Изобретение относится к обработке металлов резанием.
Цель изобретения - расширение технологических возможностей и повышени долговечности инструмента за счет по лучения отверстий различных диаметро инструментов .одного диаметра а также использование изношенного инструмента для получения отверстия заданного диаметра,
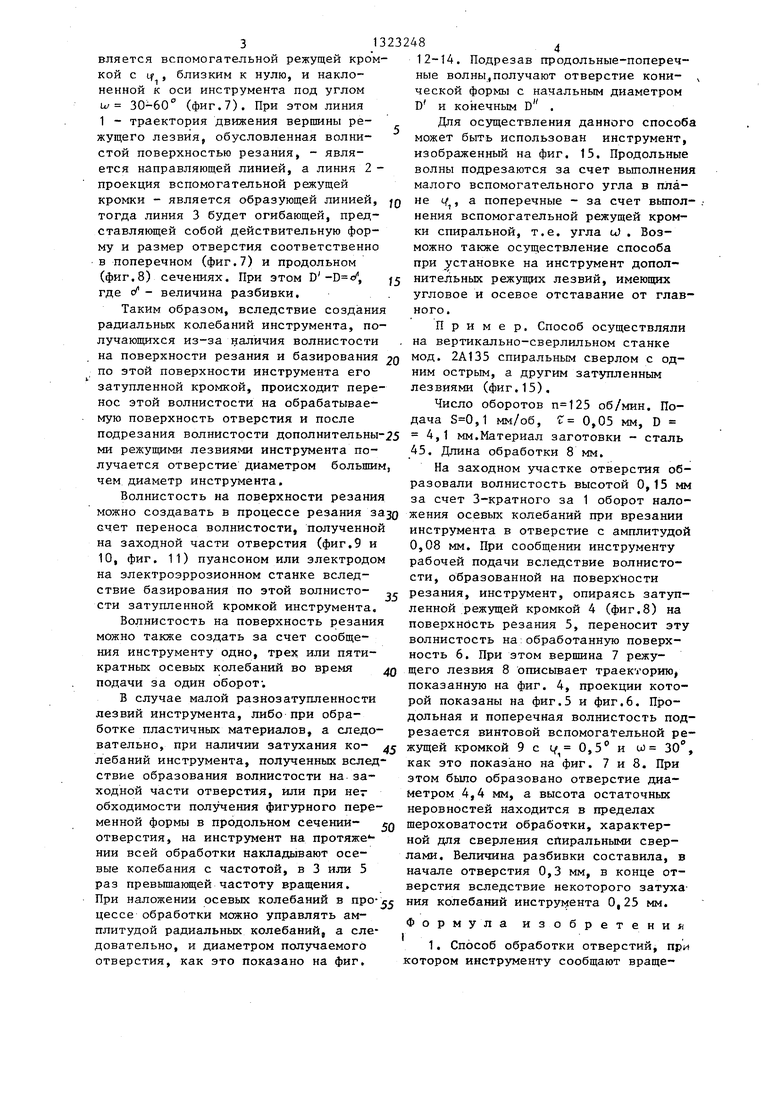
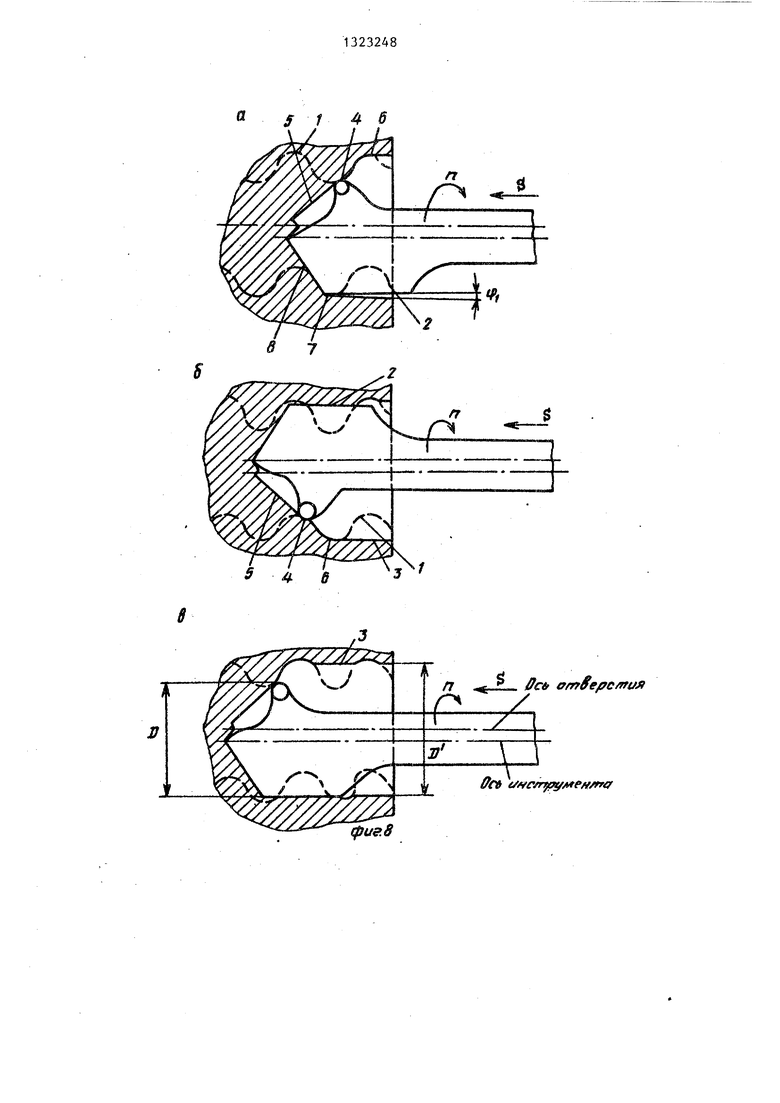
На фиг. 1 изображена схема режущего инструмента; на фиг, 2 положение инструмента в момент начала резания, на фиг. За - траектория дви- жения переферийной точки режущей . кромки инструмента при т.е. уво на фиг. Зб - то же, при на фиг. Зв то. же,при , разбивка , на фиг« 4 - траектория движения периферийной точки режущей