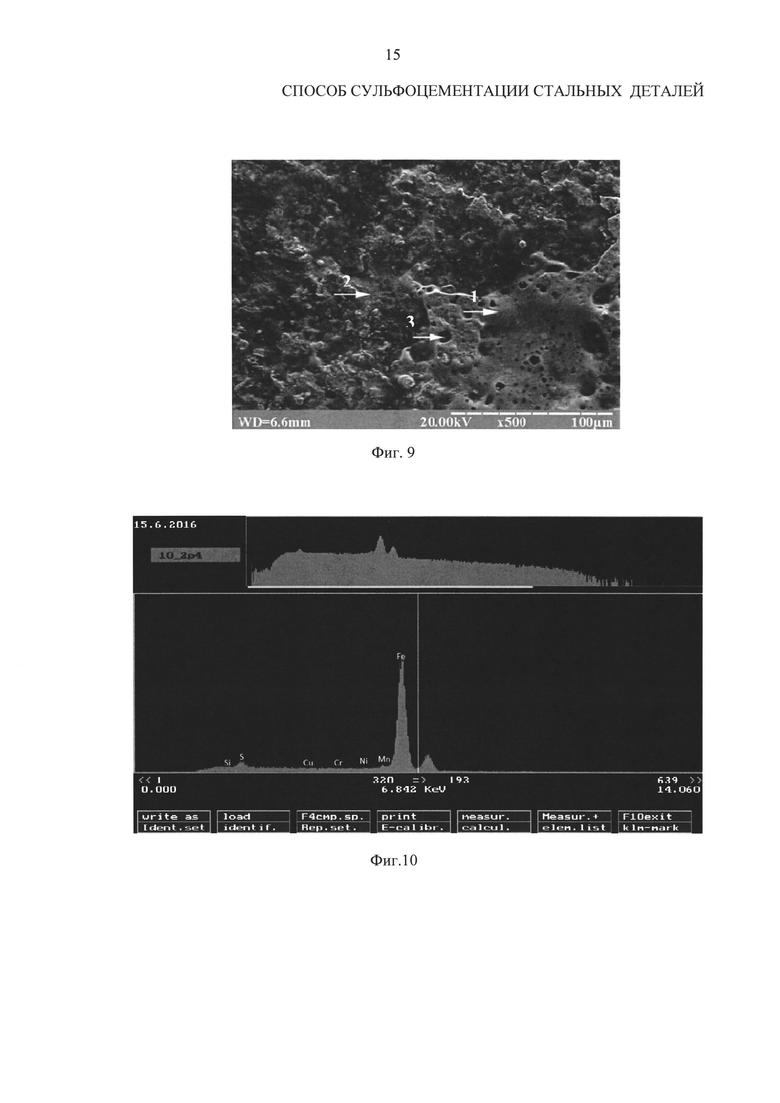
на Фиг. 9 показана топография участка поверхности стали 20 после сульфидирования методом ЦЭЭЛ при Wp=0,55 Дж;
на Фиг. 10 показан спектр гладкой поверхности на Фиг. 9;
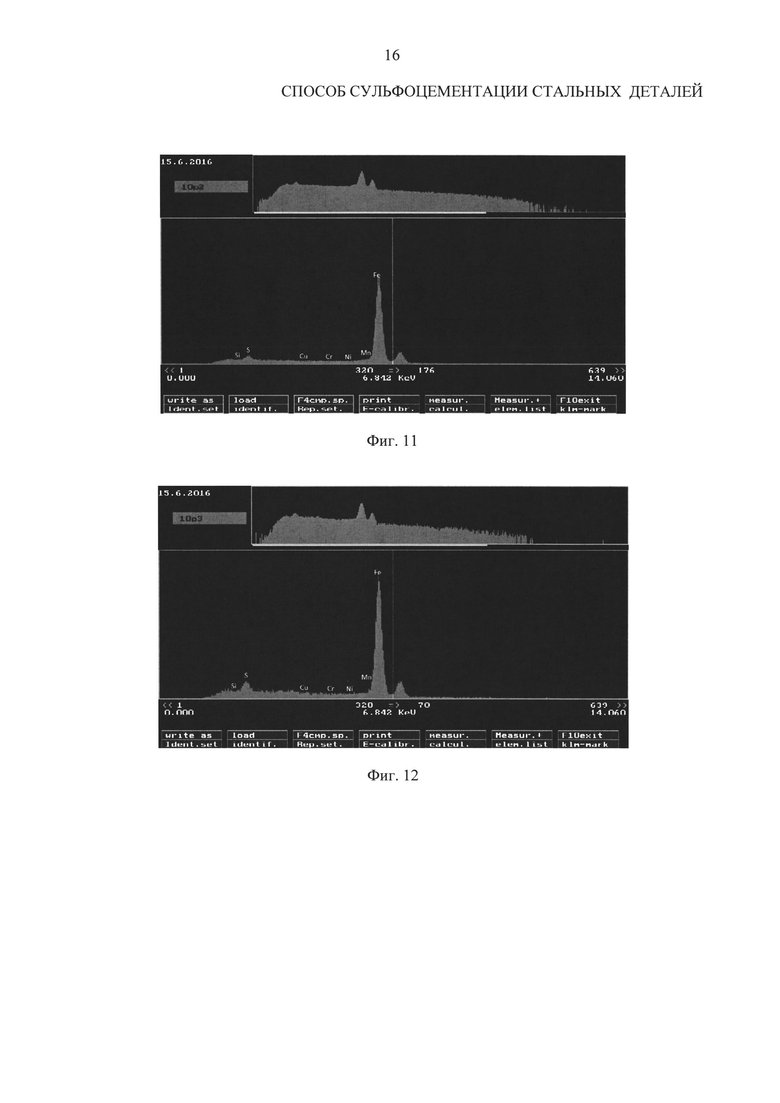
на Фиг. 11 - спектр шероховатой поверхности на Фиг. 9;
