Йуг./
Изобретение относится к машиностроению и может быть использовано при обработке деталей абразивным инструментом.
Целью изобретения является повышение производительности и точности обработки за счет сохранения оптимального угла сетки следов обработки.
На фиг.1 изображена схема обработки; на фиг.2 - то же, вариант обработки без продольной подачи инструмента, на фиг.З то же, вариант обработка конической поверхности: на фиг.4 - схема обработки цилиндрической поверхности шлифованием или хбнингованием.
При вращении обрабатываемого издеЛИЯ 1 со скоростью Vi абразивный инструмент 2 перемещают поступально вдоль оси изделия 1с подачей S и сообщают осциллирующее движение Z. На время реверса как при продольной подаче S. так и при осцилляции Z абразивный инструмент 2 отводится от обрабатываемой поверхности.
Во время реверса скорость перемещения бруска меняется, а деталь вращается с одинаковой скоростью, при этом углы сетки (след от зерен абразива) меняются от 45 до 90 (угол между осью детали и линией следа зерна абразива), т.е. направление сетки идет по синусоиде. Путем отрыва инструмента от поверхности как бы отсекается участок сетки, где она имеет угол неоптимальной величины. Сетка получается с оптимальным углом а.
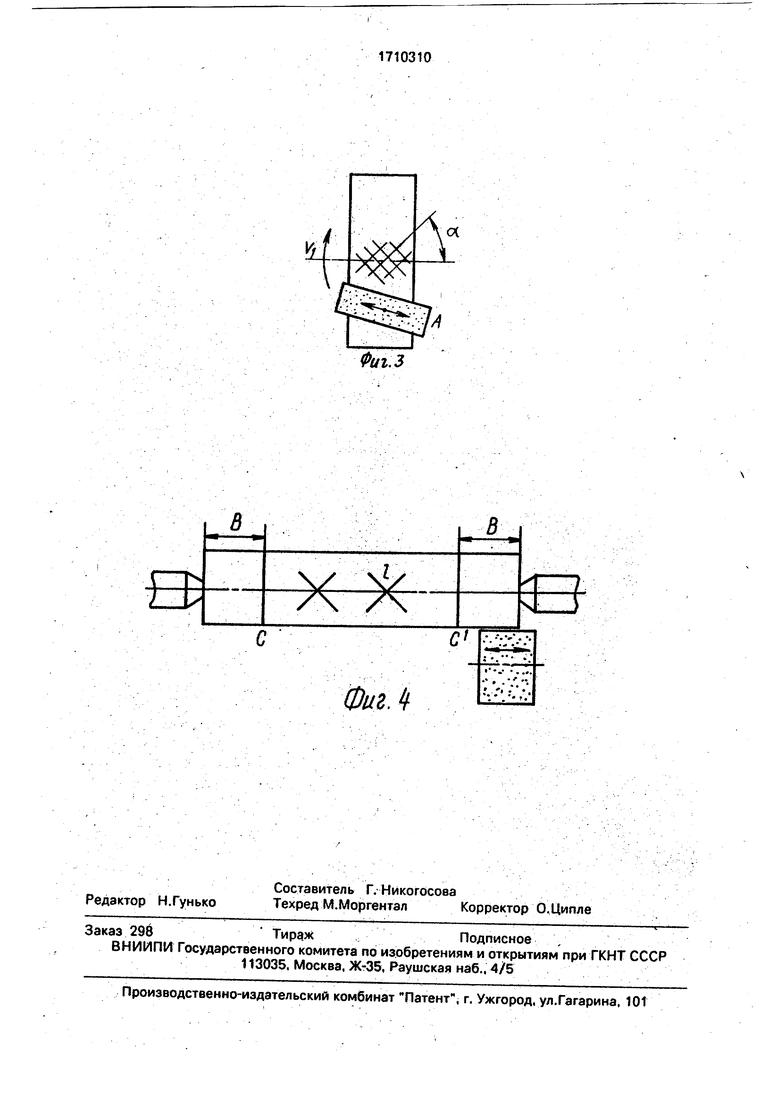
На фиг.2 и 3 показана обработка поверхности.малой протяженности, поэтому они обрабатываются только при помощи осциллирующего движения бруска. 3 данном случае брусок отрывается только в концах своего перемещения, как только начинает меняться ве;г|ичина скорости его перемещения относительно обрабатываемой поверхности.
