Изобретение относится к обработке металлов давлением, точнее к изготовлению изделий 1меющих форму ступенчатых тел вращения, поперечной прокаткой, и предназначено для использования в массовом производстве, например, шпинделя кранасмесителя.
Целью изобретения является пов%1шение производительности за счёт исключения операции зацентровки. На фиг. 1 изображена схема осуществления способа; на фиг.2 - заборный конус сверла: на фиг.З-вид А на фиг,2..,,Способ изготовления ступенчатого r ieталлйческого валика предусматривает.поперечно-клиновую прокатку (гГКП) заготовки с образованием торца 1 с ёготовки 2с конусообразным углублением 3, последующую подрезку торца 1 со стороны конусного углубления 3 и сверление торцового отверстия 4.
При подрезке торца 1 оставляют верхнюю часть 5 конусообразного углубления 3. а сверление осуществляют с зацентровкой сверла по оставшейся части конусообразного углубления 3.
Способ осуществляется следующим образом.
П р и м е р. Предварительно нарубленная заготовка из латуни Л63 загружается в вибрббункер стана ПКП, Где она за счет направленных колебаний вибробункера ориентируется и по спиральному лотку поступает в систему подачи заготовок, в которой заготовка нагревается до ковочных температур (83р±25 С) и подается непосредственно на линию прокатки и фиксируется. Заготовка прокатывается между верхней ПОДВИЖНОЙ и нижней неподвижной плитами стана ПКП.
Так как при ПКП периферийные слои 6 заготовки 2 обжимаются по толщине и удлиняются значительно интенсивнее центральных слоев 7, то свободная торцовая поверхность 1 принимает вид конусообраз, ного углубления 3 (воронки) с вершиной 8 на оси 9 вращения заготовки. Степень точности получаемого конусообразного углубления 3 с вершиной В удовлетворяет точности расположения центрового отверстия ступенчатого металлического валика - шпинделя крана-Смесителя.
После образования конусообразного углубления 3 производится подрезка торца 1
до поперечной плоскости 10, при зтом оставляется верхняя часть 5 конусообразного углубления 3 на длине А. Минимальная глубина этого углубления должна быть достаточной для размещения перемычки заборного конуса св:ерла. Плоскость среза 10 проходит между плоскостями 11, одна из которых отстоит от вершийы конусообразного углубления 3 на расстоянии не менее
0 1/4 Н, где Н - высота заборного конуса сверла {фиг.2), а другая - через линию пересечения конусообразного углубления 3 с торцовым отверстием 4 валика 12. Таким образом, расположение плоскости реза выражается формулой 1/4 Н А Н. Соблюдение указанных условий позволяет получить качественный торец валика и зацентровочное отверстие для операции сверления.
0 . По сравнению с известным предлагаемый способ повышает производительность труда при изготовлении ступенчатого металлического валика с торцовым отверстием на 15 - 20% за счет исключения операции
5 зацентровки из технологического процесса. Кроме того, способ обеспечивает повышение КИМ примерно на 10% за счет уменьшения концевых отходов, что позволяет уменьшить вес исходной заготовки
Фор м у ла изобретения
1.Способ изготовления ступенчатогб металлического валика, при котором осуще5 ствляЮт поперечно-клиновую прокатку заготовки с образованием торца заготовки с конусообразным углублением, последующую подрезку торца со стороны конусообразного углубления и сверление торцового
0 отверстия, отличаю щи и с я тем, что, с целью повышения производительности за счет исключения операции зацентровки, при подрезке торца оставляют вершинную часть конусообразного углубления, а сверление осуществляют с зацентровкой сверла по оставшейся части конусообразного углубления.