кромки при Oj на фиг. 5 - проекция траектории на плоскость, перпендикулярную оси отверстия; на фиг. 6 - продольные волны (проекция траектории движения вершины режущего лезвия на плоскость, проходящую через ось отверстия)-, на фиг. 7 - схема подрезки поперечных волн, образованньк на обработанной поверхности, винтовой вспомогательной режущего кромкой , на фиг. 7а - начальное положение при подрезке участка AKBLJ на фиг. 76 - подрезка части участка AKBL при повороте инструмента на нафиг.7в подрезка оставшейся части участка AKBL при повороте инструмента еще
на фиг. 7г - профиль полу при повороте на
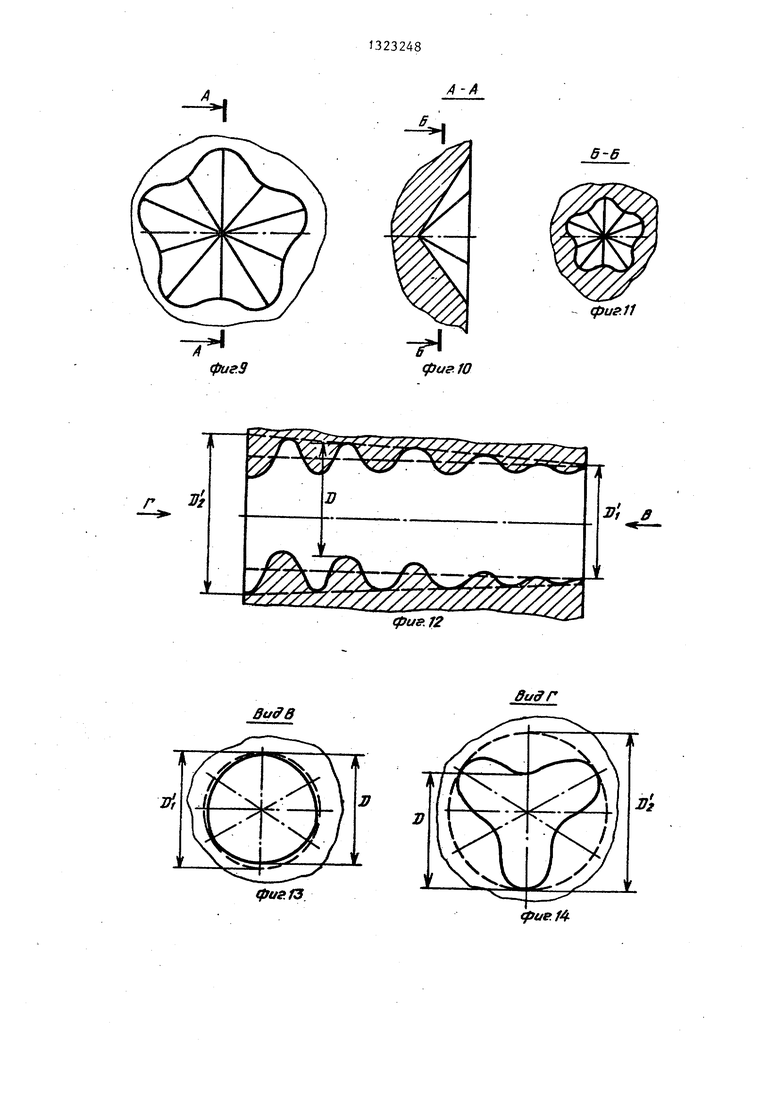
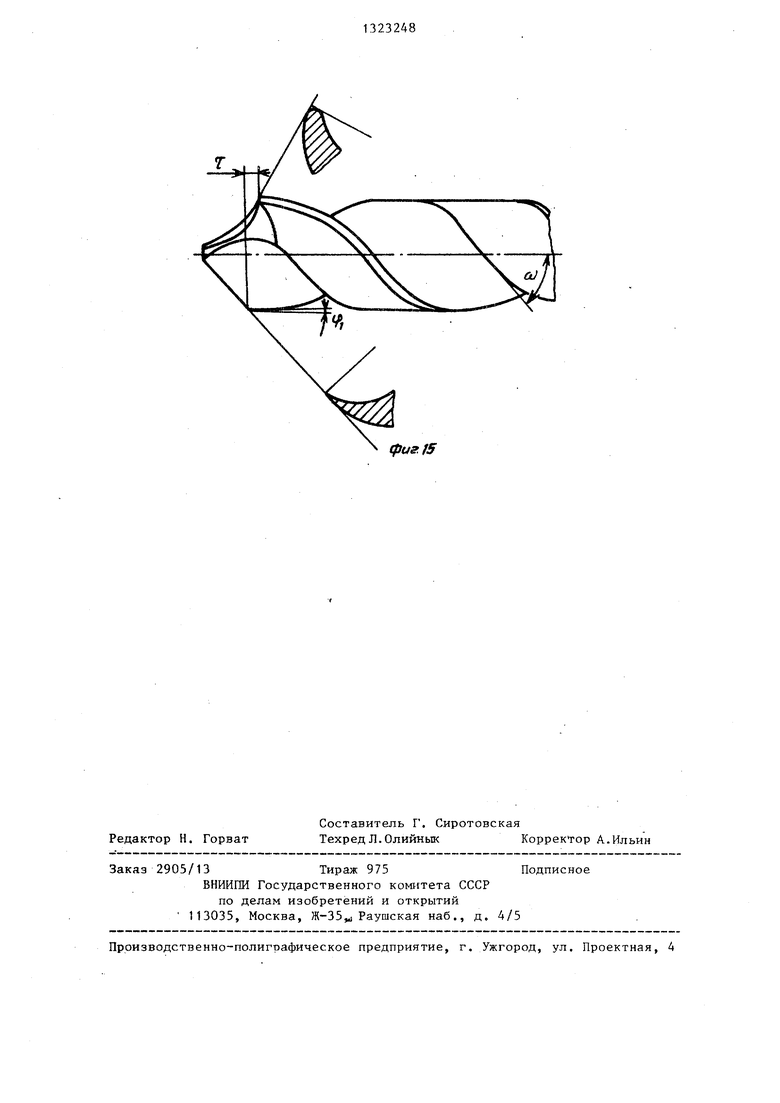
7д - профиль отверстия, полученного за один оборот инструмента; на фиг. 8 - схема подрезки продольных волн вспомогательной режущей кромкой инструмента; на фиг. 9 профиль отверстия формируемого заходным конусом ин- струмента; на фиг. 10 - разрез А-А на фиг. 9; на фиг. 11 - разрез Б-Б на фиг. 10; на фиг. 12 - продольное сечение отверстия, образован.йое инструментом при наложении осевьЕс ко- лебаний в течение всей обработки (нарастания амплитуды); на фиг. 13 - профиль отверстия в начале обработки; на фиг. 14 - профиль отверстия в конце обработкиi на фиг, 15 - ин- струмент для осуществления способа. Способ обработки отверстия осуществляют вращаюшдмся и перемещающимся инструментом диаметром D, у
на
ченного. отверстия
120 инструмента; на фиг.
