Изобретение относится к электромонтажным работам и может быть использовано в электротехнике, а именно, для изготовления фотоэлементов космического назначения.
Известен способ изготовления модуля солнечных элементов, принятый за аналог (см. Патент РФ №2758203, опубл. 26.10.2021 г.), в конкретном примере которого выполняется пайка выводных шин солнечного элемента, имеющего лицевую стеклянную пластину и тыльную стеклотекстолитовую плату, на контактные площадки тыльной платы.
Недостаток аналога заключается в том, что при пайке выводных шин солнечного элемента на контактные площадки тыльной платы посредством огибания шины вокруг края платы формируется петлеобразный изгиб шины невоспроизводимой величины. Плотное прилегание шины к краю платы недопустимо из-за возможного повреждения тонкой шины при термоциклических нагрузках. Предельно допустимый размер петли 0,2 мм ограничен конструктивными требованиями модульного монтажа.
Признак аналога, общий с предлагаемым устройством для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы, состоит в применении конструктивных элементов для формирования петлеобразного изгиба и пайки токоведущих шин на контактные площадки тыльной платы.
Известно устройство для укладки и пайки преимущественно петель провода к контактным площадкам печатной платы, принятое за прототип (см. авторское свидетельство SU №1709577, опубл. 28.07.1989 г.), содержащее основание, на котором расположен механизм укладки петель провода с профилированной лапкой, механизм пайки петель провода с резервуаром для расплавленного припоя и с паяльником, установленным с возможностью возвратно поступательного перемещения относительно основания, причем одновременно с укладкой петель монтажного провода на плате перемещается вниз механизм пайки до упора группового паяльника в петли провода. Припой подается дозированно в место пайки.
Недостаток прототипа применительно к технологии изготовления фотоэлементов космического назначения, заключается в том, что данное устройство не обеспечивает формирования петлеобразного изгиба токоведущей шины необходимого размера.
Признаки прототипа, общие с предлагаемым устройством для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы, следующие: наличие основания и конструктивных элементов для формирования петель и пайки токоведущих шин.
Отличительные признаки предлагаемого устройства для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы состоят в том, что основание содержит углубление, выполненное с возможностью расположения в нем фотоэлемента тыльной платой наверх, вкладыш для формирования петлеобразного изгиба токоведущих шин, при этом, введены арамидная нить, направляющие штырьки и катушка для натяжения арамидной нити, а также введены два магнитных прижима для натяжения арамидной нити, выполненные в виде двух раскладывающихся пластин, и два магнитных прижима для ее фиксации на токоведущих шинах, гибкая коваровая пластина для фиксации фотоэлемента на основании с помощью опорных магнитов, расположенных под фотоэлементом, с возможностью формирования петель токоведущих шин фотоэлемента посредством огибания токоведущих шин вокруг натянутой арамидной нити, пайки токоведущих шин на контактные площадки платы и извлечения арамидной нити из петель токоведущих шин, кроме того, на основании расположены металлизированные площадки для размещения фиксирующих магнитов в нерабочем положении.
Технический результат, достигаемый предложенным устройством для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы, заключается в повышении надежности токоведущих шин при термоциклических нагрузках фотоэлементов в составе солнечной батареи, за счет формирования петель токоведущих шин необходимого размера.
Для доказательства соответствия предлагаемого устройства для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы критерию «изобретательский уровень» была проанализирована вся совокупность признаков и отдельно отличительные признаки. Установлено, что применение отличительных признаков, дающих в совокупности с известными признаками вышеуказанный технический результат, в литературных источниках не обнаружено. Таким образом, по мнению авторов, предлагаемое устройство для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы соответствует критерию «изобретательский уровень».
