Изобретение относится к укладке штучных цилиндрических изделий в тару, в частности может быть использовано для укладки паковок - гильз, поступающих с пневмопрядильных машин.
Наиболее близким к изобретению является устройство для упаковки штучных изделий (цилиндрических) в ячейковую тару, содержащее загрузочный бункер, на выходе которого расположен блок транспортирующих каналов в виде жестко связанных и установленных с наклоном на раме направляющих трубок, и площадку для тары.
Недостатком данного устройства является невозможность укладки изделий, длина которых превышает диаметр.
Цель изобретения - расширение технологических возможностей за счет обеспечения возможности укладки изделий с различным отношением длин к их диаметрам.
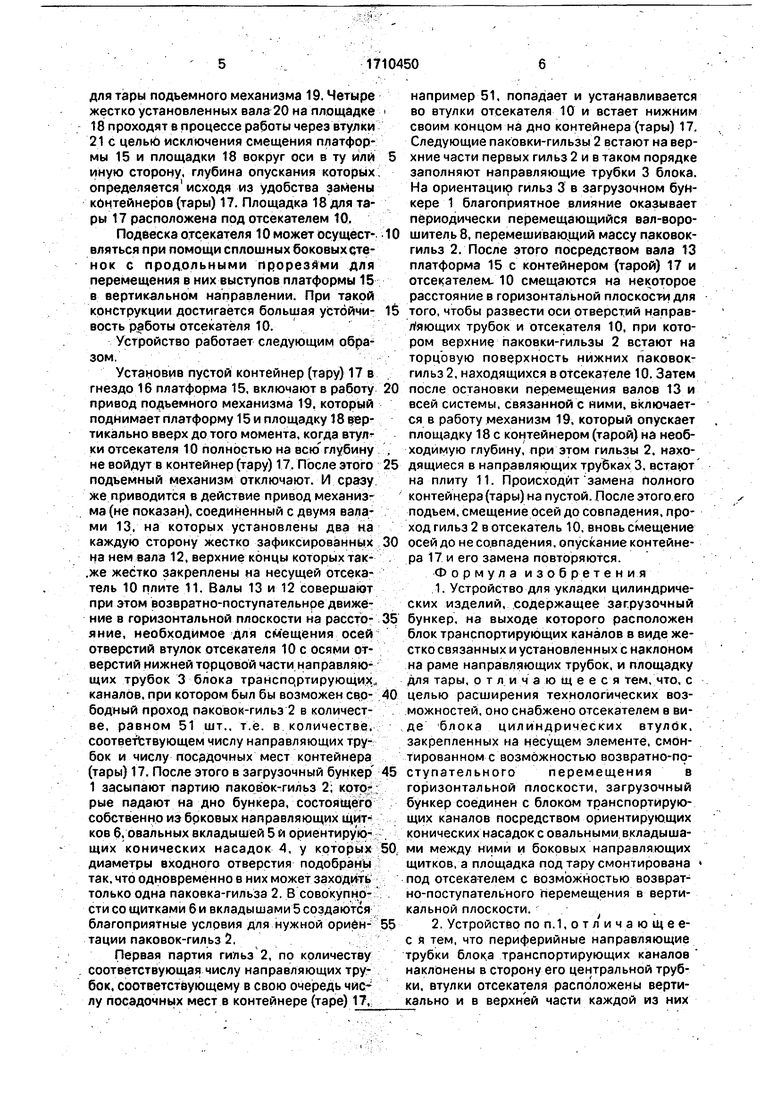
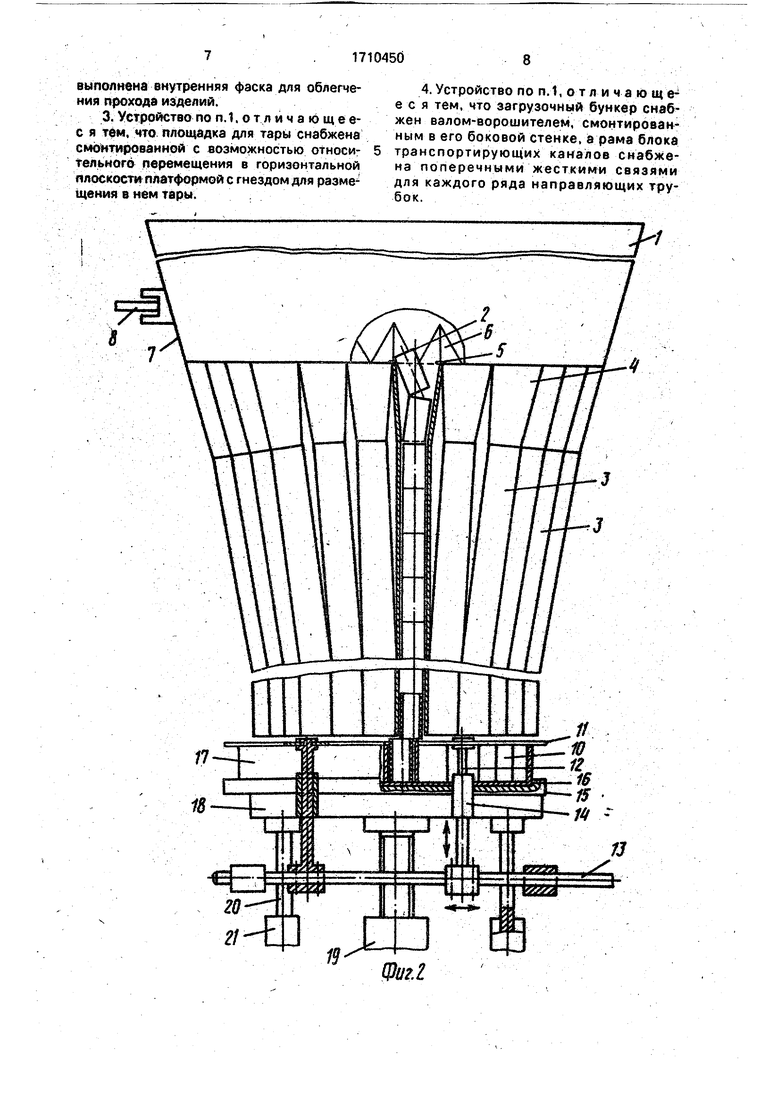
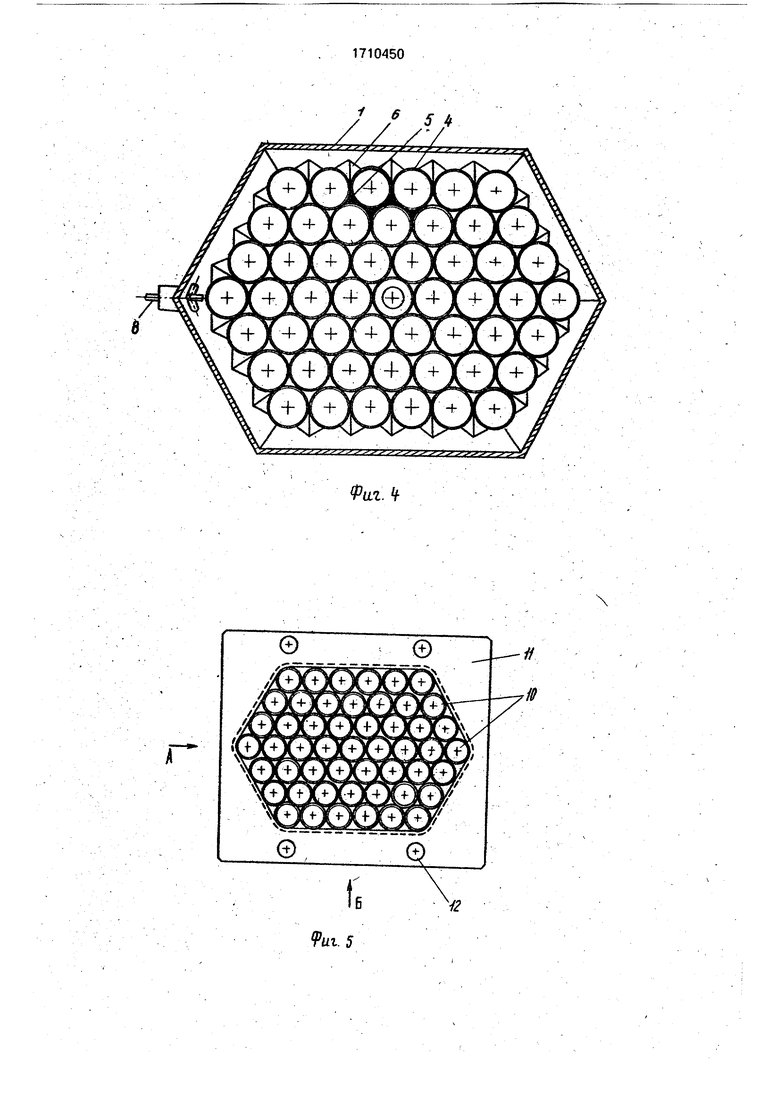
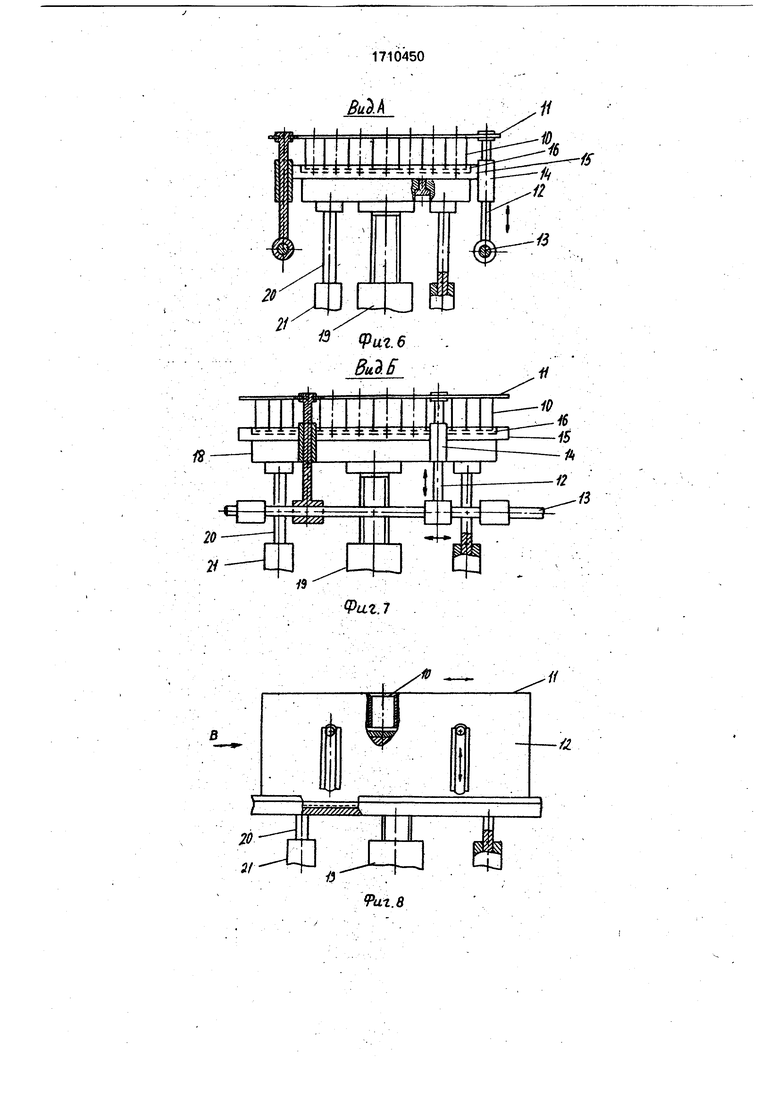
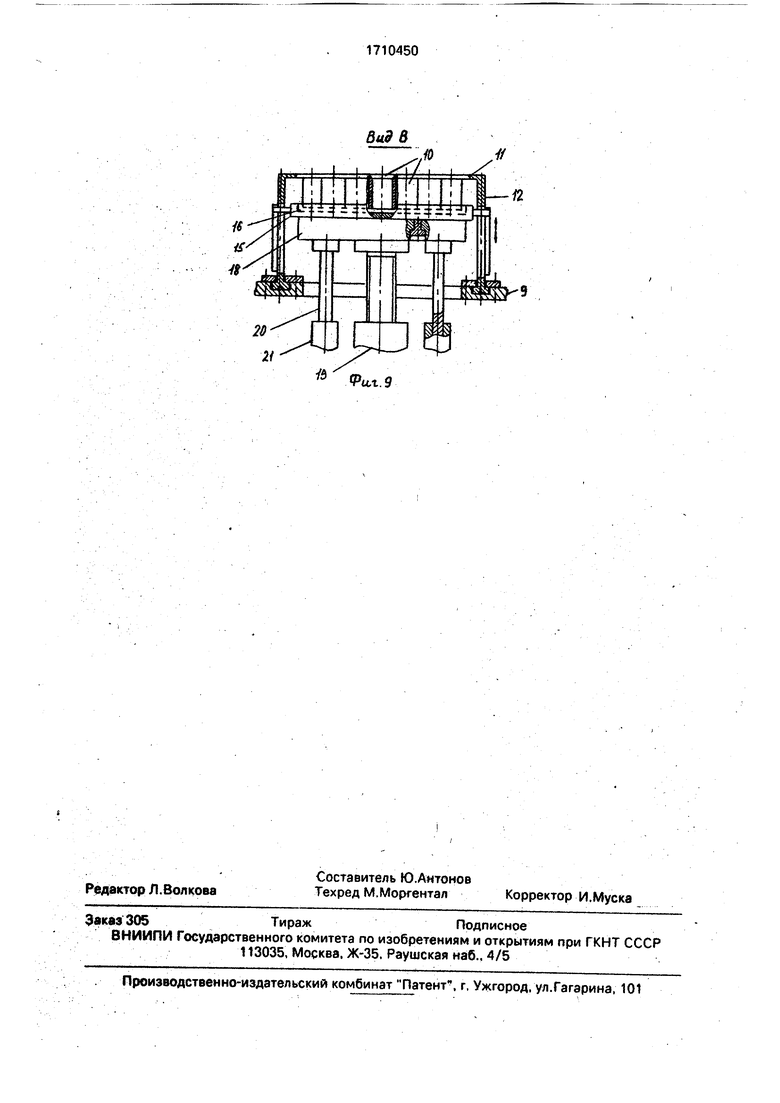
На фиг.1 показано предлагаемое устройство в момент заполнения отсекателя изделиями (паковками-гильзами); на фиг.2 то же, в момент смещения отсекателя; на фиг.З - то же, в момент замены тары (контеб нера); на фиг.4 - загрузочный бункер, вид сверху; на фиг.5 - отсекатель. вид сверху; на фиг.6 - вид А на фиг.5; на фиг.7 - вид Б на фиг,5; на фиг.в - вариант выполнения подвески отсекателя; на фиг.9 - вид 8 на фиг.8.
