Известны установки для непрерывного изготовления железобетонных изделий типа панелей и плит, преимущественно методом вибропроката, включающие формующую ленту со съемной бортоснасткой, устройство для выдачи и правки продольной арматуры, уплотняющее устройство, термокамеру ускоренного твердения и устройство для резки арматуры.
В этих установках изготовление арматурных каркасов, укладка их в формы, напряженное армирование и резка арматуры осуществляются независимо друг от друга, что не дает возможности изготовлять пространственные армированные изделия.
Предлагаемая установка отличается тем, что, с целью обеспечения возможности изготовления на ней пространственно-армированных изделий, перед натяжной станцией формующей ленты смонтировано кинематически связанное со станцией устройство для образования сетки арматуры нижнего ряда и фиксации ее к продольной арматуре, а на участке между натяжной станцией и формующим устройством смонтированы устройства для образования сетки арматуры верхнего ряда и объединения обеих сеток между собой.
С целью обеспечения возможности закрепления концов арматуры съемная бортоснастка выполнена с приспособлениями для зажима концов продольной арматуры обеих сеток.
Устройство для образования сетки арматуры нижнего ряда и фиксации ее к продольной арматуре выполнено в виде ступенчатого бункера с электромагнитным питателем, затвором и двумя подпружиненными отсекателями.
Устройство для объединения сеток обоих рядов снабжено расходным магазином с вибрационным питателем для скоб, реечно-шестереночным исполнительным механизмом с несколькими рычажно-клещевыми рабочими органами для вязки, имеющими посаженные на горизонтальную ось серповидные рычаги с независимым приводом и вертикальные матрицы, одна из которых смонтирована с возможностью горизонтального перемещения, и двуплечий рычаг, свободный конец которого соединен с реечно-шестереночным исполнительным механизмом.
С целью изготовления предварительно напряженных изделий устройство для образования сетки арматуры верхнего ряда выполнено с подвижными электроконтактами и датчиками, взаимодействующими с торцом нагреваемого арматурного стержня.
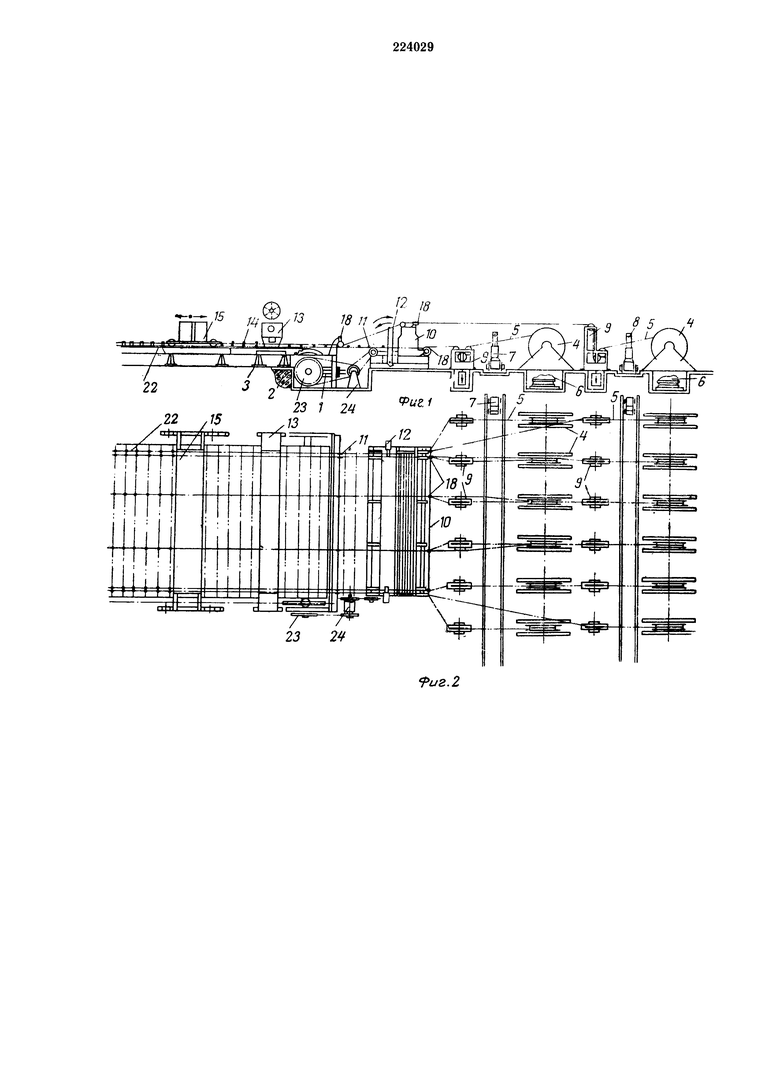
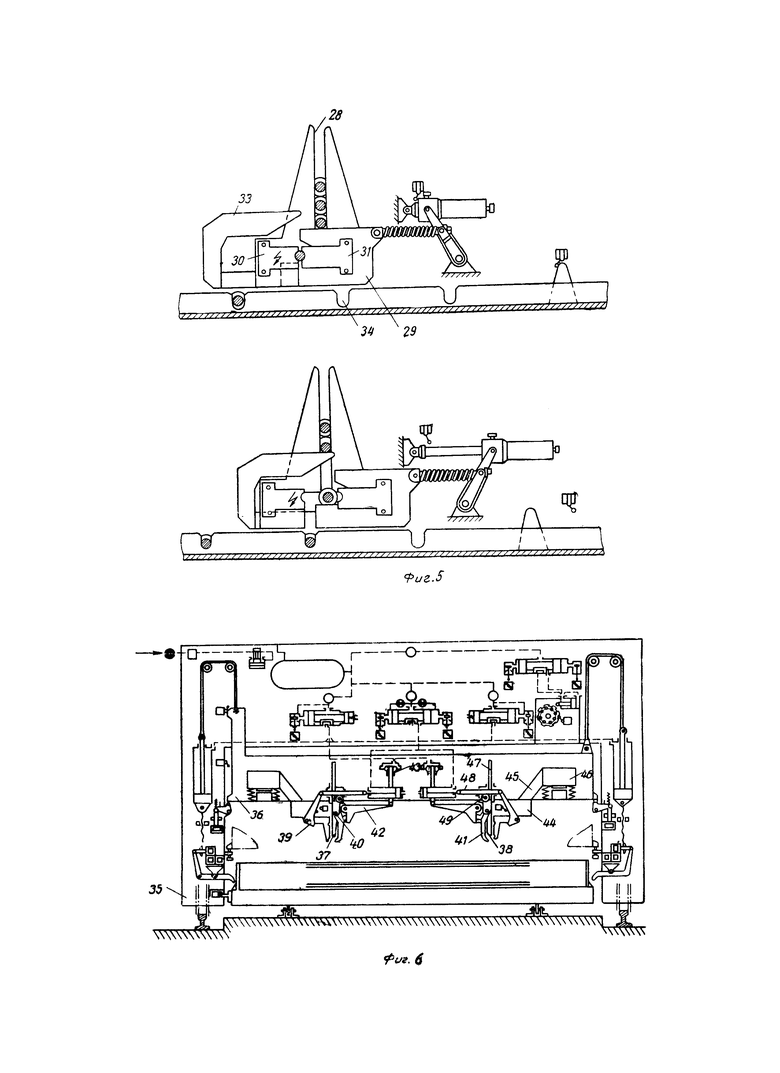