Вышеуказанный технический результат достигается тем, что в устройстве для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы, включающем основание и конструктивные элементы для формирования петель и пайки токоведущих шин, основание содержит углубление, выполненное с возможностью расположения в нем фотоэлемента тыльной платой наверх, вкладыш для формирования петлеобразного изгиба токоведущих шин, при этом, введены арамидная нить, направляющие штырьки и катушка для натяжения арамидной нити, а также введены два магнитных прижима для натяжения арамидной нити, выполненные в виде двух раскладывающихся пластин, и два магнитных прижима для ее фиксации на токоведущих шинах, гибкая коваровая пластина для фиксации фотоэлемента на основании с помощью опорных магнитов, расположенных под фотоэлементом, с возможностью формирования петель токоведущих шин фотоэлемента посредством огибания токоведущих шин вокруг натянутой арамидной нити, пайки токоведущих шин на контактные площадки платы и извлечения арамидной нити из петель токоведущих шин, кроме того, на основании расположены металлизированные площадки для размещения фиксирующих магнитов в нерабочем положении.
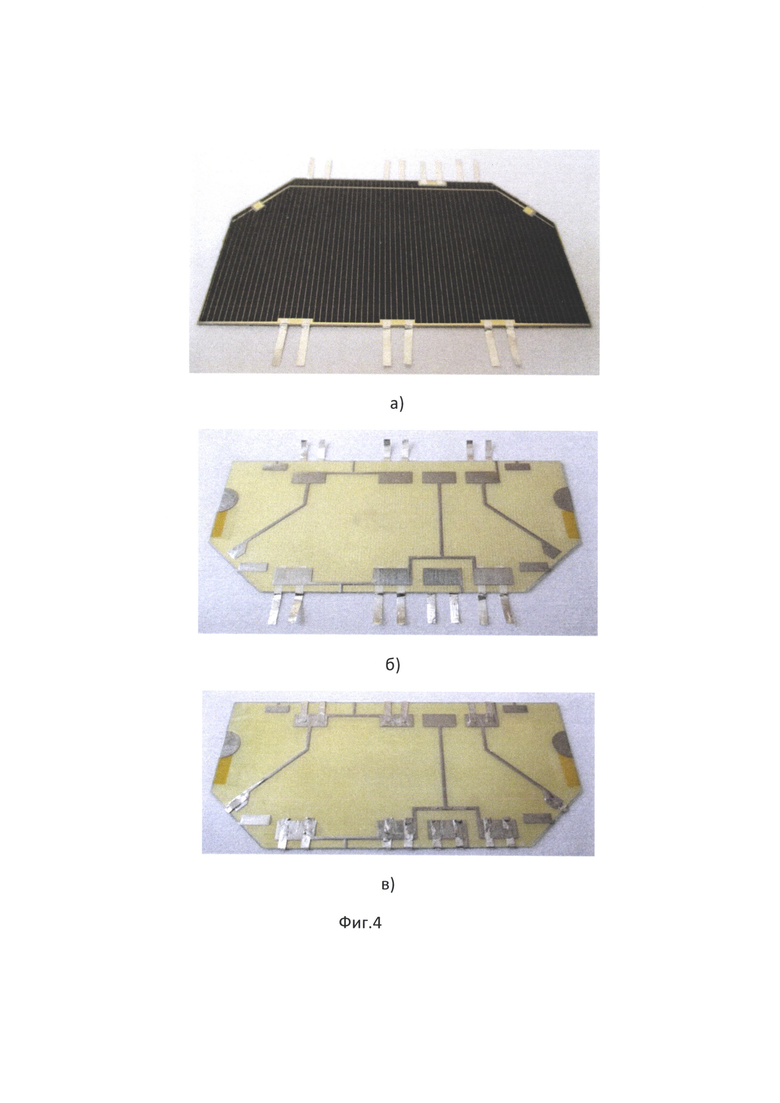
Фотоэлемент состоит из полупроводникового фотопреобразователя с выводными токоведущими шинами, на лицевой и тыльной сторонах которого расположены защитная стеклянная пластина и стеклотекстолитовая плата с контактными площадками (см. фиг. 4а), 4б). Выводные токоведущие шины фотоэлемента изготовлены в виде полос из серебра толщиной ~ 16 мкм. Токоведущие шины фотоэлемента припаивают на контактные площадки стеклотекстолитовой платы для последующего монтажа в модуль солнечной батареи (см. фиг. 4в). Размер петли токоведущей шины определяет расстояние между последовательно расположенными фотоэлементами в модуле и имеет конструктивно заданную величину не более ~ 0,2 мм. В процессе пайки возможно неконтролируемое смещение шины и формирование петли, прилегающей к краю стеклотекстолитовой платы. В силу существенного различия коэффициентов термического расширения используемых материалов это может привести к недопустимому повреждению шины при термоциклических нагрузках.