Устройство для укладки цилиндричег ских изделий содержит загрузочный бункер 1, предназначенный для приема партий изделий (паковок-гильз) 2, на выходе которого расположен блок транспортирующих каналов в виде жестко связанных и установленных с наклоном направляющих трубок 3. Бункер 1 сопряжен с блоком транспортирующих каналов посредством ориентирующих конических насадок 4 с овальными вкладышами 5 между ними и боковых направляющих щитков 6. Ориентирующие конические насадки 4 предназначены для окончательной ориентации паковок-гильз 2. Параметры конусов насадок 4 подобраны так, чтобы в момент прохода паковки-гильзы 2 в конус, на нее оказывалось бы минимальное задерживающее усилие со стороны других паковок-гильз 2 (диаметр входного отверстия насадки 4 меньше длины гильзы 2). В боковой стенке 7 загрузочного бункера 1 может быть смонтирован вал-ворошитель 8, предназначенный для периодического перемещения массы паковок-гильз 2 в загрузочном бункере и улучшения условий попвд ния их в конические насадки 4. Напрваляющие трубки 3 блока транспортирующих каналов установлены рядами вертикально с незначительным наклоном периферийных в сторону центральной. Количество трубок 3 в ряду уменьшается в зависимости от удаленности от центрального прямо пропорционально. Трубки 3 имеют гладкую внутреннюю полость для обеспечения скользящего контакта с проходящими паковками-гильзами 2 более чем в двух точках. Направляющая трубки 3 блока транспортирующих каналов установлена в раме (не