на Фиг. 12 - спектр поры на Фиг. 9;
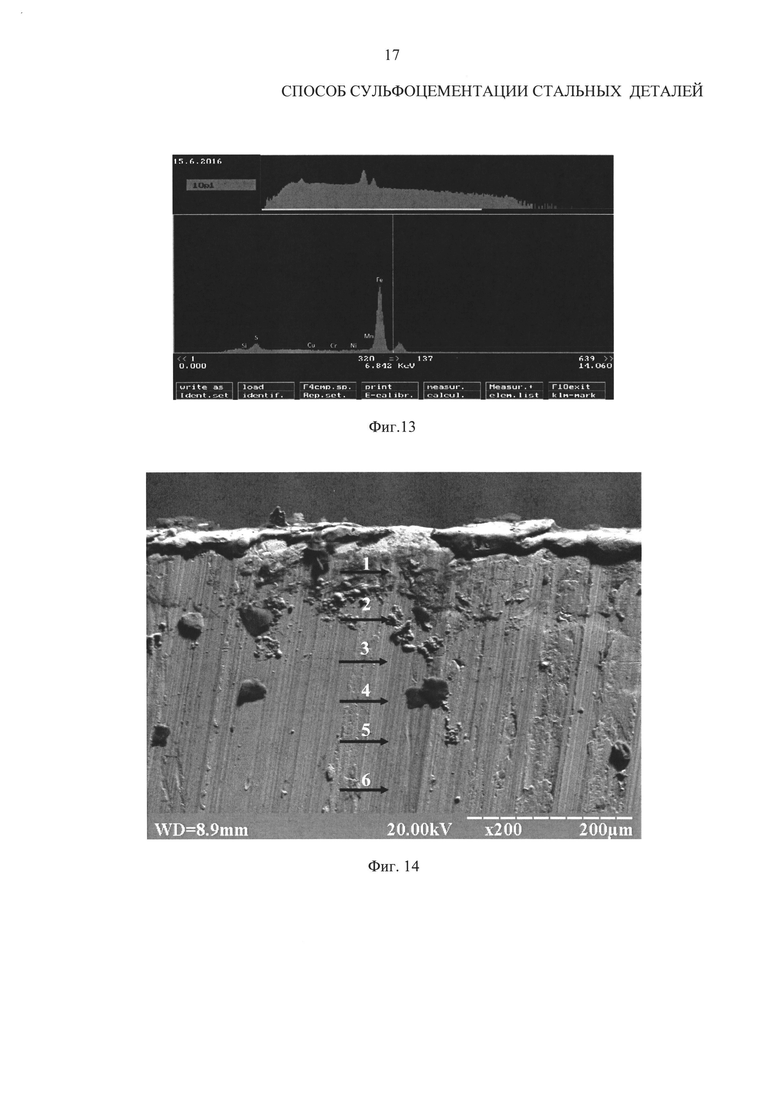
на Фиг. 13 - спектр всей поверхности на Фиг. 9;
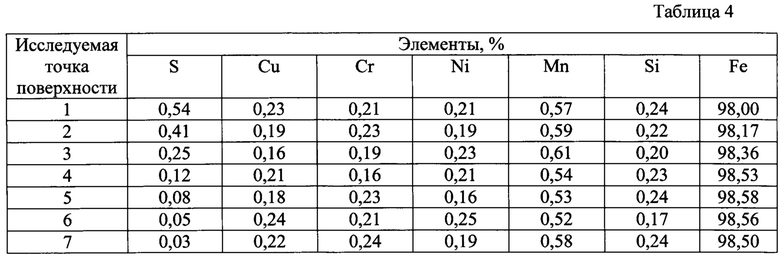
на Фиг. 14 показаны точки сканирования поэлементного состава покрытия по глубине слоя после сульфидирования методом ЦЭЭЛ при Wp=0,55 Дж.