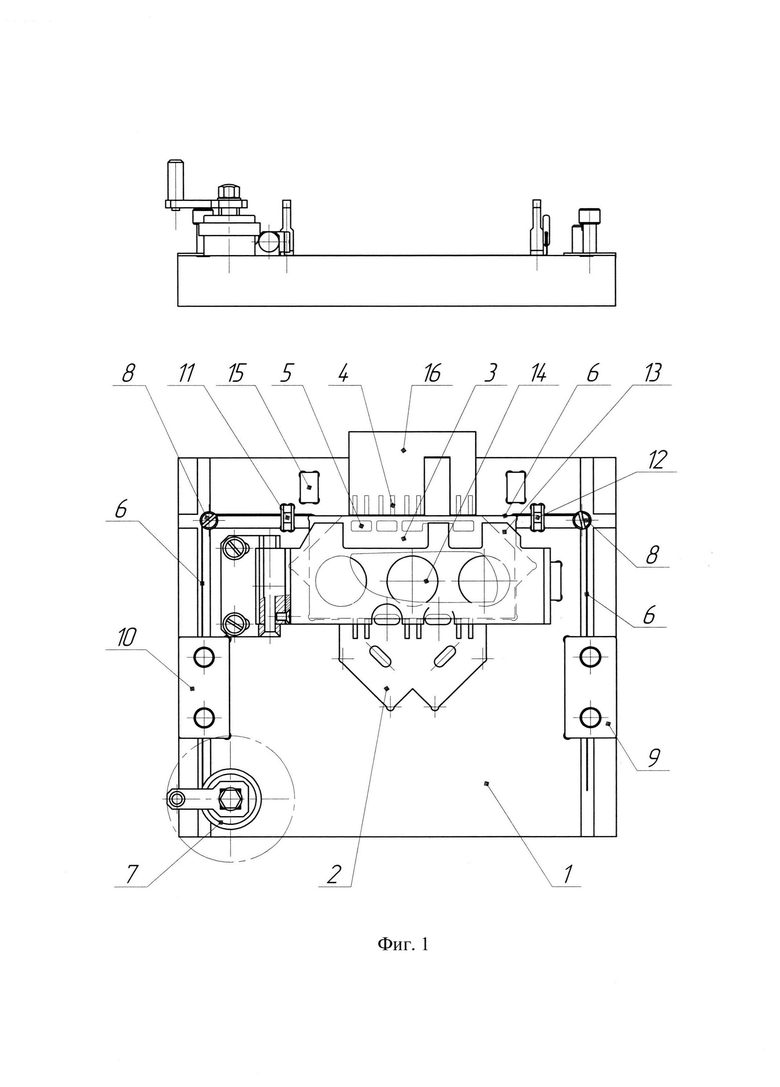
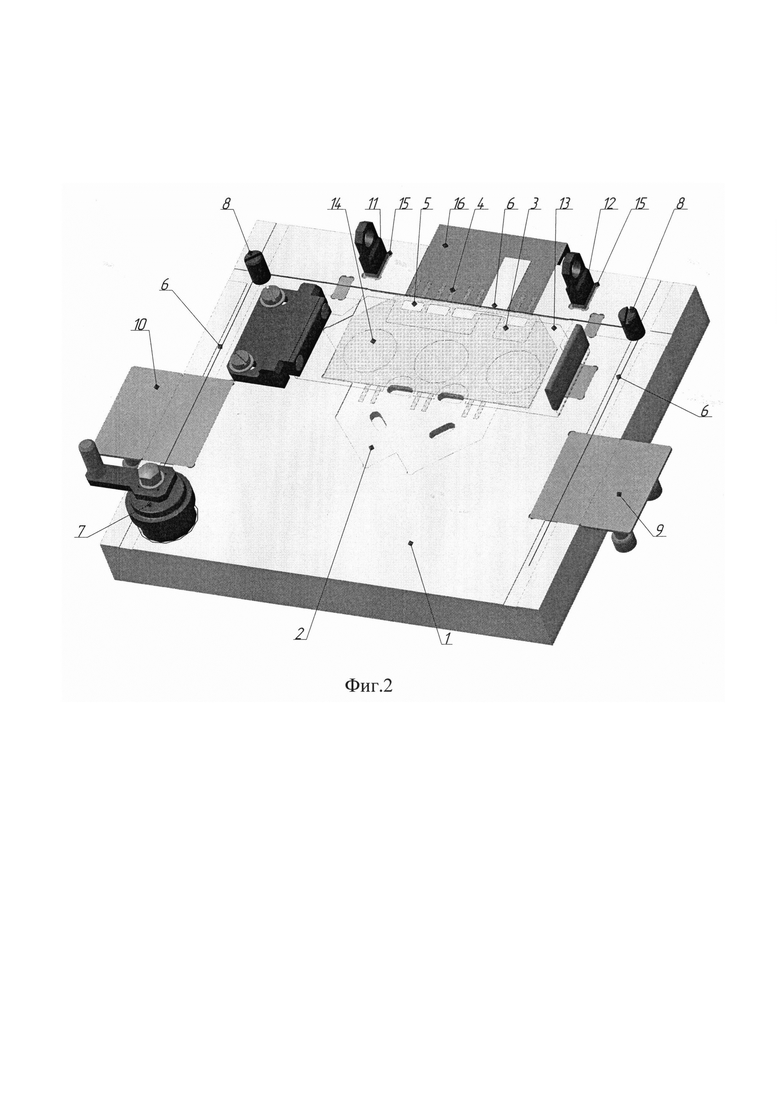
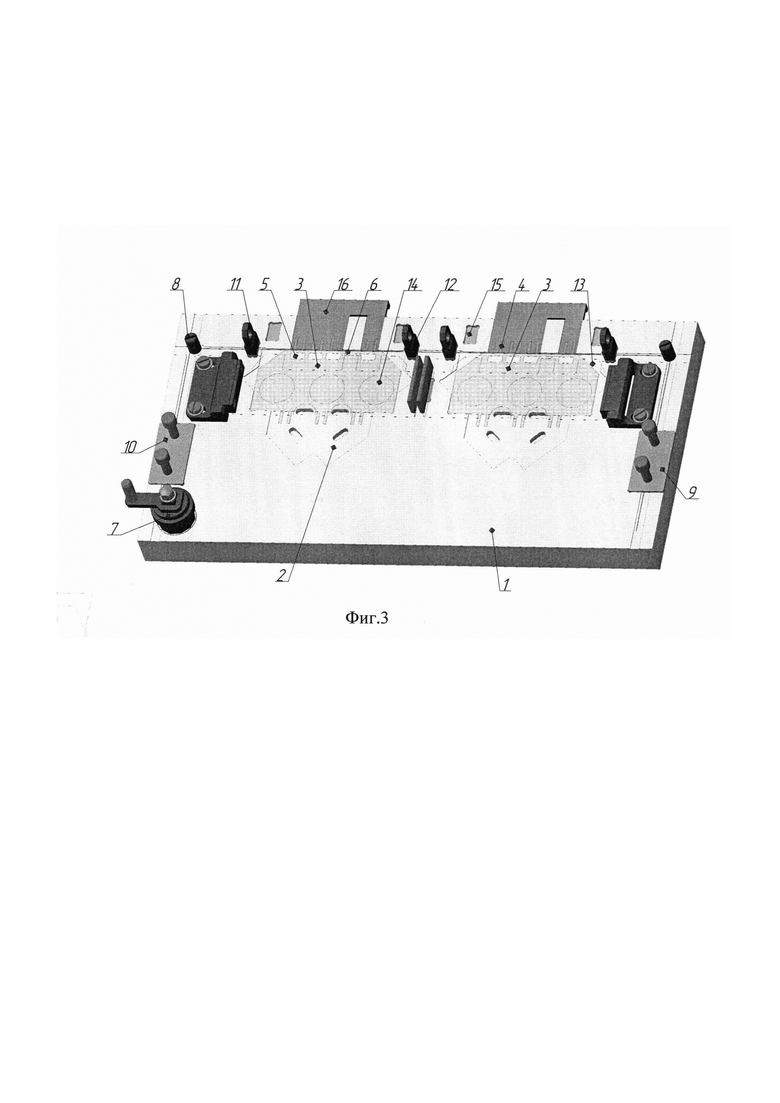
Предлагаемое устройство для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы иллюстрировано на фигурах 1÷4. На фиг. 1, 2, 3 представлены чертеж (фиг. 1) и общие виды устройства для пайки токоведущих шин фотоэлемента (фиг. 2), двух фотоэлементов (фиг. 3) на контактные площадки тыльной платы, где: 1 - основание; 2 - углубление в основании; 3 - фотоэлемент; 4 - токоведущие шины фотоэлемента; 5 - контактные площадки тыльной платы; 6 - арамидная нить; 7 - катушка для арамидной нити; 8 - направляющие штырьки; 9, 10 - магнитные прижимы для натяжения арамидной нити; 11, 12 - магнитные прижимы для фиксации арамидной нити на токоведущих шинах; 13 - гибкая коваровая пластина; 14 - опорные магниты; 