(54) ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ
ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формования изделий из строительных смесей | 1985 |
|
SU1281423A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 2004 |
|
RU2274545C1 |
| Форма для изготовления изделий из бетонных смесей | 1987 |
|
SU1489992A1 |
| Форма для изготовления изделий из бетонных смесей | 1990 |
|
SU1819217A3 |
| Установка для изготовления железобетонных изделий | 1991 |
|
SU1791132A1 |
| Установка для изготовления железобетонных изделий с пустотами | 1979 |
|
SU863360A1 |
| Форма для изготовления изделий из бетонной смеси | 1989 |
|
SU1653972A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЖЕСТКИХ БЕТОННЫХ СМЕСЕЙ | 1992 |
|
RU2090360C1 |
| Установка для изготовления железобетонных изделий | 1985 |
|
SU1369897A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КРИВОЛИНЕЙНЫХ ИЗДЕЛИЙ | 2003 |
|
RU2269412C2 |
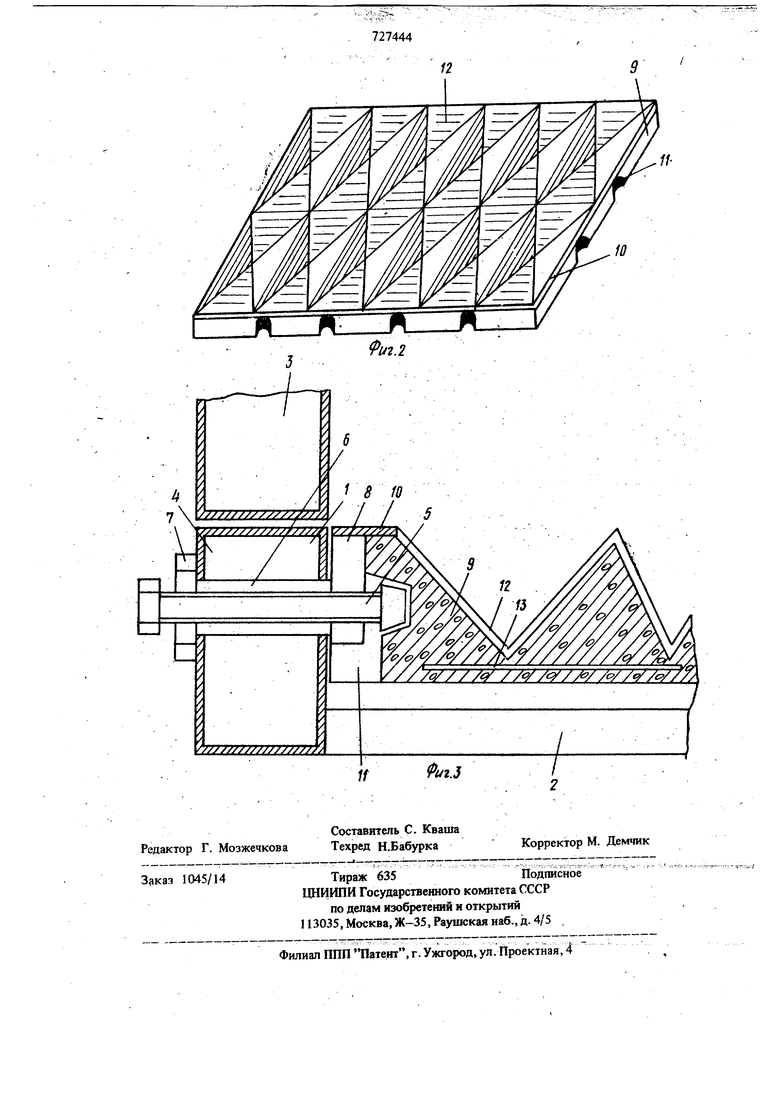
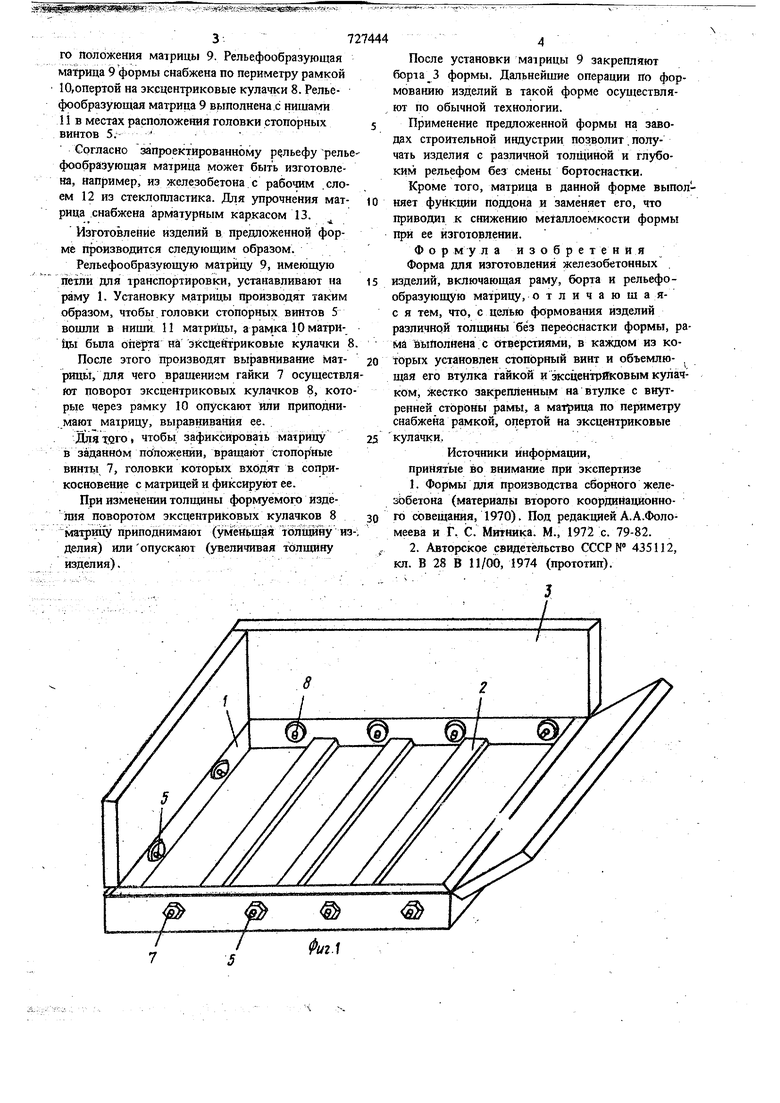
Изобретение относится к строительству и может быть использовано на заводах крупнопанельного домостроения для отделки железо бетонных изделий. Известна форма для изготовления железобетонных изделий, включающая борта и поддон, рабочая поверхность которого выполнена с полимерным слоем 1. 11звестная форма не позволяет формовать изделия с рельефной поверхностью и с различ ной тоЛШиной без смены бортоснастки. Известна также форма для изготовления железобетонных изделий, включающая раму под дона, борта и рельефообразующую матрицу 2 Недостатком такой формы является невозмбж ность формования изделий различной толщинЫ| так как это требует изменения бортоснастки по высоте. Целью изобретения является обеспечение фор мования изделий различной толщины без переоснастки формы. Достигается поставленная цель тем, что в форме для изготовления железобетонных изгрлий, включающей раму, борта и рельефообра зующую ма1рицу, рама выполнена с отверстиями, в каждом из которых установлен стопорный винт и объемлющая его втулка, гайкой и эксцентриковым кулачком, жестко закрепленным на втулке с внутренней стороны рамы, а рельефообразующая матрица по периметру снабжена рамкой, опертой на эксцентриковые кулачки. На фиг. 1 изображена рама и бортоснастка; на фиг. 2 - рельефообразующая матрица; на фиг. 3 - узел фиксации и регулирования матрицы по высоте. Форма для изготовления железобетонных изделий содержит раму 1. Рама Представляет собой жесткую конструкцию со стержневыми связями 2. С внещней стороны на раму 1, навещиваются борта 3 формы. Боковые поверхности рамы выполнены с отверстиями 4, в каждом из которых установлен стопорный винт 5 и объемлющая . ЕГО втулка 6. Втулка 6 снабжена гайкой 7 и эксцентриковым кулачком 8, жестко закрепленным на .