На фиг. 1 и 1а изображен вид установки сбоку; на фиг. 2 и 2а - вид в плане; на фиг. 3 - механизм автоматической раскладки стальных стержней поперечной арматуры нижнего пояса, вид сбоку в разрезе; на фиг 4 - механизм раскладки поперечных арматурных стержней верхнего пояса, вид в плане; на фиг. 5 - схема действия трехсувального затвора механизма раскладки поперечных арматурных стержней верхнего пояса: а) с зажатым между электрическими контактами арматурным стержнем, б) с провалившимся на бортоснастку нагретым стержнем; на фиг. 6 схематически изображен механизм перевязки арматуры с условно показанными на нем пневмотрубопроводами и электрическими приборами автоматического управления.
Часть установки монтируется впереди стана, т.е. вправо от натяжной станции 1 (см. фиг. 1, 2), другая часть крепится непосредственно на фундамент 2 стана, имеющего непрерывно-движущуюся цепочку форм, образованных сменной бортоснасткой 3.
Установка включает бухтодержатели 4 верхнего пояса арматурных проволок 5 с тормозными устройствами 6, подвижные на колесах сварочные агрегаты 7 с откидной головкой 8 для сварки концов проволок 5, грузовые уравнители 9 натяжения верхнего пояса арматурных проволок, далее все те же агрегаты для нижнего пояса арматуры; механизм 10 автоматической раскладки поперечных арматурных стержней 11 на натянутых арматурных проволоках 5 с фиксирующими их двумя сварочными агрегатами 12, механизм 13 раскладки поперечных арматурных стержней на натянутые проволоки верхнего пояса продольной арматуры и нагрева их, механизм 15 перевязки арматуры верхнего 14 и нижнего 11 поясов, механизм 16 резки продольной проволоки 5 верхнего пояса и механизм 17 резки проволок продольной арматуры нижнего пояса.
Проволоки верхнего и нижнего поясов продольной арматуры фиксированы в плане и по высоте направляющими 18.
Механизмы 16 и 17 резки проволоки 5 установлены в промежутке между приемным 20 и обгонным 21 рольгангами. Механизм 10 автоматической раскладки стальных стержней 11 и сварочный агрегат 12 кинематически связаны с пластинчатой лентой 22 и приводятся в действие от вала 23 натяжной станции 1 через промежуточные трансмиссии.
Механизм автоматической раскладки стержней включает трехступенчатый бункер 24 с электромагнитным питателем 25, затвором 26 и подпружиненными отсекателями 27.