2.Способ по п.1, о т л и ч а ю щ и и с я тем, что подрезку торца осуществляют по
0 плоскости поперечного сечения заготовки, расстояние А которой от вершины конусообразного углубления равно (0,25...1,00) Н, где Н - высота заборного конуса сверла. /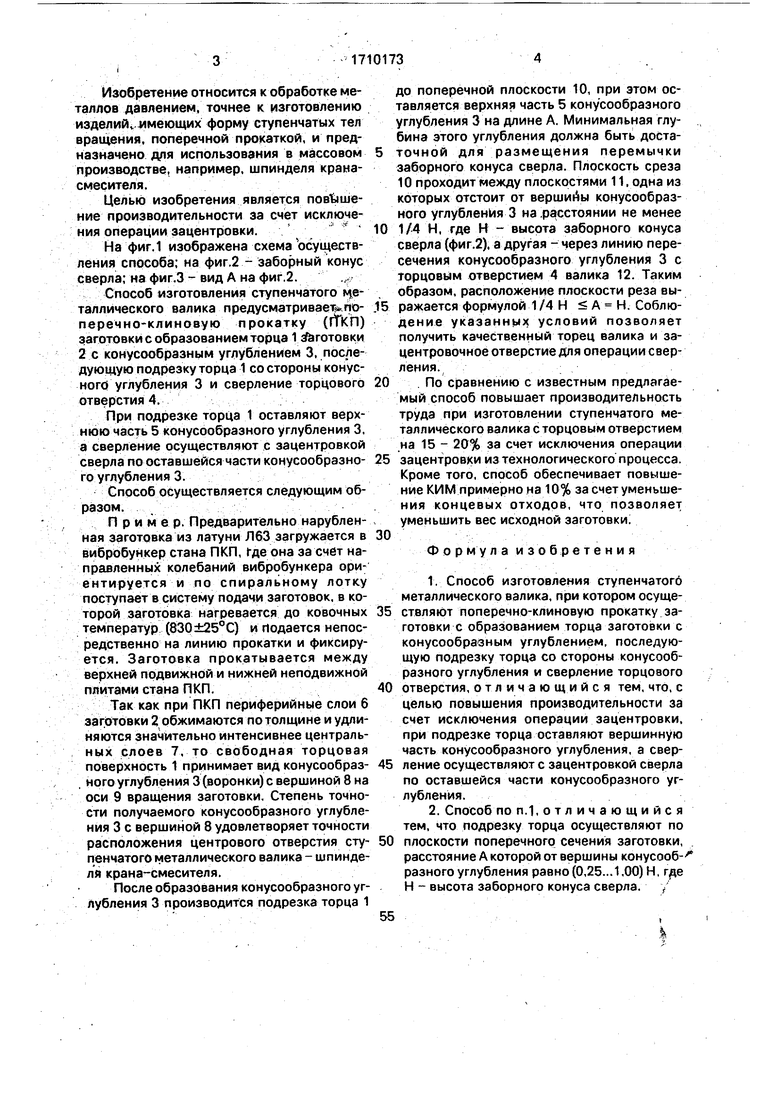
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ДЕТАЛЕЙ | 1994 |
|
RU2094176C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК В ФОРМЕ СТАКАНА ИЗ ПРУТКА | 2015 |
|
RU2600594C2 |
| РОТАЦИОННО-ДАВИЛЬНЫЙ СТАНОК "НИКПОС-1" | 1995 |
|
RU2093290C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ СВЕРЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ | 2006 |
|
RU2336148C2 |
| Устройство для прокатки цилиндрических заготовок | 1991 |
|
SU1782184A3 |
| Сверло | 1990 |
|
SU1787706A1 |
| Способ обработки отверстий | 1985 |
|
SU1323248A1 |
| КОМБИНИРОВАННЫЙ АЛМАЗНЫЙ ИНСТРУМЕНТ ДЛЯ ПОЛУЧЕНИЯ ОТВЕРСТИЙ С ЗАДНЕЙ ПОДРЕЗКОЙ И ВЫТОЧКОЙ | 2012 |
|
RU2478024C1 |
| СПОСОБ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ЗАГОТОВКАХ | 2012 |
|
RU2488463C1 |
| УСТРОЙСТВО ДЛЯ ПОПЕРЕЧНОЙ РЕЗКИ РУЛОНА МАТЕРИАЛА | 1997 |
|
RU2132776C1 |

Изобретение относится к обработке металлов давлением и может быть использова- но для изготовления ступенчатых цилиндрических изделий, например шпинделей кранов-смесителей, поперечно'й про* каткой. Цель изобретения - повышениепроизводительнрсти за счет исключения операции зацентровки. Заготовку ступенча- тогр металличеС-кого валика noflBj^ratoj по- перечнр-клиновЬй прйкатке:, э 'Результате которой образуется крнусо<эб|?аз|нк>&е ут'луб- ттемиё 3 на торце 1 затотовк*»2. Такай торцовая поверхность 1 подрезается пр плоскости лоперечного сечения заготовки; расстояние А которой от вфшины конусообразного углубления рп^^ределяется соотног; шением 1/4 Н' $ А г^ Н. гйе Н - высота заборного конуса сверла. Оставшую'ся вершинную- часть 5 конусорбразногр углубления 3 используют в качестве Д€1нтрового отверстия для последующей 0^ёрац»»и ceeip- ления торцового отверстия 4 велика 12, 1 з.п. ф-лы. 3 ил.fef 2 35>&-:->&г--7:Риг,1
| Рогульчатое веретено | 1922 |
|
SU142A1 |