Предлагаемый спосЬб обработки можно также исплльзовать при шлифовании и хонинговании.
При обработке шлифовальным кругом В конце хода происходит больший съем металла на участке В. чем на участке СС, так как на участке В продольное перемещение круга происходит с меньшей скоростью относительно обрабатываемой поверхности и в результате чего деталь имеет бочкообраз ность.
Если круг в этой схеме заменить бруском и производить хонингование, то по концам детали в результате уменьшения скорости продольного перемещения бруска (хона) съем металла будет меньший, в результате чего деталь имеет корсетность, т.е. изменение угла наклона сетки от оптимального влияет как на производительность, так и на точность обрабатываемых поверхностей.
При процессе шлифования (фиг.4) под сеткой подразумеваются линии которые характеризуются также скоростью продольного перемещения шлифовального камня относительно обрабатываемой поверхности и скоростью вращения детали, но скорость вращения круга не учитывается.
Формула изобретени я Способ суперфиниширования поверхностей вращения, включающий вращение обрабатываемого изделия, возвратно-поступательное и осциллирующее движения абразивного инструмента относительно оси обрабатываемого изделия, о т ли чающийся тем, что, с целью повышения производительности и точности обработки за счет сохранения оптимального угла сетки, абразивный инструмент после каждого прохода и во время осцилляции ртводят от обрабатываемого изделия на время реверса.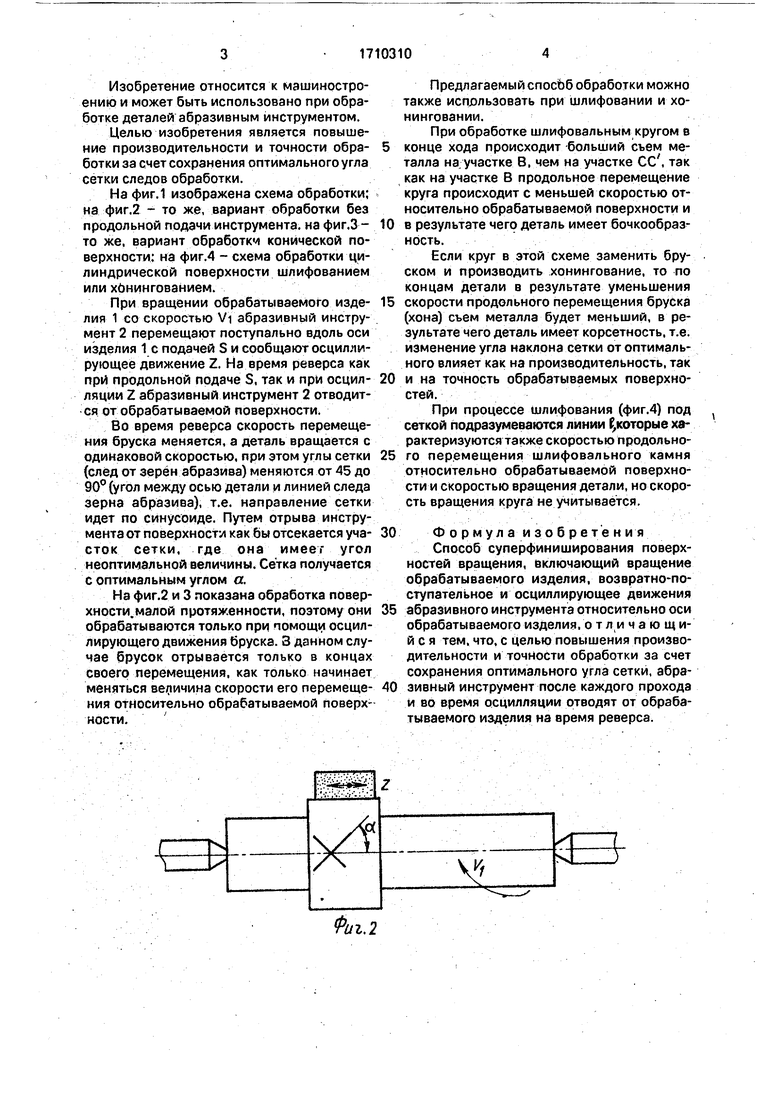
