Изобретение относится к технологий изготовления оптических деталей и может быть использовано в оптико-механической и электронной промышленности при изго товлении подложек зеркал из кварца, силикатных стекол и ситалла.
Целью изобретения является повышение качества обработанной поверхности и выхода годных изделий.
К качеству полированных поверхностей подложек диэлектрических зеркал предъявляются высокие требования, так как наличие на обработанной рабочей поверхности различных дефектов (царапин, остаточного нарушенного слоя, ласин) увеличивает потери света и снижает качество передаваемого изображения оптической деталью.
Сравнительные испытания известного и предлагаемого способов абразивной обработки проводят на плоскопараллельных пластинах из кварцевого стекла KB диаметром 30 мм. толщиной 7 мм, к полированным поверхностям которых предъявляются требования: общая ошибка формы поверхности N 0.3-0,5 интерференционной полосы, местная ошибка формы поверхности AN 0,1 интерференционной полосы, класс чистоты Р - 0-20. коэффициент рассеяния а- 0.0006-0.0008%; из силикатного стекла К8 диаметром 18 мм. толщиной 5 мм. к полированным поверхностям которых предъявляются требования: общая ошибка формы поверхности N - 0.5 интерференционной полосы, местная ошибка формы поверхности AN « 0.25 интерференционной полосы.
чистота поверхности Р 0-20, коэффициент рассеяния 7- 0.0006-0.0008%; из ситалла марки СО-115-М размером 60 х 40. толщиной 10 мм. к полированным поверхностям которых предъявляются требования: общая ошибка формы поверхности N 0,3-0.5 интерференционной полосы, местная ошибка формы поверхности А N - 0,1 интерференционной полосы, чистота поверхности Р° 1, коэффициент рассеяния 0 0,004-0.006%.
Шлифование и полирование деталей проводят на шлифовально-полирова/|ьном станке типа ЗШП2/20 по методу глубокого полирования по РТМ 3-46-70 абразивными суспензиями, содержащими для шлифования водную суспензию микропорошка корунда марки М28-М10 и 30-50 мае.% от массы корунда смесь порошков графита и мела в соотношении 9:1-1:1, для полирования водную суспензию полирита и 30-50 мас.% от массы полирита смесь порошков графита и мела в соотношении 1:9-1:1,
Точность формы оптической поверхности определяют пробным стеклом по числу интерференционных полос.
Чистоту полированной поверхности оценивают по коэффициенту рассеяния подложек зеркал после полирования, определяемого на лазерной установке измерения рассеяния (ЛУИР). Измерение коэффициента рассеяния диэлектрических подложек зеркал проводят на длине волны 6328 А в сравнении с коэффициентом рассеяния эталонного зеркала и рассчитывают по формуле
где а - показания стрелочного прибора синхродетектора при измерении подложки зеркала;,
b - показания прибору при измерении эталона;
бь - коэффициент рассеяния эталонной пластины. %.
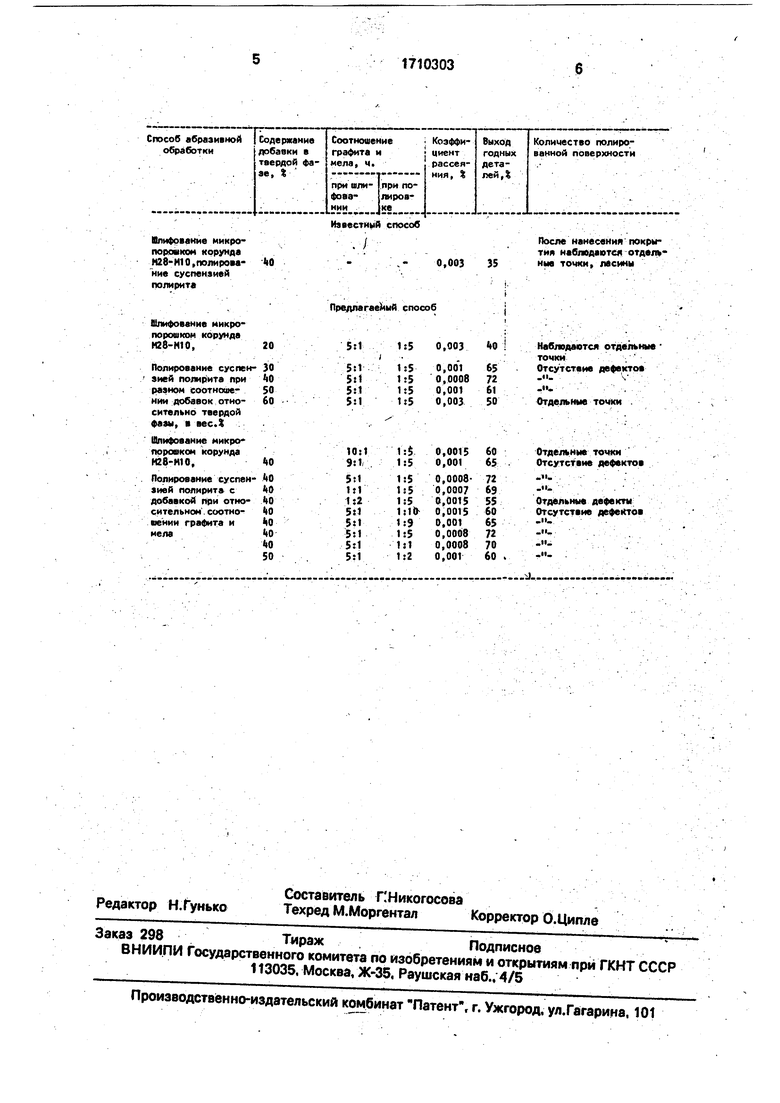
Сравнительные испытания приведены в таблице.
