JO 29
7 в 1
,-8
О
СА Ji
Изобретение относится к строительной индустрии и предназначено для изготовления различных бетонных, железобетонных, в том числе и с теплоизоляционным слоем, панелей, плит, перегородок, колонн и прочих конструкций, из которых могут быть смонтированы без сварки, способом заклинивания, разнообразные жилые дома, здания соцкультбыта, торговли и другого назначения.
Известна металлическая бортовая оснастка многократного пользования, применяющаяся на домостроительных комбинатах, ограничена Ё изготовлении разнотипных изделий самой формой, которую она образует вместе с поддоном. Поэтому для изготовления полной номенклатуры изделий для жилого дома определенной серии требуется большое количество металлических форм, что является большим недостатком.
Цель изобретения - повышение производительности при формовании изделий, монтируемых методом заклинивания.
Указанная цель достигается тем, что поддон выполнен из съемных панелей и закреплен на раме, матрица выполнена в виде двухъярусной решетчатой конструкции, на которой посредством обойм закреплена бортоснастка, выполненная из сменных шаблонов, причем сборки бортоснастки, выставленной из шаблонов с обоймами, устройство снабжено автоматическими кондукторами, имеющими возможность перемещения в продольном и поперечном направлениях.
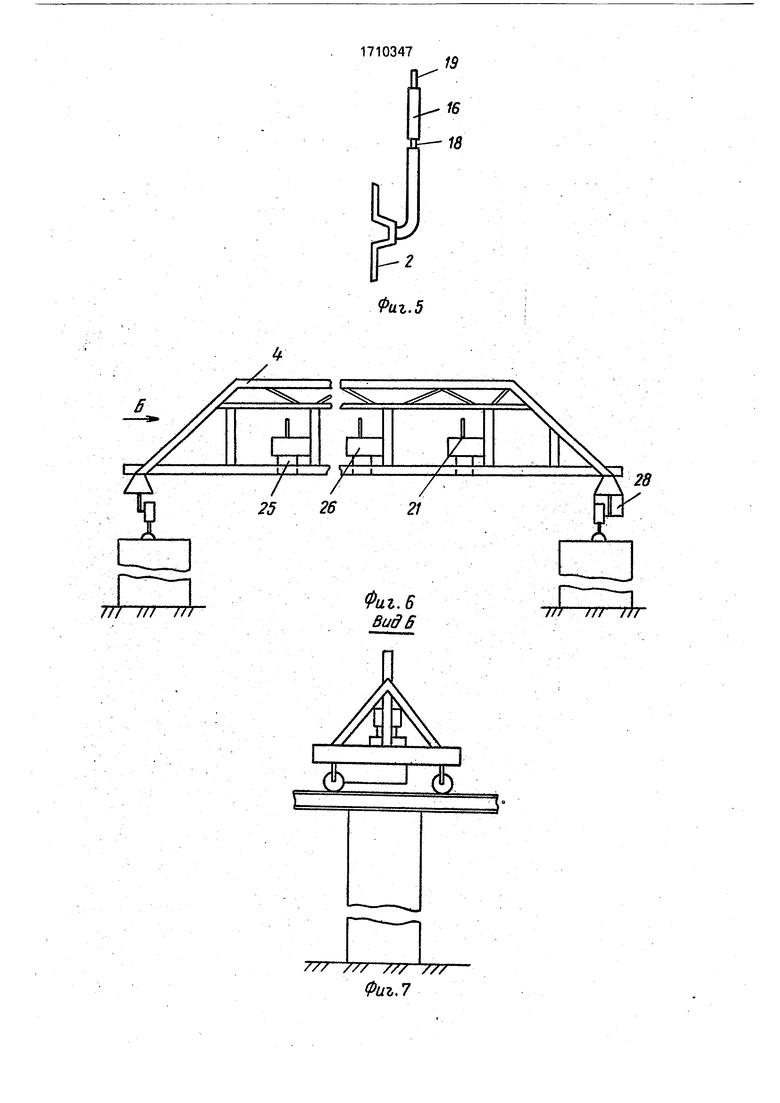
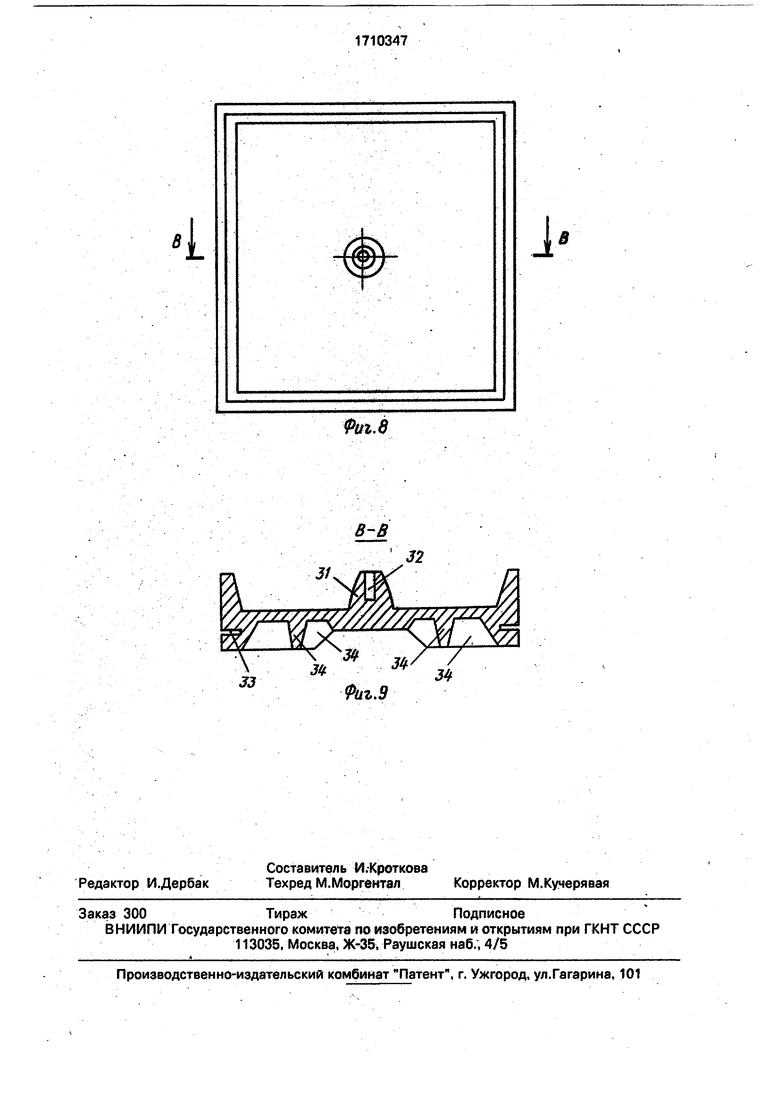
На фиг. 1 изображено устройство без автоматических кондукторов, общий вид: на фиг. 2 - матрица, вид сверху; на фиг. 3 обойма, продольный разрез: на фиг. 4 - разрез А-А на фиг. 3 (верхние заделки обоймы): на фиг. 5 - типовой шаблон: на фиг. 6 автоматический кондуктор, общий вид: на фиг. 7 - вид Б на фиг. 6: на фиг, 8 - панель, вариант: на фиг, 9 - сечение В-В на фиг. 8.
Устройство содержит матрицу 1. бортоснастку из сменных шаблонов 2, набор одинаковых обойм 3, два автоматических кондуктора 4, набор сменных поддонов из съёмных панелей 5.