показана), жестко связанной с основанием 9 и снабженной для каждого ряда трубок 3 блока поперечными жесткими связями (не показаны). Количество направляющих трубок 3 блока транспортирующих каналов может быть равно, например, 51 шт. (выбрано для удобства обслуживания машин), а наиболее продолжительный центральный ряд содержит девять штук трубок 3. Направляющие трубки блока предназначены для обеспечения непрерывной работы по заполнению тары паковками-гильзами 2. Отсекатель 10 е виде блока цилиндрических вертикальных втулок предназначен для прохода партии, например, из 51 паковки-гильзы 2 в один раз с последующим их задержанием на нужное время в направляющих трубках 3. В горизонтальном сечении отсекатель 10 соответствует форме и площади горизонтального сечения нижней части блока транспортирующих каналов и двум контейнерам. Отсекатель 10 жестко прикреплен к несущему элементу (плите) 11, установленному с возможностью совершения возвратно-поступательного движения в горизонтальной плоскости с целью порционного прохода паковок-гильз 2 во втулки отсекателя 10, количество которых также равно 51 шт., т.е. соответствует количеству направляющих трубок 3, в свою очередь соответствующих числу посадочных мест в контейнере. Плита 11 выполнена Г-образной формы. Для облегчения прохода паковок-гильз 2 во втулки отсекателя 10 в их верхних частях с внутренней стороны выполнены фаски. Плита 11 расположена на определенном