Пример осуществления процесса сульфоцементации методом ЭЭЛ.
Качественный анализ и количественный состав покрытий на образцах проводился на сканирующем электронном микроскопе РЭММА-102 производства ОАО «SELMI» оснащенного рентгеновским спектрометром на базе кремний литиевого полупроводникового детектора.
Микрофотографии с участков поверхности исследуемых образцов получены с различным увеличением, в режиме формирования изображения током вторичных электронов при ускоряющем напряжении на электронной пушке микроскопа 20 Киловольт и токе зонда (пучка) 200 Пикоампер. При этом на поверхности покрытия выбирались 3 характерные точки (ровное покрытие, шероховатое покрытие, пора) и в каждой точке определялся поэлементный состав нанесенного слоя.
Кроме этого, поэлементный состав нанесенного слоя определялся по глубине слоя с различным шагом сканирования.
В режиме рентгеновского микроанализа ускоряющее напряжение составляло 20 Киловольт, ток пучка 1 Наноампер. Возбуждаемое электронным пучком характеристическое рентгеновское излучение детектировалось полупроводниковым детектором.
Расчет весовых (массовых) процентов концентрации осуществлялся методом сравнения исследуемых образцов с эталонами. При этом учитывались физические поправки на атомный номер, поглощение излучения и флуоресценцию (метод трех поправок).
На поверхность образцов стали 20 размером 15×15×8, фиг. 2, наносили серную мазь и проводили ЦЭЭЛ (ЭЭЛ графитовым электродом) на установке модели «Элитрон-52А» с энергией разряда: Wp=0,13; 0,55 и 3,4 Дж.
Ниже приведены результаты исследований на электронном микроскопе.
Спектр поверхности и поэлементный состав, как в характерных точках, так и со всей исследуемой поверхности показан соответственно на фиг. 4-7 и Таблице 1.
Поэлементный состав покрытия в характерных точках и со всей исследуемой поверхности
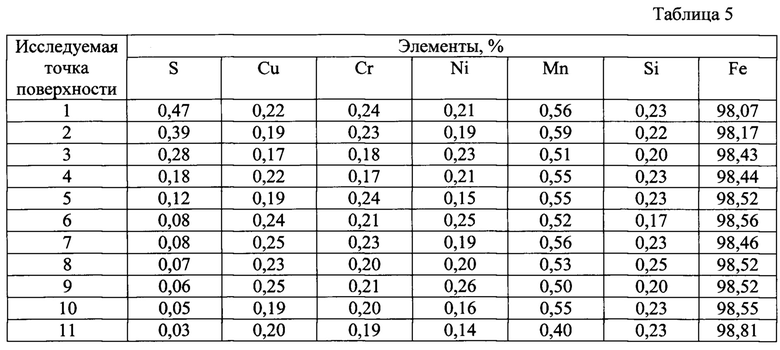
Распределение элементов по мере углубления от поверхности при шаге сканирования 15 мкм, согласно Фиг. 8, представлено в Таблице 2.
Поэлементный состав покрытия по мере углубления с поверхности
Ниже представлены результаты аналогичных исследований поверхностного слоя образца стали 20 после сульфидирования методом ЦЭЭЛ с энергией разряда Wp=0,55 Дж.