0
5
5
0 5 0 5
0
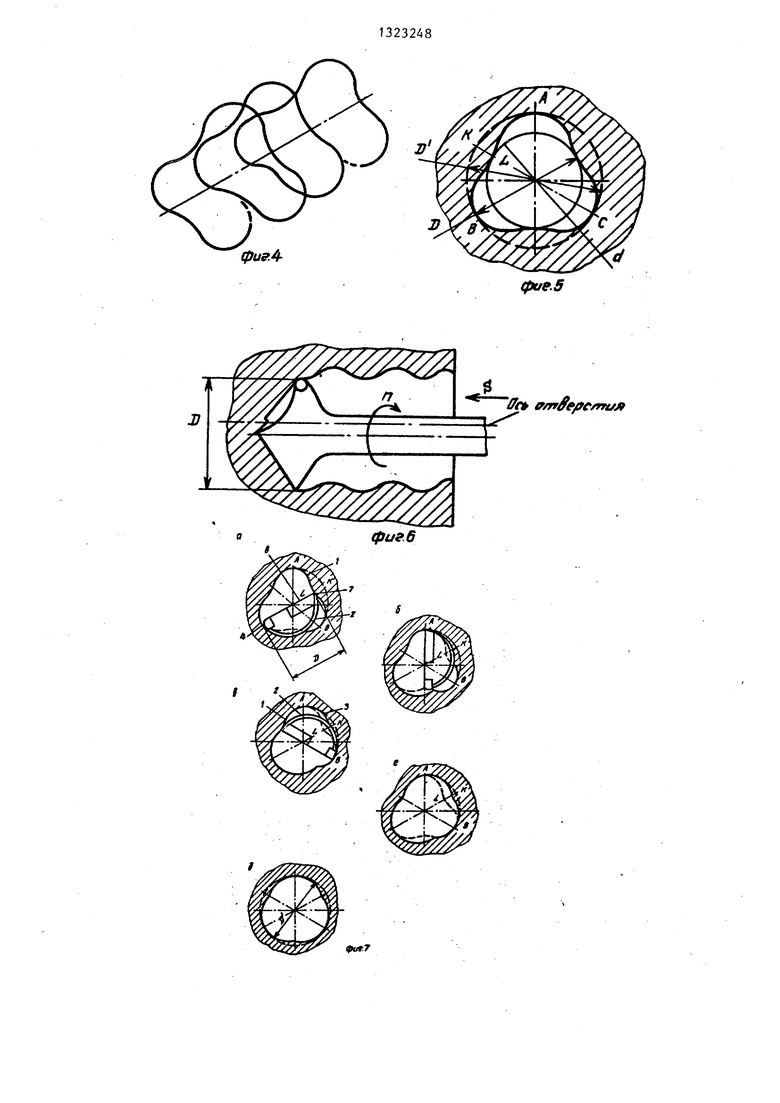
которог о режущие лезвия О и Т имеют различный радиус заострения и сдвинуты одно относительно Другого в осевом направлении на величину t . При врезании инструмента с углом Ч -заточки затупленного лезвия на величину заборного конуса и формирования отверстия осуществляют базирование затупленной кромки лезвия инструмента на поверхность резания, Если частота осевых колебаний инструмента в целое число раз меньше, или равна частоте вращения, то происходит накопление смещения текущего сечения отверстия с увеличением длины обработки, т.е. осуществляется увод оси отверстия (фиг.За)о Если частота осевых колебаний в нечетное число раз превьш1ает частоту вращения, т.е. при нечетном коэффициенте -К- пропорциональности частот относительных осевых колебаний инструмента и вращения, то Лроисходит увеличение погрешности поперечной формы отверстий, т.е. образуются гребешки. Если отверстие обрабатывают инструментом (фиг.1), имеющим очень большую обратную конусность, т.е. при угле заточки режущего лезвия If Si 90°, то периферийная кромка инструмента описьюает траекторию, изображенную на фиг. 4, Эта траектория показана дпя . При некратности или четной кратности частот вращения и колебаний, систематического накопления увода или погрешностей поперечной формы не будет.
