Изобретение относится к обработке металлов давлением, а именно к прокатному оборудованию, и может быть использовано, в моталках полосовых станов.
Известен роликодержатель моталки горячей полосы, содержащий кассету, расположенные на кассете симметрично относительно ее оси подпружиненные подвески с формирующими роликами и направляющие элементы для полосы. При наматывании полос на барабан моталки полоса отводит верхний ролик от барабана для создания плеча между силами прижатия ролика и реакцией барабана, необходимого для изгиба полосы и образования рулона. Передний конец полосы, находящийся между барабаном и проводкой, остается прямым и формируется под нижним формирующим роликом. Усилие прижатия нижнего формирующего ролика должно обеспечивать формирование полос различной толщины и выбирается из расчета формирования полосы наибольшей толщины из диапазона полрс. сматываемых на моталке. Недостатком роликодержателя является некачественная смотка полос из-за большого усилия пружинного амортизатора, которое вы бирается из расчета обеспечения формирования в |эулон самых толстых ПОЛО.С из диапазона толщин полос, сматываемых на моталке, а при сматывании тонких полос из этбго диатчазона на последующих витках рулона от большого усилия прижатия формирующих к полосе получаются отпечатки переднего полосы и этот участок полосы идет в отход.
Известен также роликодержатель моталки, содержащий кассету с формирующими роликами, расположенными в подвесках связанных между собой через щтоки пружинных амортизаторов. В этом роликодержателе усилие прижатия формирующего ролика увеличивается за счет отхода верхнего формирующего ролика и дополнительного сжатия пружинного амортизатора. ВёличинЗ отхода верхнего формирующего ролика, а следовательно, и дополнительное усилие от сжатия пружин зависит от толщины сматываемой полосы.
Однако для формирования полос толщиной более 12-16 мм усилий предварительного сжатия пружин, определяемого условием формирования тонких полос, и дополнительного сжатия пружин уже недостаточно. Поэтому необходимо увеличивать усилие предварительного сжатия пружин, что приводит при смотке тонких полос к повреждению первых витков рулона и увеличивает otxoд полос во второй сорт. Для обеспечения качественной смотки полос
всего диапазона толщин приходится устанавливать на стане две группь( моталок и специализировать их для смотки отдельно тонких и толстых полос.
Целью изобретения является расширение технологических возможностей за счет увеличения диапазона толщин сматываемых полос. .
Роликодержатель моталки горячей полосы, содержащий кассету, расположенные симметрично относительно кассеты и шарнирно сочлененные с ней подвески, каждая ,в виде двуплечего рычага с формирующим роликом на одном плече, размещенные в
5 гнезде кассеты два толкателя с фланцами и расположенный между ними упругий элемент, закрепленные на кассете ограничители хода толкателей, установленных с возможностью взаимодействия с другими
0 плечами рычагов и своими фланцами с ограничителями хода, и узлы регулирования положения рычагов относительно кассеты, снабжен смонтированными в указанном гнезде между ограничителями хода толкателей с охватом их фланцев и возможностью взаимодействия, с последними стаканами, а также дополнительным упругим элементом, установленным концентрично основному упругому элементу между стаканами.
0 В роликодержателе каждый узел регулирования положения рычагов выполнен в виде закрепленного на кассете упора, клина, размещенного на рычаге с возможностью взаимодействия с упором, привода и
5 винтовой пары, связывающей клин с приводом..
Дополнительная связь вторых плечей подвески между собой, обеспечивающая дополнительное усилие для формирования полос, отсутствует в известном устройстве. Детали, обеспечивающие связь вторых плечей подвески между собой, позволяют регулировать усилие прижатия формирующих роликов в большом диапазоне на одной мо5 талке.
Кроме того, чтобы обеспечить дополнительное усилие для формирования полос большого диапазона толщин на одной моталке с высоким качеством рулона необходимо наличие стаканов, смонтированных с гнезде кассеты между ограничителями хода толкателей с охватом их фланцев и возможностью взаимодействия с последними, а также дополнительным упругим элементом.
5 установленным концентрично основному упругому элементу между стаканами, что позволяет на одной моталке формировать тонкие полосы усилием основного упругого элемента, а толстые полосы усилием основного и дополнительного упругих элементов.
Узел регулирования положения рычагов относительно кассеты позволяет регулировать зазор междуфланцем толкателя и стаканом, тем самым определить момент срабатывания дополнительного упругого элемента.
с Исключение хотя бы одного (любого) признака не обеспечивает получение до полнительного усилия для формирования полос, развиваемого последовательно по еле основного усилия. Это новое качество проявляется в гюложитеяьном эффекте-ка4 чественная смотка полос на одной моталке увеличенного диапазона толщин сматываемых полос.
На чертеже показан роликодержатель моталки горячей полосы, вид сбоку.