На рис. 6 показана топография участка поверхности сформированного слоя, на которой выбраны три характерных точки (1 - гладкая поверхность, 2 - шероховатая поверхность, 3 - пора).
Спектр поверхности и поэлементный состав, как в характерных точках, так и со всей исследуемой поверхности показан соответственно на Фиг. 10-13 и Таблице 3.
Поэлементный состав покрытия в характерных точках и со всей исследуемой поверхности
Распределение элементов по мере углубления от поверхности при шаге сканирования 15 мкм, согласно Фиг. 14, представлено в Таблице 4.
Поэлементный состав покрытия по мере углубления с поверхности
Ниже представлены результаты аналогичных исследований поверхностного слоя образца стали 20 после сульфидирования методом ЦЭЭЛ с энергией разряда Wp=3,4 Дж.
Глубина слоя с серой 0,15 мм
Поэлементный состав покрытия по мере углубления от поверхности
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СУЛЬФОЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2707776C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПОДВИЖНОГО СОЕДИНЕНИЯ ТИПА ВАЛ-СТУПИЦА СТАЛЬНЫХ ДЕТАЛЕЙ (ВАРИАНТЫ) | 2012 |
|
RU2501986C2 |
| СПОСОБ АЛИТИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2018 |
|
RU2696616C1 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ РАБОЧИХ ПОВЕРХНОСТЕЙ СТАЛЬНЫХ КОЛЕЦ ИМПУЛЬСНЫХ ТОРЦЕВЫХ УПЛОТНЕНИЙ | 2015 |
|
RU2631439C2 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2603932C1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ТЕРМООБРАБОТАННЫХ СТАЛЬНЫХ ДЕТАЛЕЙ | 2017 |
|
RU2688787C2 |
| СПОСОБ ПОВЫШЕНИЯ ИЗНОСОСТОЙКОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2019 |
|
RU2711074C1 |
| СПОСОБ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЭРОЗИОННЫМ ЛЕГИРОВАНИЕМ | 2011 |
|
RU2468899C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ | 2016 |
|
RU2657670C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧАСТИЧНО УДАЛЕННОГО УПРОЧНЕННОГО СЛОЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2015 |
|
RU2631436C2 |
Изобретение относится к области электрофизической и электрохимической обработки, в частности к электроэрозионному легированию (ЭЭЛ) и может быть использовано для обработки поверхностей термообработанных деталей. Способ сульфоцементации поверхности стальной детали включает электроэрозионное легирование поверхности стальной детали графитовым электродом, непосредственно перед которым на поверхность упомянутой детали наносят серную пасту и/или серную мазь, а электроэрозионное легирование проводят при энергии разряда Wp=0,13-3,4 Дж. В серную пасту и/или серную мазь также добавляют коллоидную серу. Изобретение обеспечивает повышение притираемости и повышение износоустойчивости стальных деталей. 1 з.п. ф-лы, 14 ил., 5 табл.
1. Способ сульфоцементации поверхности стальной детали, включающий электроэрозионное легирование поверхности стальной детали графитовым электродом, отличающийся тем, что непосредственно перед упомянутым электроэрозионным легированием на поверхность стальной детали наносят серную пасту и/или серную мазь, а электроэрозионное легирование проводят при энергии разряда Wp=0,13-3,4 Дж.
2. Способ по п. 1, отличающийся тем, что в серную пасту и/или серную мазь добавляют коллоидную серу.
| СПОСОБ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЭРОЗИОННЫМ ЛЕГИРОВАНИЕМ | 2011 |
|
RU2468899C1 |
| СПОСОБ ЦЕМЕНТАЦИИ СТАЛЬНЫХ ДЕТАЛЕЙ ЭЛЕКТРОЭРОЗИОННЫМ ЛЕГИРОВАНИЕМ | 2006 |
|
RU2337796C2 |
| Способ насыщения поверхности металла серой | 1959 |
|
SU139336A1 |
| СОСТАВ ВАННЫ ДЛЯ СУЛЬФОЦЕМЕНТАЦИИ СТАЛЬНЫХ И ЧУГУННЫХ ДЕТАЛЕЙ | 0 |
|
SU165757A1 |
| EP 1095725 A1, 02.05.2001. | |||