Как видно из фиг, 4, траектория представляет собой сложную винтовую линию. Проекция этой линии на плоскость, перпендикулярную оси отверстия, показана на фиг. 5. Отсюда видно, что отверстие имеет переменный в поперечной плоскости диаметр, т.е. поперечную волнистость, а вследствие, наличие угла tf и переменный вдоль оси отверстия диаметр, т.е. продольную волнистость (фиг,6),Размер D - диаметра инструмента - меньше размера D - диаметра описанной через точки А,В,С окружности.
Если подрезать участки волнистости, т.е, гребешки, в данном случае три участка AKBL в поперечном (фиг.7) и продольном (фиг.8) направлениях, то получится отверстие диаметром D .
Подрезка продольных волн возможна вспомогательной режущей кромкой с углом tf, близким к О (фиг.8), а подрезка поперечных волн осуществляется вспомогательной режущей кромкой с If , близким к нулю, и наклоненной к оси инструмента под углом U/ 30-60° (фиг. 7), При этом линия 1 - траектория движения вершины режущего лезвия, обусловленная волнистой поверхностью резания, - является направляющей линией, а линия 2 - проекция вспомогательной режущей кромки - является образующей линией, тогда линия 3 будет огибающей, представляющей собой действительную форму и размер отверстия соответственно в поперечном (фиг.7) и продольном (фиг.8) сечениях. При этом , где - величина разбивки.
Таким образом, вследствие создания радиальных колебаний инструмента, поПри м е р. Способ осуществляли . на вертикально-сверлильном станке
лезвиями (фиг.15).
Число оборотов об/мин. Подача ,1 мм/об, Z 0,05 мм, D
лучающихся из-за наличия волнистости на поверхности резания и базирования 2Q мод. 2А135 спиральным сверлом с од- по этой поверхности инструмента его ним острым, а другим затупленным затупленной кромкой, происходит перенос этой волнистости на обрабатываемую поверхность отверстия и после подрезания волнистости дополнительны-25 1 мм.Материал заготовки - сталь ми режущими лезвиями инструмента по- 45. Длина обработки 8 мм. лучается отверстие диаметром болыпим, На заходном участке отверстия об- чем диаметр инструмента,разовали волнистость высотой О,15 мм
Волнистость на поверхности резания за счет 3-кратного за 1 оборот нало- можно создавать в процессе резания зазо жения осевых колебаний при врезании счет переноса волнистости, полученной инструмента в отверстие с амплитудой на заходной части отверстия (фиг.9 и 10, фиг, 11) пуансоном или электродом на электроэррозионном станке вследствие базирования по этой волнисто- резания, инструмент, опираясь затуп- сти затупленной кромкой инструмента. ленной режущей кромкой 4 (фиг.8) на
Волнистость на поверхность резания можно также создать за счет сообщения инструменту одно, трех или пятикратных осевьпс колебаний во время подачи за один оборот;
В случае малой разнозатупленности лезвий инструмента, либо при обработке пластичных материалов, а следо0,08 мм. При сообщении инструменту рабочей подачи вследствие волнистости, образованной на поверхности
поверхность резания 5, переносит эту волнистость на:обработанную поверхность 6, При этом верщина 7 режущего лезвия 8 описывает траекторию, показанную на фиг. 4, проекции которой показаны на фиг.5 и фиг.6. Продольная и поперечная волнистость подрезается винтовой вспомогательной ревательно, при наличии затухания ко- j жущей кромкой 9с (,5и и)30
лебаний инструмента, полученных вследствие образования волнистости на заходной части отверстия, или при нег обходимости получения фигурного переменной формы в продольном сечении- отверстия, на инструмент на протяже НИИ всей обработки накладывают осевые колебания с частотой, в 3 или 5
как это показано на фиг, 7 и 8. При этом бьто образовано отверстие диаметром 4,4 мм, а высота остаточных неровностей находится в пределах 50 щероховатости обработки, характерной для сверления сйиральными сверлами. Величина разбивки составила, в начале отверстия 0,3 мм, в конце отверстия вследствие некоторого затуха
как это показано на фиг, 7 и 8. При этом бьто образовано отверстие диаметром 4,4 мм, а высота остаточных неровностей находится в пределах 50 щероховатости обработки, характерной для сверления сйиральными сверлами. Величина разбивки составила, в начале отверстия 0,3 мм, в конце отверстия вследствие некоторого затухараз превьшающей частоту вращения.