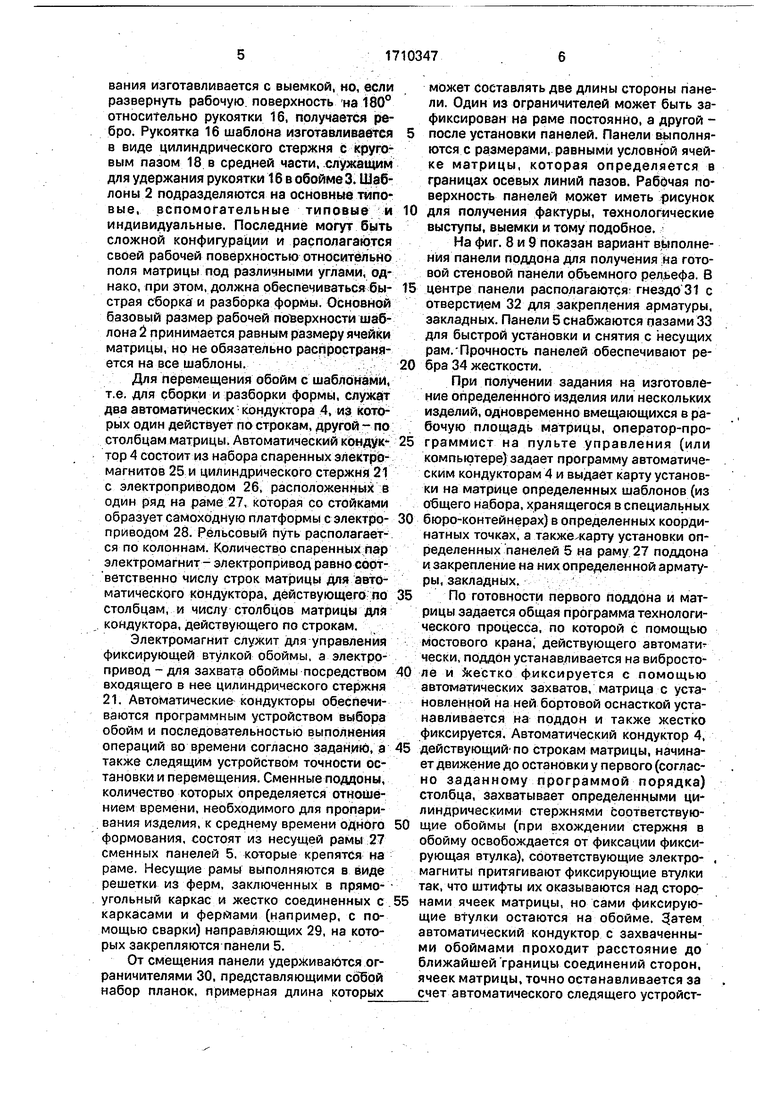
, Матрица может быть выполнена в виде дв ъярусной решетчатой конструкции, собранной из одинаковых прямоугольных пустотных ячеек 6, соединенных между собой с помощью стоек 7 по средним точкам каждой стороны так, что между сторонами ячеек каждрй плоскости образуются пазы, равные ширине стоек 7, а величина расстояния между верхней и нижней решетками матрицы 1 может быть выбрана равной ширине стороны ячейки. Сама ячейка может быть
изготовлена из профиля типа угольник, а стойка - из профиля типа.швеллер. По длинным сторонам матрицы 1 расположены опоры 8, которые могут быть выполнены в виде
ферм. Опорами 8 матрица 1 устанавливается на самоходное шасси. Все продольные пазы 9 матрицы 1 есть строки матрицы. Все поперечные пазы 10 матрицы есть столбцы матрицы. Осевые линии пазов матрицы, пересекаясь, образуют координатные точки матрицы, по которым задается, обсчитывается и выполняется программа набора той или иной оснастки. Координатные точки матрицы определяют основное положение
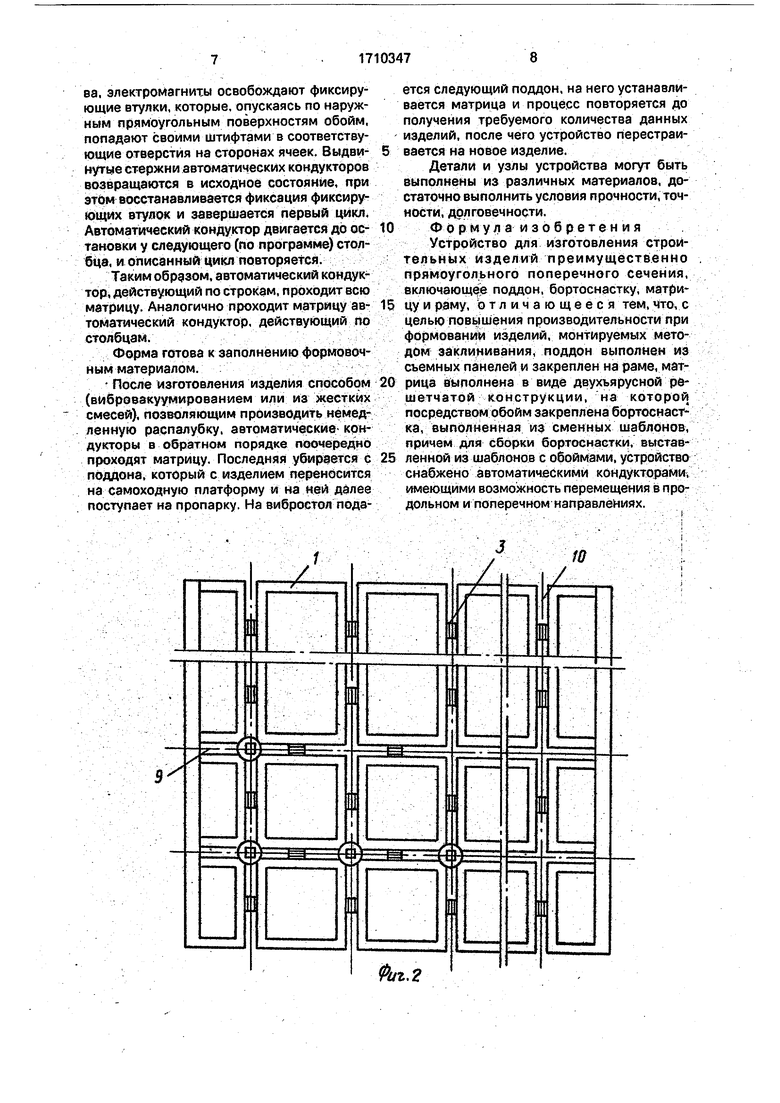
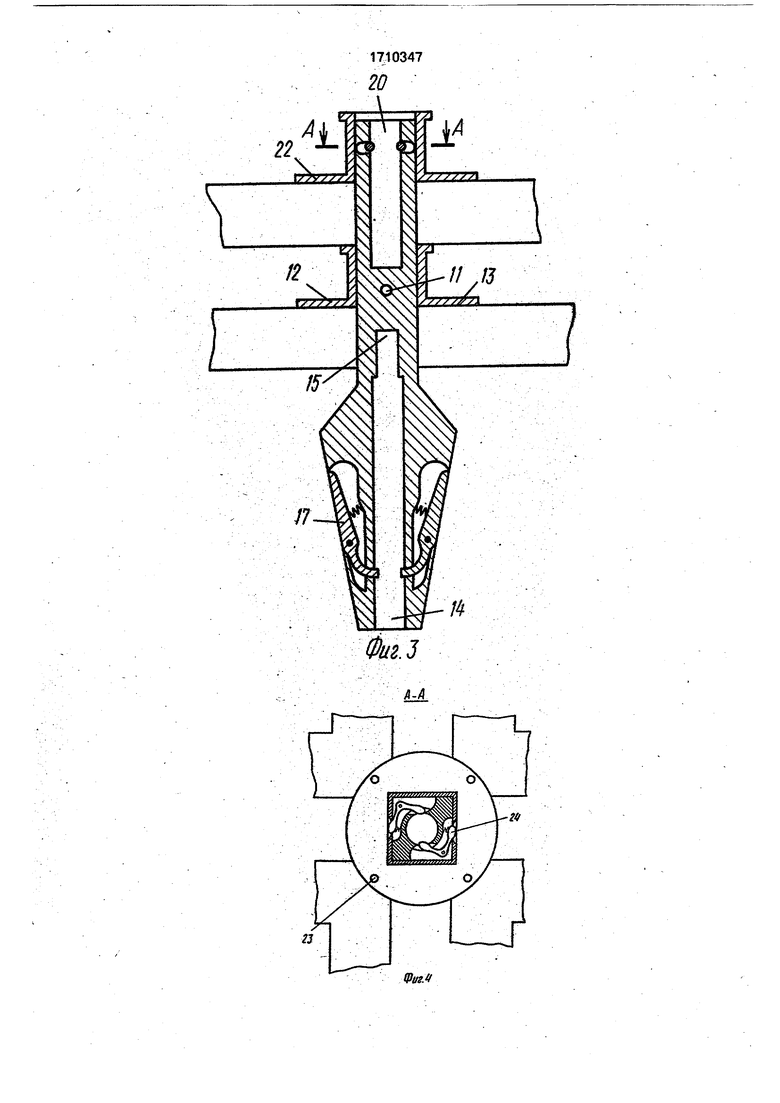