втулке с внутренней стороны рамы 1. Гайка 7 отградуирована для обеспечения точно3го положения матрицы 9. Рельефообразующая матрица 9 формы снабжена по периметру рамкой 10,опертой на эксцентриковые кулачки 8. Рельефообразующая матрица 9 выполнена с нишами 11 в местах расположения головки стопорных винтов 5. . Согласно запроектированному рельефу рель фообразующая матрица может быть изготовлена, например, из железобетона с рабочим .слоем 12 из стеклопластика. Для упрочнения матрица снабжена арматурным каркасом 13. Изготовление изделий в предложенной форме производится следующим образом. Рельефообразующую матрицу 9, имеющую петли для транспортировки, устанавливают на раму 1. Установку матрицы производят таким образом, чтобы головки стопорных винтов 5 вошли в ниши 11 матрицы, а рамкаЮ матри{ц 1 бьша Опёрта на эксцейггриковые кулачки После этого производят выравнивание матрицы, для чего вращением гайки 7 осуществл ют поворот эксцентриковых кулачков В, кото pbie через рамку 10 опускают или приподни. мают матрицу, выравнивания ее. Длятсго чтобы зафиксировать матрицу в заданном положении, вращают стопорные винты 7, головки которых входят в соприкосновение с матрицей и фиксируют ее. При изменении толщины формуемого изделия поворотом эксцентриковых кулачков 8 матрицу приподнимают (уменьшая тбладану из делия) или опускают (увеличивая толщину изделия). После установки матрицы 9 закрепляют борта З формы. Дальнейшие операции по формованию изделий в такой форме осуществляют по обычной технологии. Применение предложенной формы на заводах строительной индустрии позволит получать изделия с различной толгЦиной и глубоким рельефом без смены бортоснастки. Кроме того, матрица в данной форме выполняет функции поддона и заменяет его, что приводит к снижению металлоемкости формы при ее изготовлении. Фор м у л а изобретения Форма для изготовления железобетонных изделий, включающая раму, борта и рельефообразующую матрицу, о т л и ч а ю щ а яс я тем, что, с целью формования изделий различной толщины без переоснастки формы, рама выполнена с отверстиями, в каждом из которых установлен стопорный винт и объемлющая его втулка гайкой и эксцентриковым кулачком, жестко закреШ1енным на втулке с внутренней стороны рамы, а ма-фица по периметру снабжена рамкой, опертой на эксцентриковые кулачки, Источники информации, принятые во внимание при экспертизе 1.Формы для производства сборного железЬбетона (материал. второго координационного совещания, 1970). Под редакцией А.А.Фоломеева и Г. С. Митника. М., 1972 с. 79-82. 2.Авторское свидетельство CCCPN 435112, кл. В 28 В И/об, 1974 (прототип).