15 - металлизированные площадки для размещения фиксирующих магнитов (11, 12) в нерабочем положении, 16 - вкладыш для формирования изгиба токоведущих шин. На фиг. 4а), 4б), в представлен вид фотоэлемента: а) с лицевой стороны; б), в) с тыльной стороны до и после пайки на контактные площадки платы соответственно.
В качестве конкретного примера устройство для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы используют в технологии изготовления высокоэффективных трехкаскадных фотоэлементов космического назначения.
Предлагаемое устройство состоит из текстолитового основания 1, в котором выполнено углубление 2 для фотоэлемента 3 с токоведущими шинами 4 и тыльной стеклотекстолитовой платой с контактными площадками 5 (см. фиг. 1, 2). На токоведущих шинах 4 фотоэлемента 3 расположена арамидная (кевларовая нить) 6 диаметром 0,2 мм с возможностью ее натяжения посредством катушки 7, направляющих штырьков 8 и магнитных прижимов 9, 10. Магнитные прижимы 11, 12 обеспечивают фиксацию арамидной нити 6 по высоте относительно токоведущих шин 4. Гибкая коваровая пластина 13 (толщиной ~ 0,15 мм) фиксирует фотоэлемент 3 на основании 1 с помощью опорных магнитов 14. Магнитные прижимы 9, 10 выполнены из двух сильных неодимовых магнитов в виде прямоугольных раскладывающихся пластин с размерами 40×20×2 мм. Магнитные прижимы 11, 12 выполнены из двух неодимовых магнитов в виде прямоугольных пластин с размерами 10х5×2 мм. Для закрепления неодимовых магнитов 11,12 в нерабочем положении используются металлизированные площадки 15, выполненные из коваровой пластины. Петлеобразный изгиб токоведущих шин фотоэлемента формируется посредством вкладыша 16.