5 обойм 3. Обойма 3 .с помощью болта 11 и удерживающей втулки 12, в основании которой запрессованы посредством стакана шарики 13, уменьшающие трение при перемещении, закрепляется на матрице
0 так, что удерживающая втулка 12 расположена между верхней и нижней решетками матрицы 1, а шарики 13 опираются на стороны ячеек нижней решетки. Удерживающая втулка 12 разрешает движение обоймы
5 3 только в одной плоскости. В нижней части обоймы 3 имеется цилиндрическое отвер стие 14, оканчивающееся многогранником 15, в котором закрепляется рукоятка 16 шаблона 2 и фиксатор - защелка 17 для
0 удержания, за счет кругового паза 18, рукоятки 16, также оканчивающейся многогранником 19, что исключает проворачивавшие рукоятки 16 в обойме 3.
Отверстие 20 в верхней части Обоймы 3
5 предназначено для захвата цилиндрическим стержнем 21 автоматического кондуктора 4. Верхняя часть обоймы 3 выполняется в виде четырехгранника с размером, обеспечивающим скользящее движение обоймы в пазах матрицы и исключающим разворот обоймы 3.,Для фиксации положения обоймы 3 на матрице служит фиксирующая втулка 22, в.основании которой запрессованы штифты 23, попадающие в соответствующие отверстия (не показаны) на сторонах решеток матрицы 1. Фиксирующие защелки 24 верхней части обоймы 3 не позволяют смещение фиксирующей втулки 22 по вертикали, что возможно, например, при вибропрессовании, а значит исключается самопроизвольное смещение обоймы 3 б пазу.
В зависимости от задания в те или иные обоймы 3 по полю матрицы вставляются
5 шаблоны 2, рабочие поверхности которых в совокупности образуют заданную к работе форму. Шаблоны 2 состоят из двух частей: рукоятки 16 и рабочей поверхности. Рабочая поверхность шаблона для обеспечения сборки будущих изделий методом заклинивания изготавливается с выемкой, но, если развернуть рабочую, поверхность на 180° относительно рукоятки 16, получается ребро. Рукоятка 16 шаблона изготавливается в виде цилиндрического стержня с круговым лазом 18 в средней части, служа1ЦиМ для удержания рукоятки 1б в обойме 3. Шаблоны 2 подразделяются на основные ivinoвые, вспомогательные типовые и индивидуальные. Последние могут быть сложной конфигурации и располагаются своей рабочей поверхностью относительно поля матрицы под различными углами од нако, при этом, должна обеспечиваться быстрая сборка и разборка формы. Основной базовый размер рабочей поверхности шаблона 1 принимается равным размеру ячейки матрицы, но не обязательно расг1ространяется на все шаблоны.