расстоянии от торцов напр вляющих т)убок 3 в подвешенном состоянии посредством четырех валов 12, нижние концы которых также жестко зафиксированы на двух валах 13, совершающих возвратно-поступательное движение в горизонтальной плоскости под воздействием исполнительного механизма (не показан). По валам 12 совершают возвратно-поступательное движение в вертикальной плоскости в рабочем состоянии четыре втулки 14, жестко соединенные с платформой 15, имеющей гнездо 16 под контейнер (тару) 17. Платформа 15 расположена на площадке 18
для тары подъемного механизма 19. Четыре жестко установленных вала20 на площадке 18 проходят в процессе работы через втулки 21с целый исключения смещения платформы 15 и площадки 18 вокруг оси в ту или иную сторону, глубина опускания которых определяется исходя из удобства замены контейнеров (тары) 17. Площадка 18 для тары 17 расположена под отсекателем 10.
Подвеска отсекателя 10 может осуществляться при помощи сплошных боковыхстенок с прод.ольными прорезйми Для перемещения в них выступов платформы 15 в вертикальном направлении. При такой конструкции достигается большая устойчивость работы отсекателя 10.
Устройство работает следующим образом.
Установив пустой контейнер (тару) 17 в гнездо 16 платформа 15, включают в работу привод подъемного механизма 19, который поднимает платформу 15 и площадку 18 вертикально вверх до того момента, когда втулки отсекателя 10 полностью на