Устройство работает следующим образом. Фотоэлемент 3, имеющий трапециевидную конфигурацию (габаритные размеры 40,5×80,5 мм), с токоведущими шинами 4 и тыльной платой с контактными площадками 5 укладывают в углубление 2 основания 1. Поверх токоведущих шин 4 по краю фотоэлемента 3 натягивают арамидную нить 6 посредством катушки 7, направляющих штырьков 8 и магнитных прижимов 9, 10. Посредством магнитов 11, 12 фиксируют расположение арамидной нити 6 по высоте относительно токоведущих шин 4. Прижимают арамидную нить 6 к краю фотоэлемента 3 и фиксируют положение фотоэлемента 3 посредством гибкой коваровой пластины 13 (из сплава 29 НК) и опорных ниобиевых магнитов 14 (см. фиг. 1, 2, 3). Выполняют петлеобразный изгиб токоведущих шин 4 посредством вкладыша 16 вокруг арамидной нити 6 и припаивание к контактным площадкам 5 тыльной платы. Затем снимают магнитные прижимы 9, 10, 11, 12 с арамидной нити 6 (9, 10 - посредством раскладывания составных пластин, а 11, 12 - переставляя магниты на металлизированные площадки 15) и с помощью катушки 7 вытягивают арамидную нить 6 из петель токоведущих шин 4 фотоэлемента 3. Снятие магнитных прижимов 9, 10 посредством раскладывания составных пластин (см. фиг. 2) позволяет избежать их ударного соприкосновения при возобновлении состояния прижима. Затем снимают магнитный прижим коваровой пластины 13 и извлекают фотоэлемент 3. Аналогичным образом выполняют формирование петель токоведущих шин 4, выходящих с других торцов фотоэлемента 3 (см. фиг. 4а), 4б), 4в). Арамидная нить 6 обладает необходимыми механической прочностью и температуростойкостью (до 250°С). Размер формируемых петель токоведущих шин 4 определяется диаметром арамидной нити и соответствует конструктивным требованиям к фотоэлементу 3 в составе солнечной батареи. Предлагаемое устройство для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы позволяет увеличить выход фотоэлементов с заданным размером петли токоведущих шин и повысить надежность токоведущих шин при термоциклических нагрузках фотоэлементов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ 2D-МОНТАЖА (ВНУТРЕННЕГО МОНТАЖА) ИНТЕГРАЛЬНЫХ МИКРОСХЕМ | 2015 |
|
RU2604209C1 |
| ОДНОКРИСТАЛЬНЫЙ МОДУЛЬ ИС | 1998 |
|
RU2134465C1 |
| ПАЯНОЕ СОЕДИНЕНИЕ ПЕЧАТНЫХ ПЛАТ | 2010 |
|
RU2435338C1 |
| Способ изготовления модуля солнечных элементов | 2022 |
|
RU2804057C1 |
| СИЛЬНОТОЧНАЯ МНОГОСЛОЙНАЯ ПЕЧАТНАЯ ПЛАТА, СОДЕРЖАЩАЯ СЛАБОТОЧНЫЕ ЦЕПИ УПРАВЛЕНИЯ | 2015 |
|
RU2630680C2 |
| КОНТАКТНЫЙ УЗЕЛ НА ВСТРЕЧНЫХ КОНТАКТАХ С КАПИЛЛЯРНЫМ СОЕДИНИТЕЛЬНЫМ ЭЛЕМЕНТОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2374793C2 |
| Устройство для измерения магнитной восприимчивости слабомагнитных материалов | 1986 |
|
SU1383240A1 |
| НОСИТЕЛЬ КРИСТАЛЛА ИС | 1998 |
|
RU2134466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОННЫХ УЗЛОВ НА ГИБКОМ НОСИТЕЛЕ БЕЗ ПРОЦЕССОВ ПАЙКИ И СВАРКИ | 2014 |
|
RU2572588C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАДИОЭЛЕКТРОННЫХ УЗЛОВ | 2014 |
|
RU2575641C2 |