При наложении осевых колебаний в про- ния колебаний инстру1 ента 0,25 мм.
цессе обработки можно управлять ам- .
,. „Формулаизобретения
плитудои радиальных колебании, а еле- ..
довательно, и диаметром получаемого 1, Способ обработки отверстий, при отверстия, как это показано на фиг, котором инструменту сообщают враще
12-14. Подрезав продольные-поперечные волны,получают отверстие кони- , ческой формы с начальным диаметром D и конечным D .
Для осуществления данного способа может быть использован инструмент, изображенный на фиг. 15. Продольные волны подрезаются за счет выполнения малого вспомогательного угла в пла- t/, а поперечные - за счет выпол- .
не
нения вспомогательной режущей кромки спиральной, т.е. угла cJ . Возможно также осуществление способа при установке на инструмент допол- нительных режущих лезвий, имеющих угловое и осевое отставание от главного.
При м е р. Способ осуществляли на вертикально-сверлильном станке
мод. 2А135 спиральным сверлом с од- ним острым, а другим затупленным 1 мм.Материал заготовки - сталь 45. Длина обработки 8 мм. На заходном участке отверстия об- разовали волнистость высотой О,15 мм
лезвиями (фиг.15).
Число оборотов об/мин. Подача ,1 мм/об, Z 0,05 мм, D
мод. 2А135 спиральным сверлом с од- ним острым, а другим затупленным 1 мм.Материал заготовки - сталь 45. Длина обработки 8 мм. На заходном участке отверстия об- разовали волнистость высотой О,15 мм
за счет 3-кратного за 1 оборот нало- жения осевых колебаний при врезании инструмента в отверстие с амплитудой резания, инструмент, опираясь затуп- ленной режущей кромкой 4 (фиг.8) на
0,08 мм. При сообщении инструменту рабочей подачи вследствие волнистости, образованной на поверхности
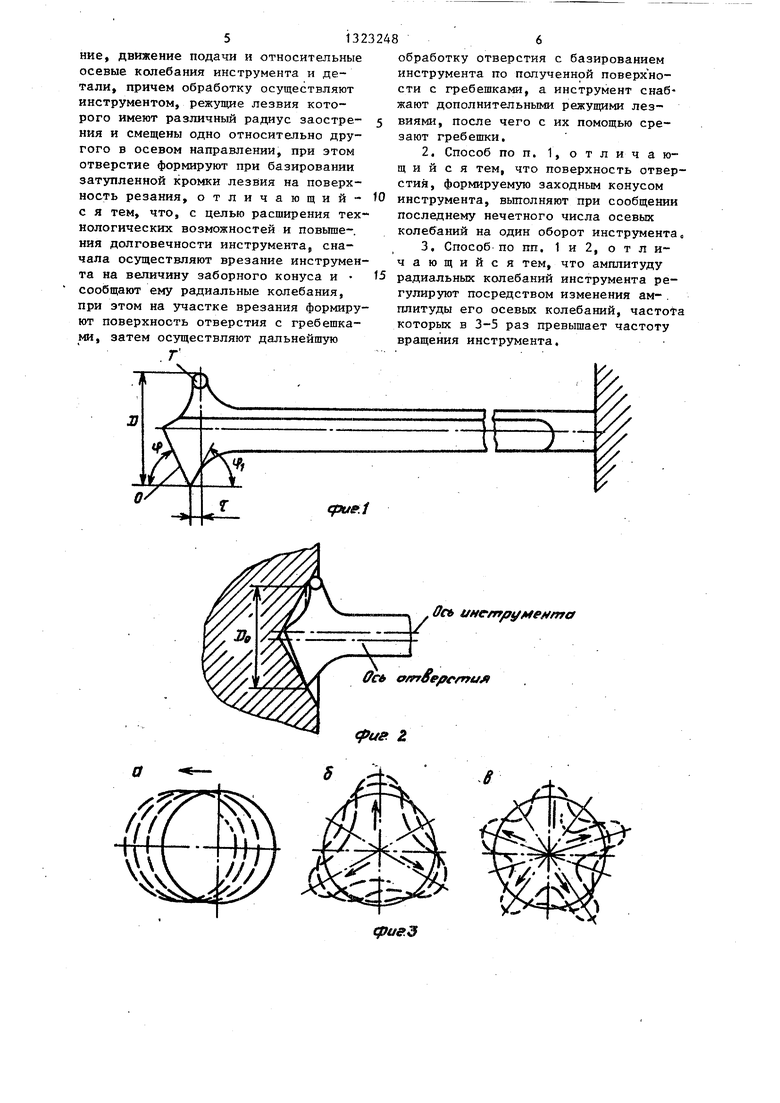
поверхность резания 5, переносит эту волнистость на:обработанную поверхность 6, При этом верщина 7 режущего лезвия 8 описывает траекторию, показанную на фиг. 4, проекции которой показаны на фиг.5 и фиг.6. Продольная и поперечная волнистость подрезается винтовой вспомогательной рекак это показано на фиг, 7 и 8. При этом бьто образовано отверстие диаметром 4,4 мм, а высота остаточных неровностей находится в пределах щероховатости обработки, характерной для сверления сйиральными сверлами. Величина разбивки составила, в начале отверстия 0,3 мм, в конце отверстия вследствие некоторого затухание, движение подачи и относительные осевые колебания инструмента и детали, причем обработку осуществляют инструментом, режущие лезвия которого имеют различный радиус заостре- ния и смещены