всюглубину не войдут в контейнер (тару) 17. После этого подъемный механизм отключают. И сразу же приводится в действие привод механизма (не показан), соединенный с двумя валами 13, на которых установлены два на каждую сторону жестко зафиксированных на нем вала 12, верхние концы которых так.же жестко закреплены на несущей отсекатель 10 Г1лите 11. Вилы 13 и 12 совершают при этом возвратно-поступательнре движение в горизонтальной плоскости на расстояние, необходимое для смещения осей отверстий втулок отсекателя 10 с осями отверстий нижней торцовой части направляющих трубок 3 блока транспцртирующих.,. каналов, при котором был бы возможен свободный проход паковок-гильз 2 в количестве, равном 51 шт., т.е. в количестве, соотвей;твующем числу направляющих трубок и числу посадочных мест контейнера (тары) 17. После этого в загрузочный бункер 1 засыпают партию пакрвок-гильз 2; которые падают на дно бункера, состоящего собственно из боковых направляющих щитков 6, овальных вкладышей 5 и ориентирующих конических насадок А, у крторых диаметры входного отверстия подобранЪ так, что одновременно в них может заходить только одна паковка-гильза 2. В совокупности со щитками б и вкладышами 5 создаются благоприятные условия Для нужной ориентации паковок-гильз 2.
Первая партия гипьз 2, по крличеству соответствующая числу направляющих трубок, соответствующему в свою очередь числу посадочнь|х мест в контейнере (таре) 17.