Изобретение относится к электромонтажным работам и может быть использовано для изготовления фотоэлементов космического назначения. Технический результат - повышение надежности токоведущих шин при термоциклических нагрузках фотоэлементов в составе солнечной батареи за счет формирования петель токоведущих шин необходимого размера. Технический результат достигается тем, что в устройстве для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы, включающем основание и конструктивные элементы для формирования петель и пайки токоведущих шин, основание содержит углубление для расположения в нем фотоэлемента тыльной платой наверх, а также вкладыш для формирования петлеобразного изгиба токоведущих шин. При этом введены арамидная нить, направляющие штырьки и катушка для натяжения арамидной нити, а также введены два магнитных прижима для натяжения арамидной нити, выполненные в виде двух раскладывающихся пластин, и два магнитных прижима для ее фиксации на токоведущих шинах, гибкая коваровая пластина для фиксации фотоэлемента на основании с помощью опорных магнитов, расположенных под фотоэлементом, с возможностью формирования петель токоведущих шин фотоэлемента посредством огибания токоведущих шин вокруг натянутой арамидной нити, пайки токоведущих шин на контактные площадки платы и извлечения арамидной нити из петель токоведущих шин. Кроме того, на основании расположены металлизированные площадки для размещения фиксирующих магнитов в нерабочем положении. 6 ил.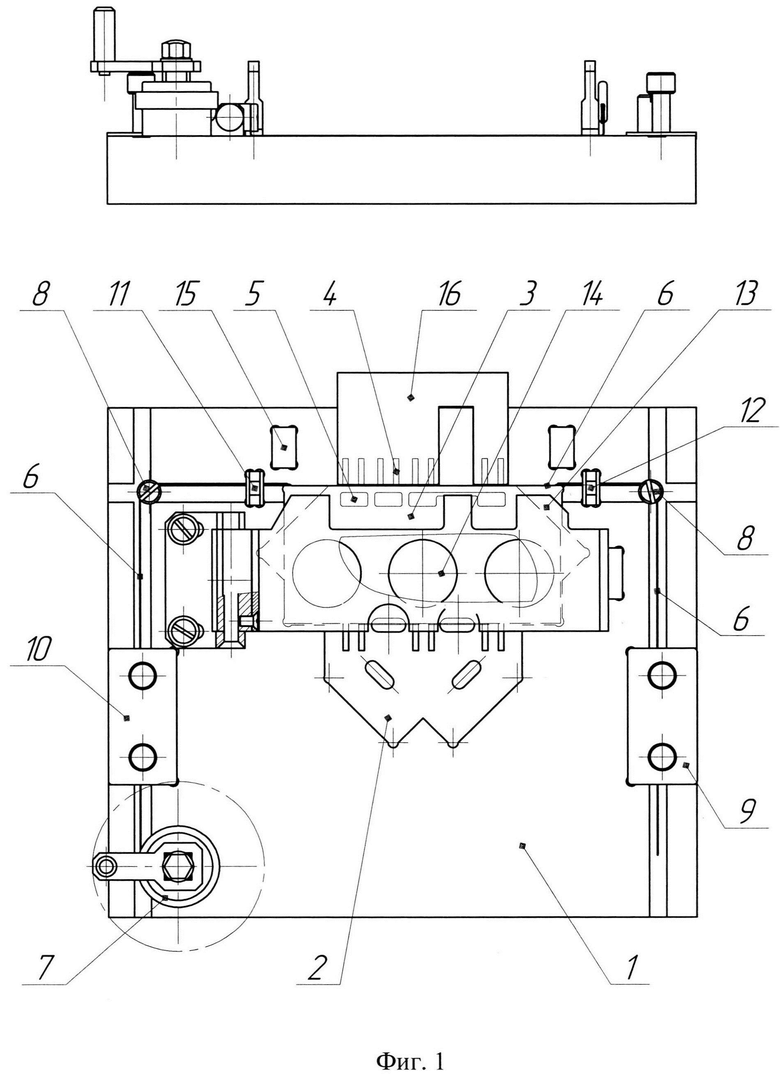
Устройство для пайки токоведущих шин фотоэлемента на контактные площадки тыльной платы, включающее основание и конструктивные элементы для формирования петель и пайки токоведущих шин, отличающееся тем, что основание содержит углубление, выполненное с возможностью расположения в нем фотоэлемента тыльной платой наверх, вкладыш для формирования петлеобразного изгиба токоведущих шин, при этом введены арамидная нить, направляющие штырьки и катушка для натяжения арамидной нити, а также введены два магнитных прижима для натяжения арамидной нити, выполненные в виде двух раскладывающихся пластин, и два магнитных прижима для ее фиксации на токоведущих шинах, гибкая коваровая пластина для фиксации фотоэлемента на основании с помощью опорных магнитов, расположенных под фотоэлементом, с возможностью формирования петель токоведущих шин фотоэлемента посредством огибания токоведущих шин вокруг натянутой арамидной нити, пайки токоведущих шин на контактные площадки платы и извлечения арамидной нити из петель токоведущих шин, кроме того, на основании расположены металлизированные площадки для размещения фиксирующих магнитов в нерабочем положении.
| Устройство для укладки и пайки преимущественно петель провода к контактным площадкам печатной платы | 1989 |
|
SU1709577A1 |
| Устройство для сборки модулей | 1979 |
|
SU873309A1 |
| СОЛНЕЧНАЯ БАТАРЕЯ | 2004 |
|
RU2250536C1 |
| TW M516224 U, 21.01.2016 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