Сравнительный анализ показывает, что наличие в водной суспензии для шлифования на основе электрокорунда и суспензии для полирования на основе полирита смеси мйкропорошков графита и мела в определенном соотношении позволяет снизить деформации и нарушения приповерхностного
слоя при обработке стекла за счет того, что в процессе обработки на инструменте слой, образованный суспензией, включающей мел и графит, играет роль демпфера, способствующего созданию условий по изменению характера хрупкого разрушения стекла при шлифовании электрокорундом, в результате чего снижается величина нарушенного слоя. При полировании уменьшение величины нарушенного слоя позволяет
сократить общее время полирования. Введение мела и графита в полиритную суспензию создает более мягкие условия проведения процесса полирования, что способствует исключению царапин и ласин на
полированной поверхности. В результате этого получают высокое качество полированной поверхности с низким коэффициентом рассеяния света. Это позволяет повысить процент выхода годных деталей.
Форм-ул а изобретё н ия
Способ обработки оптических деталей из кварца, cиликatныx стекол и ситалла. включающий шлифование суспензией, содержащей электрокорунд, и полирование суспензией на водной основе полирита. о т л ич а ю щ и и с я тем, что, с целью повышения качества обработанной поверхности и выхода годных деталей за счёт уменьшения коэффициента рассеяния света
поверхностью, обработку ведут суспензиями, в которые вводят смеси порошков графита и мела в количестве 30-50 мас.% от твердой фазы суспензии в соотношении графита и мела;для шлифования 9 - 1:1; для
полирования 1:9-1:1.
liO
М28-Н10,полиромиив суспенвивй
ПОЛИрИТА
Предлагаемыми способ
Шлифоввние микропорошком корунде И28-М10,
Полирование суспвнаней полир ита при разном еоотиоажиии добавок отиосителъио твердой фазы, в «ес.Х
Наблвдаются отдвлныв
1:5 0.003 «Ю
точки;
Отсутствие дефектов
65 72 61 50
0,001
1:5
.- -., 0,0008 1:5
.и,- . -.-. 0,001 1:5
Отдельные точки 0,003 Ij5
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 1992 |
|
RU2012478C1 |
| Способ абразивной обработки оптических деталей из кварцевого и силикатных стекол и кристаллического кварца | 1985 |
|
SU1219325A1 |
| Способ контроля качества полирования деталей | 1983 |
|
SU1142764A1 |
| Полировальный состав | 1979 |
|
SU836066A1 |
| Способ абразивной обработки исландского шпата | 1983 |
|
SU1348145A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ СФЕРИЧЕСКИХ ОПТИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2347659C2 |
| Состав для полирования оптического стекла | 2018 |
|
RU2686923C1 |
| Способ абразивной обработки металлооптических зеркал | 2002 |
|
RU2223850C1 |
| ПОЛИРОВАЛЬНАЯ КОМПОЗИЦИЯ | 2013 |
|
RU2540302C2 |
| Способ получения полировального порошка | 1980 |
|
SU920060A1 |
Изобретение относится к области технологии изготовления оптических деталей и• 2. •'• ,; ;'.- .. ,. 'может быть использовано в оптико-механической и электронной промышленности при изготовлении подложек зб1ркал из кварца, силикатныхстекол и ситалла. Целью изобретения является повышение качества обработанной поверхности и выхода год^!.)^ изделий за счет уменьшения коэффициента рассеяния света. Абразивная обработка оптических деталей включает шлифование суспензией электрокорунда и полирование ВОДНОЙ суспензией полирита. В суспензию дополнительно вводят смесь порошков графита и мела в количестве 30-50 мае, %'от твердой фазы суспензии всоотношении графита и мела для шлифования графит/мел « 9:1-1:1, для полирования графит/мел = 1:9- 1:1. 1 табл.^^
| Способ абразивной обработки оптических деталей из кварцевого и силикатных стекол и кристаллического кварца | 1985 |
|
SU1219325A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