одно относительно другого в осевом направлении, при этом отверстие формируют при базировании затупленной кромки лезвия на поверхность резания, отличающий- с я тем, что, с делью расширения технологических возможностей и повыше-. ния долговечности инструмента,, сначала осуществляют врезание инструмента на величину заборного конуса и сообщают ему радиальные колебания, при этом на участке врезания формируют поверхность отверстия с гребешками, затем осуществляют дальнейшую
обработку отверстия с базированием инструмента по полученной поверх но- сти с гребешками, а инструмент снабжают дополнительными режущими лезвиями, после чего с их помощью срезают гребешки.
2.Способ по п. 1, отличающийся тем, что поверхность отверстия, формируемую заходным конусом инструмента, выполняют при сообщении последнему нечетного числа осевых колебаний на один оборот инструмента,
3,Способ по пп, 1 и 2, о т л и чающийся тем, что амплитуду радиальных колебаний инструмента регулируют посредством изменения ам-. плитуды его осевых колебаний, частота которых в 3-5 раз превышает частоту вращения инструмента.
ffC6 OfTf fffffnUji
Ось tttfe-frrpi/Me/fma
Z
дуае.З
фиг.Афие.5
| название | год | авторы | номер документа |
|---|---|---|---|
| Сверло для сверления полимерных композиционных материалов | 1984 |
|
SU1238905A1 |
| Способ обработки отверстий | 1989 |
|
SU1743718A2 |
| Способ многопроходной обработки отверстий | 1987 |
|
SU1472185A1 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| СПОСОБ УПРАВЛЕНИЯ ТРАЕКТОРИЕЙ СТВОЛА СКВАЖИНЫ (ЕГО ВАРИАНТЫ) | 1991 |
|
RU2006560C1 |
| Способ обработки отверстий | 1983 |
|
SU1180172A1 |
| СПОСОБ ПРОГНОЗИРОВАНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ РЕЗЬБОВОГО ОБРАБАТЫВАЕМОГО ИЗДЕЛИЯ ПРИ ВИХРЕВОМ ФРЕЗЕРОВАНИИ С УЧЕТОМ ВЛИЯНИЯ СИЛ РЕЗАНИЯ | 2023 |
|
RU2812489C1 |
| Способ многопроходной обработки отверстий | 1986 |
|
SU1373484A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1997 |
|
RU2113963C1 |
| Сверло для обработки композиционных материалов | 1989 |
|
SU1657394A1 |
fff ff/rr e/fc/m/л
фиГ7
« f 1 4
S в
(
J
n ffctf om e/fCflTuJ)
P
/
/
ZT
ffCU e/ffCfn MPff frff
фиг. 8
фигЗ
-А
6-6
фи.И
Г
п г
27/
222Х/2/
(pt/e.72
duffr
Bt/ffB
(ffuff.t3.
фие.14
(fJuff.f5
Редактор Н. Горват
Составитель Г. Сиротовская
ТехредЛ.Олийнык Корректор А.Ильин
Заказ 2905/13Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,й Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ обработки отверстий | 1983 |
|
SU1180172A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