Роликодержатель содержит кассету 1. в которой шарнирно зак|зеплены подвески 2, каждая в виде двуплечего рычага, несущие верхний 3 и нижний 4 формирующие ролики на oiflHOM плече. В гнезде кассеты 1 между подвесками 2 располол ены дополнительный упругий элемент, например пружинный амортизатор 5. и стаканы б. Стаканы 6 контактируют с ограничителями 7, связанными между собой шпильками 8. Внутри дополни тельного прижимного амортизатора 5 и концентрично ему установлены основные пружинные амортизаторы 9 и толкатели 10 с фланцами, расположенные на расстоянии от стаканов б. соответствующем толщине полосы. На подвеске 2 расположена винтовая пара 11 с приводом 12 и клином 13. контактирующим с упором 14,. закрепленным на кассете 1. На кассете 1 между роликами 3 и 4 расположена направляющая проводка 15.
При смотке полос толщиной до 12-16 мм роликодержатель работает следующим образом..
При входе переднего конца полосы в моталку верхний формирую1дий ролик 3 отходит, подвески 2 толкателями 10 сжимают основные пружинные амортизаторы 9. ДополнительнЬе сжатие пружин основного пружинного амортизатора 9 увеличивает усилие прижатия нижнего формирующего ролика 4. После прохождения верхнего формирующего ролика 3 и направляющей hpoводки 15 полоса попадает под нижний ролик 4. прижатие которого больше, чем предварительное усилие верхнего формирующего ролика 3 на величину дополнительного сжатия основного пружинного амортизатора 9. Увеличенное усилие прижатия нижнего ролика 4 окончательно формирует полосу в рулон.
При смотке полос толщиной свыше 1216 мм роликодержатель работает следующим образом.
При входе переднего конца полосы в моталку толщиной, больше расстояния между фланцем толкателя 10 и стаканом 6, верхний формирующий ролйк 3 отходит, подвески 2 толкателями 10 сжимают основные пружинные амортизаторы 9 и, выбрав зазор между фланцем толкателя 10 и стаканом б, сжимакзт дополнительные пружинные амортизаторы 5. Таким образом, усилие прижатия нижнего формирующего ролика 4 увеличивается на величину дополнительного сжатия основных пружин амортизатора 9 и величину предварительного усилия дополнительного пружинного амортизатора 5.
Увеличенное усилие прижатия нижнего формирующего ролика 4 от основного 9 и дополнительного 5 пружинных амортизаторов окончательно формирует полосу толщиной более 12-16 мм. Для возможности регулирования зазора между толкателем 10 и стаканом 6, который определяет момент срабатывания дополнительйого амортизатора 5, служит винтовая пара 11 с приводом 12 и клином 13, который контактирует с упором 14 кассеты 1.
Перемещая клин 13 винтовой парой 11 и приводом 12, поворачивают подвеску 2, сжимают основной пружинный амортизатор 9 и изменяют зазор между толкателем 10 и стаканом 6.
Таким образом, разработан роликодержатель Для универсальной моталки, в которой тонкие полосы формируются усилием осноёного амортизатора 9, а толстые полосы - усилиями основного 9 и дополнительного 5 амортизаторов. Применение амортизаторов в моталках горячей полосы . позволяет выполнить ее универсальной для качественной смотки как полос малой толщины, так и полос большой толщины и установить на Стане одну группу универсальных моталок в количестве 3-4 шт. вместо двух групп специализированных моталок в количесгве 3-6 шт. для смотки на одной группе полос малой толщины, а на другой большой толщины, т.е. уменьшается металлоемкость стана на две моталки.
Формула изобретения
1. Роликодержатель моталки горячей полосы, содержащей кассету, расположенные симметрично относительно кассеты и шарнирно сочлененные с ней подвески, каждая в виде двуплечего рычага с формирующим роликом на одном плече, размещенные в гнезде кассеты два толкателя с фланцами и расположенный между ними упругий элемент, закрепленные на кассете ог7 17101648
раничители хода толкателей, установлен-последними стаканами, а также дополниных с возможностью взаимодействия с дру-тельным упругим элементом, установленгими плечами рычагов и своими фланцами-ным концентрично основному упругому
с ограничителями хода, и узлы регулировагэлементу между стаканами.