Для перемещения обойм с шаблонами, т.е. для сборки и разборки формы, служат два автоматических кондуктора 4, из которых один действует по строкам, другой- по столбцам матрицы. Автоматический крндуктор 4 состоит из набора спаренныхзлеКтромагнитов 25 и цилиндрического стержня 21 с электроприводом 26. расположенных s один ряд на раме 27, которая со стойками образует самоходную платформы с электррприводом 28. Рельсовый путь располагается по колоннам. Количество спаренных пар электромагнит- электропривод равносортветственно числу строк матрицы для автоматического кондуктора, действующего по столбцам, и числу столбцов матрицы для кондуктора. Действующего по строкам.
Электромагнит служит для управления фиксирующей втулкой обоймы, а электропривод - для захвата обоймы посредством входящего в нее цилиндрического сте|5жня 21. Автоматические кондукторы обеспечиваются программным устройством выбора обойм и последовательностью выполнения операций во времени согласно заданию, а также следящим устройством точности остановки и перемещения. Сменные поддоны, количество которых определяется отношением времени, необходимого для пропаривания изделия, к среднему времени оДнОго формования, состоят из несущей раМы 27 сменных панелей 5. которые крепятся на раме. Несущие рамы выполняются в виде решетки из ферм, заключенных в прямоугольный каркас и жестко соединенных с каркасами и фермами (например, с помощью сварки) направляющих 29, на которых закрепляются панели 5.
От смещения панели удерживаются ограничителями 30, представляющими собОй набор планок, примерная длина которых
может составлять две длины стороны панели. Один из ограничителей может быть зафиксирован на раме постоянно, а другой после установки панелей. Панели выполняются с размерами, равными условной ячейке матрицы, которая определяется в границах осевых линий пазов. Рабочая поверхность панелей может иметь рисунок для получения фактуры, технолог ические выступы, выемки и тому подобное.
На фиг. 8 и 9 показан вариант выполнения панели прддона для получения ;На готовой стеновой панели объемного рельефа. В центре панели располагаются: гнездо 31 с отверстием 32 для закрепления арматуры, закладных. Панели 5 снабжаются пазами 33 для быстрой установки и снятия с несущих рам.-Прочность панелей обеспечивают ребра 34 жесткости.
При получении задания на изготовление определенного изделия или нескольких изделий, одновременно вмещающихся в рабочую площадь матрицы, оператор-программист на пульте управления (или компьютере) задает программу автоматическим кондукторам 4 и выдает карту установки на матрице определенных шаблонов (из общего набора, хранящегося в специальных бюро-контейнерах) в определенных координатных точках, а такжежарту установки определенных панелей 5 на раму 27 поддона И закрепление на них определенной арматурь1, закладных.
По готовности первого Поддона и матрицы задается общая программа технологического процесса, по которой с помощью Мостового крана, действующего автоматически, поддОн устанавливается на вибростоле и JkeCTKO фиксируется с помощью автоматических захватов, матрица с установленной на ней бортовой оснасткой устанавливается на поддон и также жестко фиксируется. Автоматический кондуктор 4, действующийпо строкам матрицы, начинает движение до остановки у первого (согласно заданному программой порядка) столбца, захватывает определенными цилиндрическими стержнями Ьоответствующие обоймы (при вхождении стержня в обойму освобождается от фиксации фиксирующая втулка), соответствующие электромагниты притягивают фиксирующие втулки так, что штифты их оказываются над сторрнами ячеек матрицы, но сами фиксирующие втулки остаются на обойме. Затем автоматический кондуктор с захваченными обоймами проходит расстояние до ближайшей границы соединений сторон, ячеек матрицы, точно останавливается за счет автоматического следящего устройства. электромагниты освобождают фиксирующие втулки, которые, опускаясь по наружным прямоугольным поверхностям обойм, попадают своими штифтами в соответствующие отверстия на сторонах ячеек. Выдвинутые стержни автоматических кондукторов возвращаются в исходное состояние, при эт&м восстанавливается фиксация фиксиру Ю1ДИХ втулок и завершается первый цикл. Автоматический кондуктор двигается до останоеки у следующего (по программе) столб а, и ог1исанный цикл повторяетой.