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2236933C1 |
| СПОСОБ ШЛИФОХОНИНГОВАНИЯ | 2003 |
|
RU2235012C1 |
| СБОРНЫЙ ПРОДОЛЬНО-ПРЕРЫВИСТЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 2001 |
|
RU2203174C2 |
| СПОСОБ КОМБИНИРОВАННОЙ АБРАЗИВНОЙ ОБРАБОТКИ ПРОДОЛЬНО-ПРЕРЫВИСТЫМИ КРУГАМИ | 2001 |
|
RU2203172C2 |
| СПОСОБ ПОЛИРОВАНИЯ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2207240C2 |
| СПОСОБ ПРЕРЫВИСТОГО ШЛИФОВАНИЯ | 2000 |
|
RU2177867C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182070C2 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 1999 |
|
RU2163186C2 |
| СПОСОБ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ МНОГОСТУПЕНЧАТЫХ ОТВЕРСТИЙ | 2004 |
|
RU2271917C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2000 |
|
RU2182067C2 |
Изобретение относится к машинострое^ нию и может быть использовано при абра^зивной обработке. Целью изобретения является повышение производительности и точности обработки за счет сохранения оптимального угла сетки сяеДрв обработки. Обрабатываемому изделию 1 сообщают вращение, а абразивному инструменту 2 •- возвратно-поступательное и осциллирующее движения. Инструмент 2 как^при про^ дольном егб движении, та*^ и во.время осцилляции отводят от обр?»баты8аемогоизделия на время реверса. 4 ил. '•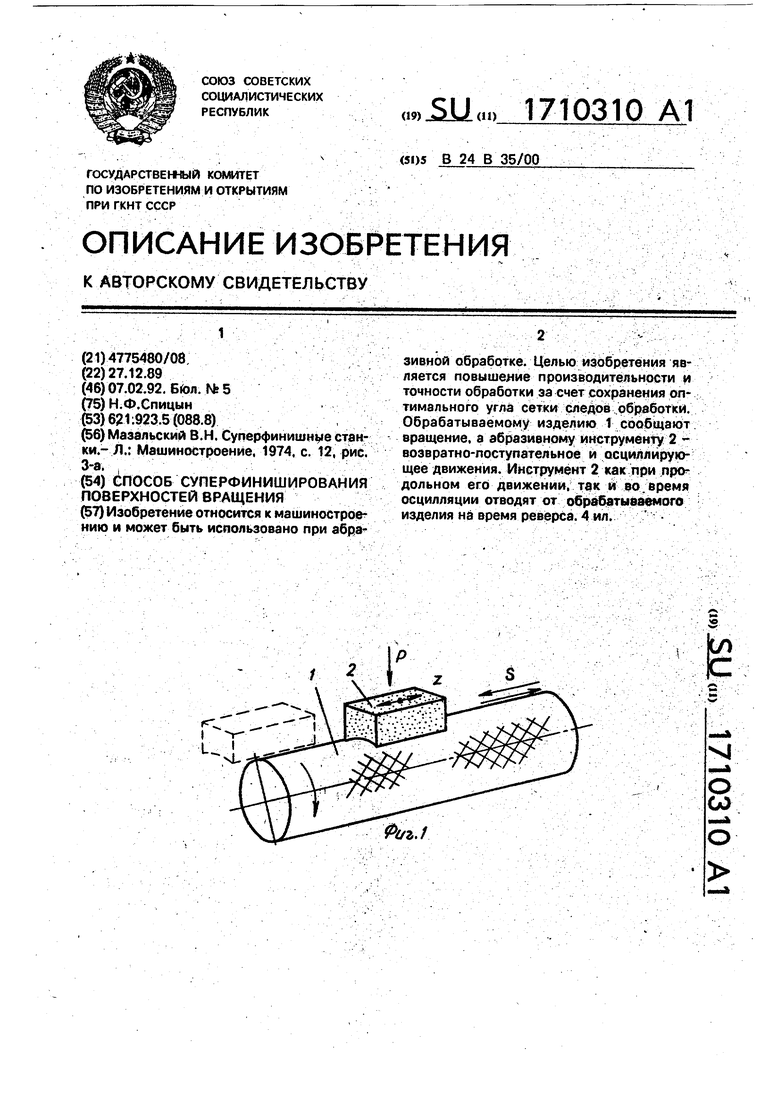
V5
с/
Й/г.2
ха
ФигЛ