например 51, попадает и устанавливается
во втулки отсекателя 10 и встает нижним своим концом на дно контейнера (тары) 17. Следующие паковки-гильзы 2 встают на верхние части первых гильз 2 и в таком порядке заполняют направляющие трубки 3 блока. На ориентацию гильз 3 в загрузочном бункере 1 благоприятное влияние оказывает периодически перемещающийся вал-воро0 шитель 8, перемешиваю щий массу паковокгильз 2. После этого посредством вала 13 платформа 15 с контейнером (тарой) 17 и отсекателем- 10 смещаются на некоторое расстояние в горизонтальной плоскости для
б того, чтобы развести оси отверстий направлРяющих трубок и отсекателя 10, при котором верхние паковки-гильзы 2 встают на торцовую поверхность нижних паковокгильз 2, находящихся в otceкaтeлe 10. Затем
0 после остановки перемещения валов 13 и всей системы, связанной с ними, включается в работу механизм 19. который опускает площадку 18с контейнером (тарой) на необходимую глубину, при этом гильзы 2. находящиеся в направляющих труВках 3, встают на плиту 11. Происходитзамена Полного контейнера (тары) на пустой. После этого его подъем, смещение Осей до совпадения, проход гильз 2 в отсекатель 10, вновь смещение
0 осей до не совпадения, опускание контейне. ра 17 и его замена повторяются.
Формула изобретения 1. Устройство для укладки цилиндрических изделий, .содержащее загрузочный
5 бункер, на выходе которого расположен блок транспортирующих каналов в виде жестко связанных и установленных с наклоном на раме направляющих трубок, и площадку Для тары, р т л и ч а ю Щ е е с я тем, что, с
0 целью расширения технологических возможностей, оно снабжено отсекателем в виде блока цилиндрических втулок, закрепленных на несущем элементе, смонтированном с возможностью возвратно-по5 ступательного перемещения в горизонтальной плоскости, загрузочный бункер соединен с блоком транспортирующих каналов посредством ориентирую.щих конических насадок с овальными вкладыша0, ми между ними и бокрвых направляющих щитков, а площадка под тару смонтирована « под отсекателем с возможностью возвратно-поступательного перемещения в вертикальной плоскости.
5 2. Устройство по п. 1, о т л и ч а ю щ е ес я тем, что периферийные направляющие трубки блока транспортирующих каналов наклонены в сторону его центральной трубки, втулки отсекателя расположены вертикально и в верхней части каждой из них
выполнена внутренняя фаска для облегчения прохода изделий.
3. Устройство по п. 1. о т л и ч а 6 щ е ес я тбм. что площадка для тары снабжена см(тирОваиной с возможностью относительного перемещения в горизонтальной плоскости платформой с гнездом для размещения в нем тары.
4. Устройство по П.1, от л и ч а ю щ е е с я тем, что загрузочный бункер снабжен валом-ворошителем, смонтирован- ным в его боковой Стенке, а рама блока транспортирующ;их каналов снабжена поперечными жесткими связями для каждого ряда направляющих трубок.
Ф&г-З / / //
/ 6
/ /
Фаг. 
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМИРОВАНИЯ И РАСФОРМИРОВАНИЯ НОСИТЕЛЕЙ | 1996 |
|
RU2100502C1 |
| УСТАНОВКА ДЛЯ НАСАДКИ ПАКОВОК НА НОСИТЕЛЬ | 1993 |
|
RU2051244C1 |
| Устройство для укладки паковок крестовой намотки в контейнер | 1979 |
|
SU946397A3 |
| УСТАНОВКА ДЛЯ СЪЕМА КАТУШЕК РОВНИЦЫ С НОСИТЕЛЯ | 1993 |
|
RU2061809C1 |
| Устройство для съема текстильных паковок со стержней носителей отделочных аппаратов | 1983 |
|
SU1211358A1 |
| Машина для термообработки под разряжением одиночных синтетических нитей | 1980 |
|
SU971926A1 |
| ЛИНИЯ ПОДАЧИ, ОРИЕНТАЦИИ И УКУПОРКИ КРЫШЕК С ДОЗАТОРОМ НА БУТЫЛОЧНУЮ ТАРУ | 2021 |
|
RU2767818C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ ЛЕНТЫ НА ЦИЛИНДРИЧЕСКИЕ КАТУШКИФондеишШ| | 1970 |
|
SU420712A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРЕИМУЩЕСТВЕННО ПРОДОЛГОВАТЫХ ИЗДЕЛИЙ | 1991 |
|
RU2014274C1 |

2
2i
9цг 6
тшл
/S
я
ifoo 2а
20 2/
19
Фаг. 7
Bulk
ВиЗ.6
в
Ю
-//
-/
/J
Ви.9 В
Фаг.
| Устройство для упаковки штучных изделий в ячейковую тару | 1986 |
|
SU1382748A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