Таким образом, автоматический кондуктору действующий по строкам, проходит всю матрицу. Аналогично проходит матрицу автоматический кондуктор, действукэщий по
столбцам.
Форма готова к заполнению формовочным материалом,
После изготовления изделия способом
(вйбррвакуумированием или из )КесткИх смесей), позволяющим производить немедленную распалубку, автоматические кондукторы а обратном порядке поочередно проходят матрицу. Последняя убирается с поддона, который с изделием перендсится на самоходную платформу и на ней далее поступает на пропарку. На вибростол податся следующий поддон, на него устанавливается матрица и процесс повторяется до получения требуемого количества данных изделий, после чего устройство перестраивается на новое изделие.
Детали и узлы устройства могут быть выполнены из различных материалов, достаточно выполнить условия прочности, точности, долговечности, Формул а изобретения
Устгройство для изготовления стройтельных изделий преимущественно прямоугольного поперечного сечения, вкпкмающфпоадон. бортоснастку. матрицу и раму. Ь т л и ч а ю щ е е с я тем, что, с целью повь|шения производительности при формован11и изделий, монтируемых методом заклинивания, поддон выполнен из съемных панелей и закреплен на раме, матрица выполнена в виде двухъярусной реШетчатой конструкции, на которой посредством обойм закреплена бЬртоснастка, выпЬ/ 14енная из сменных шаблонов, причем 7у1Я сборки бортоснаетки, выставленной из шаблонов с обоймами, устройство снабжено автоматическими кондукторами, имеющими возможность перемещения в продольном и поперечном направлениях.
г.г
1710347
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ И ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2017609C1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 1995 |
|
RU2083362C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2006 |
|
RU2294279C1 |
| Способ изготовления стеновых панелей | 1985 |
|
SU1335474A1 |
| Форма для изготовления изделий из бетонных смесей | 1982 |
|
SU1066815A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ ТИПА ПАНЕЛЕЙ И ПЛИТ | 1964 |
|
SU224029A1 |
| Установка для изготовления железобетонных изделий | 1985 |
|
SU1369897A1 |
| КОНТАКТНАЯ КООРДИНАТНАЯ ЭЛЕКТРИЧЕСКАЯ МАТРИЦА | 1992 |
|
RU2037266C1 |
| Форма для изготовления железобетонных изделий | 1978 |
|
SU727444A1 |
Изобретение относится к строительству и может быть использовано для изготовления строительных изделий, преимущественно прямоугольного поперечного сечения. Целью изобретения является повышение производительности при формовании изделий, монтируемых методом заклинивания. Для этого устройство имеет матрицу 1, выполненную в виде двухъярусной решетчатой конструкции из ячеек 6, бортооснастку из сменных Ц1аблонов, набор одинаковых обойм 3. два автоматических кондуктора и набор сменных поддонов из съемных панелей 5. 9 ил..
. I / I/ S/i I/ ,/25 26 n/ ff/ ///
/ /// /X/ /// Фиг. 6 Видб
s
Фиг, 7 // Tjr /7/
в
i
в
. - «
.9
te.
| Способ изготовления бетонных и железобетонных изделий | 1972 |
|
SU465331A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