ния положения рычагов относительно кас-5
сеты, от личающийся тем, что, с целью2. Роликодержатель по п. 1, о т л и ч а юрасширения технологических возможно-щ и и с я тем, что каждый узел регулировастей за счет увеличения ди1апазона толщинния положения рычагов выполнен в виде сматываемых полос, он снабжен смонтиро-закрепленного на кассете упора, клина, разванными в упомянутом гнезде между огра-10 мещенного на рычаге с возможностью взаничителями хода толкателей с охватом ихимодействия с упором, привода и винтовой фланцев и возможностью взаимодействия спары, связывающей клин с приводом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Роликодержатель моталки горячей полосы | 1978 |
|
SU724238A1 |
| РОЛИКОДЕРЖАТЕЛЬ МОТАЛКИ ГОРЯЧЕЙ ПОЛОСЫ | 1972 |
|
SU331836A1 |
| Роликодержатель моталки горячей полосы | 1978 |
|
SU721152A1 |
| Роликодержатель моталки горячей полосы | 1981 |
|
SU992111A1 |
| КАССЕТА МОТАЛКИ ГОРЯЧЕЙ ПОЛОСЫ | 1995 |
|
RU2082519C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| Моталка для сматывания горячекатаных полос в рулоны | 1960 |
|
SU139280A1 |
| Моталка горячей полосы | 1974 |
|
SU489552A1 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМА СМАТЫВАЕМОЙ ПОЛОСЫ К РУЛОНУ | 2008 |
|
RU2376091C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЕДВАРИТЕЛЬНО УПРУГОРАСТЯГИВАЮЩИХ НАПРЯЖЕНИЙ В ГОРЯЧЕКАТАНЫХ И ХОЛОДНОКАТАНЫХ ПОЛОСАХ И ЛИСТАХ, РЕАЛИЗУЕМЫХ ПРИ РАБОТЕ ПОЛОСОВОГО И ЛИСТОВОГО ПРОКАТА В ПРОМЫШЛЕННЫХ ИЗДЕЛИЯХ И ГНУТЫХ КОНСТРУКЦИОННЫХ ПРОФИЛЯХ, ИСПОЛЬЗУЕМЫХ В СТРОИТЕЛЬНЫХ КОНСТРУКЦИЯХ | 2000 |
|
RU2196836C2 |
Изобретение относится к адьюстажно- му оборудованию прокатных цехов, в частности к роликодержателям моталок горячейполосы. Цель изобретения - расширение технологических возможностей за счет увеличения диапазона толщин сматываемых полос. При входе переднего конца полосы в моталку происходят поворот рычага 2 с верхним формирующим роликом 3 и сжатие упругого элемента 9 через толкатель 10, что увеличивает усилие прижатия нижнего формирующего ролика 3 к полосе. При смотке толстых полос толщиной более 12 - 16 мм происходит сжатие через стакан 6 дополнительного упругого элемента 5, что увеличивает усилие прижатия нижнего формирующего ролика 3 к полосе. Усилие прижатия регулируется винтовой парой 11 от привода 12. 1 з.п.ф-лы, 1 ил.3.1312VIО0^li»^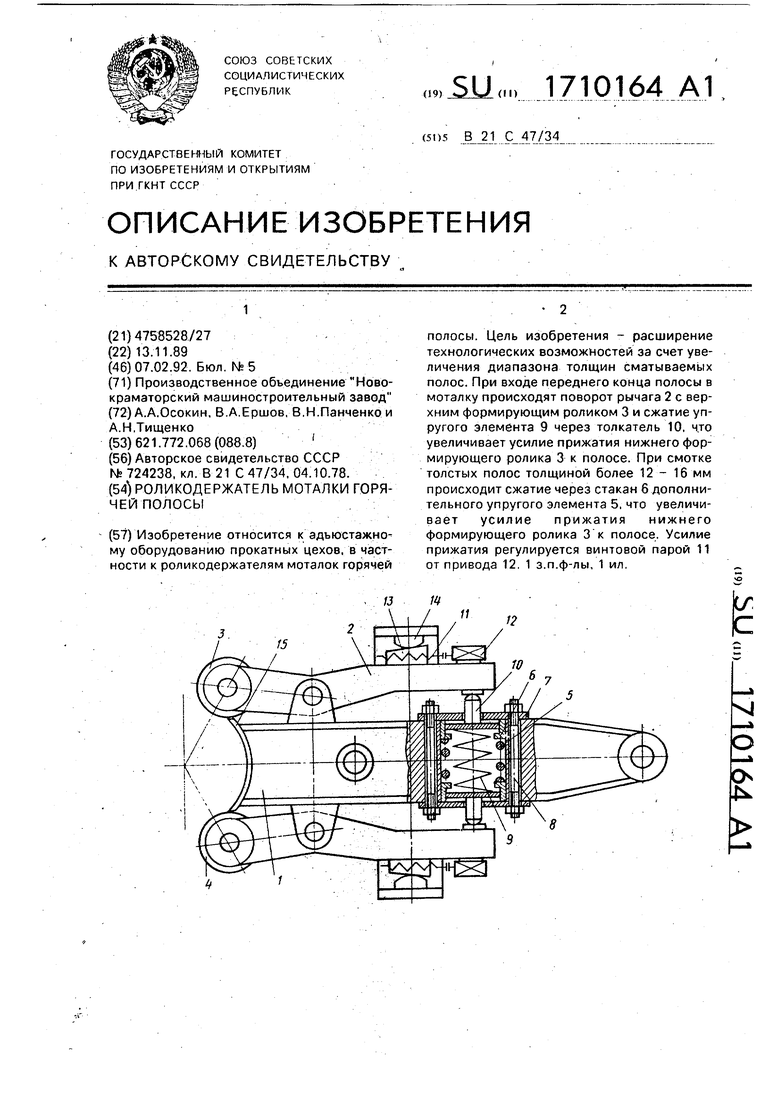

| Роликодержатель моталки горячей полосы | 1978 |
|
SU724238A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