Механизм раскладки поперечных стержней представляет собой вертикальный щелевой бункер 28, в нижней части торцов которого установлены два трехсувальных затвора 29 с раздвижными электрическими контактами 30 и 31.
Перед началом работы над щелью бункера 28 устанавливают с возможностью вращения заполненную арматурными стержнями 14 бобину 32. Ось бобины совпадает с осью щелевого бункера, что позволяет заполняющим ее нижний вертикальный отсек арматурным стержням свободно проваливаться в щель бункера. Стержни, заполнившие щель бункера, удерживаются сувалиной 33, препятствующей произвольному попаданию их на форму-поддон 22. И только после нагрева стержни проваливаются в гнезда 34 бортоснастки.
Механизм перевязки арматуры смонтирован на тележке 35. Рабочие органы по количеству продольных арматурных проволок или стержней укреплены на вертикально подвижной раме 36. Каждый рабочий орган образован двумя вертикальными матрицами, одна из которых (37) неподвижная (левая на фиг. 6), а другая (38) горизонтально-подвижная и поджата тыльной стороной к двуплечему рычагу 39. На горизонтальную ось 40 посажен с возможностью свободного поворота серповидный рычаг 41, в тыльную часть которого уперт двуплечий рычаг 42. Свободный конец последнего шарнирно скреплен со штоком пневмокамеры 43, соединенной воздухопроводом с распределительным пневмозолотником.
Над матрицей 38 помещены расходный механизм 44, желоб 45 и вибробункер 46, заполняемые проволочными скобами-заготовками.
Для выдачи скоб-заготовок из расходного магазина 44 и зажатия их между матрицами в рабочем положении служат вертикальная 47 и горизонтальная 48 зубчатые рейки, входящие в зацепление с сателлитной шестерней 49.
Механизмом 15 перевязки арматуры управляет программный механизм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАМЕНЫ КАМЕННОГО СТОЛБА ЗДАНИЯ | 2015 |
|
RU2606478C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ СЕТОК | 2003 |
|
RU2251475C1 |
| Устройство для формования армоцементных плит | 1960 |
|
SU146220A1 |
| УСТРОЙСТВО ДЛЯ ЗАМЕНЫ КАМЕННОГО СТОЛБА ЗДАНИЯ | 2015 |
|
RU2607124C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| Способ изготовления пространственного арматурного каркаса и устройство для его осуществления | 1979 |
|
SU783445A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ для СВАРКИ ПЛ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU337208A1 |
| СПОСОБ ВЯЗКИ АРМАТУРНЫХ СЕТОК И КАРКАСОВ И УСТРОЙСТВО ДЛЯ ВЯЗКИ АРМАТУРНЫХ СЕТОК И КАРКАСОВ | 1996 |
|
RU2111323C1 |
| СПОСОБ И УСТРОЙСТВО БЕЗОПАЛУБОЧНОГО ФОРМОВАНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2563000C2 |


1. Установка для непрерывного изготовления железобетонных изделий типа панелей и плит, преимущественно методом вибропроката, включающая формующую ленту со съемной бортоснасткой, устройство для выдачи и правки продольной арматуры, уплотняющее устройство, термокамеру ускоренного твердения и устройство для резки арматуры, отличающаяся тем, что, с целью обеспечения возможности изготовления на установке пространственно-армированных изделий, перед натяжной станцией формующей ленты смонтировано кинематически связанное со станцией устройство для образования сетки арматуры нижнего ряда и фиксации ее к продольной арматуре, а на участке между натяжной станцией и формующим устройством смонтированы устройства для образования сетки арматуры верхнего ряда и объединения обеих сеток между собой.
2. Установка по п. 1, отличающаяся тем, что, с целью обеспечения возможности закрепления концов арматуры, съемная бортоснастка выполнена с приспособлениями для зажима концов продольной арматуры обеих сеток.
3. Установка по п. 1, отличающаяся тем, что устройство для образования сетки арматуры нижнего ряда и фиксации ее к продольной арматуре выполнено в виде ступенчатого бункера с электромагнитным питателем, затвором и двумя подпружиненными отсекателями.
4. Установка по п. 1, отличающаяся тем, что устройство для объединения сеток обоих рядов между собой выполнено с расходным магазином, имеющим вибрационный питатель для скоб, реечно-шестереночным исполнительным механизмом с несколькими рабочими органами для вязки рычажно-клещевого типа, имеющими посаженные на горизонтальную ось серповидные рычаги с независимым приводом, вертикальные матрицы, одна из которых смонтирована с возможностью горизонтального перемещения, и двуплечий рычаг, свободный конец которого соединен с реечно-шестереночным исполнительным механизмом.
5. Установка по п. 1, отличающаяся тем, что, с целью изготовления предварительно напряженных изделий, устройство для образования сетки арматуры верхнего ряда выполнено с подвижными электроконтактами и датчиком, взаимодействующим с торцом нагреваемого арматурного стержня.
