Изобретение относится к легкой промышленности, точнее к технологическому оборудованию пряжекрасильного производства в аппаратах жидкостной обработки под давлением.
Известна установка для насадки катушек ровницы на носитель, содержащая конвейер для транспортирования катушек, механизм их позиционирования, носитель паковок и блок управления [1]
Недостатком этой установки является то, что она имеет ограниченные технологические возможности применения только для паковок цилиндрической формы и требует дополнительных устройств для съема паковок конической формы, загрузки и съема фиксаторов, ориентации, загрузки и съема простановочных колец, что не позволяет вести процесс в автоматизированном режиме, а потому не может быть использована для насадки паковок конической формы.
Известна установка для насадки паковок на носитель, содержащая транспортер для подачи, неподвижную наклонную раму с направляющими, расположенную над носителем, загрузочное устройство для фиксаторов, захват для них, датчик контроля конечного положения фиксатора на загрузочной позиции [2]
К недостаткам установки следует отнести отсутствие виброзагрузочного устройства для размещения простановочных колец, ориентации их в пространстве, подачи и последующей их соосной насадки на стержни носителя, имеет ограниченные технологические возможности применения, что требует дополнительных устройств и не может быть использована для насадки паковок конической формы.
Известна установка для съема катушек ровницы с носителя, содержащая неподвижную колонну с пазами вдоль ее оси, опорную площадку с захватами и приводом вертикального перемещения, консоль и транспортер для съема партии паковок и датчики контроля положений устройств установки [3]
Недостатком этой установки является отсутствие транспортера для загрузки паковок, загрузочных устройств для фиксаторов и простановочных колец, а потому имеет ограниченные технологические возможности применения для насадки и съема паковок конической формы.
Настоящее изобретение направлено на решение задачи автоматизации процесса формирования (загрузки) и расформирования (съема) носителей паковками цилиндрической и конической форм.
Предлагаемая установка для формирования и расформирования носителей содержит пульт управления и совокупность механизмов, составляющих зону формирования и зону расформирования паковок.
Зона формирования паковок содержит накопитель паковок конической и цилиндрической формы, транспортер с приводом, раму с загрузочной площадкой, носитель с тремя рядами вертикальных стержней, горизонтальный стол с приводом поворота на платформе и виброзагрузочное устройство, имеющее выходной лоток, чашу и загрузочную позицию с датчиком контроля конечного положения.
Кроме того, в зону формирования входит загрузочное устройство со спиральным лотком и консольное устройство, осуществляющее возвратно-поступательное движение с возможностью возвратно-поворотного движения вокруг вертикальной оси.
Зона расформирования паковок содержит горизонтальный стол с приводом поворота, расположенным на горизонтальной платформе с приводом перемещения, носитель с коническими паковками, кольцами и фиксаторами и колонну с продольными пазами. В верхней части колонны установлены привод, гильза и грузоплощадка с захватами, соединенная гибкой связью и крюком с электротельфером.
Установка оснащена двумя транспортерами для перемещения паковок и тарой для приема паковок и колец.
В зоне формирования установка снабжена консольным выходным лотком, чашей и загрузочной позицией со шторками, привод которых, выполненный в виде цилиндра двойного действия, обеспечивает возможность раскрытия или закрытия шторок.
Загрузочная позиция соединена с приводом, выполненным в виде цилиндра, обеспечивающего периодическое возвратно-поступательное движение загрузочной позиции в положение, соосное стержням носителя.
В зоне расформирования, в верхней части рамы размещена опора с приводом для возвратно-поворотного движения цилиндра с захватом в двух направлениях от исходного положения.
Установка снабжена накопителями со средствами перемещения и закрепления двух видов паковок, расположенными на входе транспортера подачи.
Установка снабжена автономными приводами с кулачковыми полумуфтами для соединения и последующей передачи движения средствам перемещения паковок в накопителях.
На загрузочном устройстве для фиксаторов установлен привод для вращения крыльчатки в направлении против и по часовой стрелке в соответствии с заданной программой.
В корпусах захватов выполнены сквозные отверстия для осуществления соосного положения и совместного перемещения по стержням носителя.
Кроме того, установка снабжена датчиками контроля положения устройств установки.
Применение в предложенной конструкции виброзагрузочного устройства консольного выходного лотка с выдвижной загрузочной позицией со шторками, их проводом, датчиками контроля конечных положений, соединенную с цилиндром, обеспечивающим периодическое возвратно-поступательное движение ее, позволяет осуществить автоматический процесс поштучной подачи колец на стержни носителя, в соответствии с заданной программой.
Применение в конструкции установки опоры с приводом, расположенных в верхней части рамы транспортера подачи, с возможностью осуществления возвратно-поворотного движения цилиндра с захватом по двум направлениям в горизонтальной плоскости от исходного положения с целью загрузки, съема и разгрузки фиксаторов, позволяет автоматизировать процессы формирования и расформирования носителей паковками цилиндрической и конической форм по заданной программе.
Использование в конструкции загрузочного устройства для хранения, загрузки и выгрузки фиксаторов позволяет автоматизировать процесс формирования и расформирования носителей паковками.
Применение в конструкции установки накопителей повышает уровень автоматизации при эксплуатации в процессе насадки паковок на носитель, а также приводит к компактности конструкции установки, т.е. сокращения производственных площадей.
Консольное расположение захватов на грузоплощадке и наличие в них сквозных отверстий создает улучшенные условия для соосного перемещения захватов по стержням носителя и ориентирования относительно осей паковок и колец, находящихся на стержнях носителя.
Сущность изобретения поясняется чертежами:
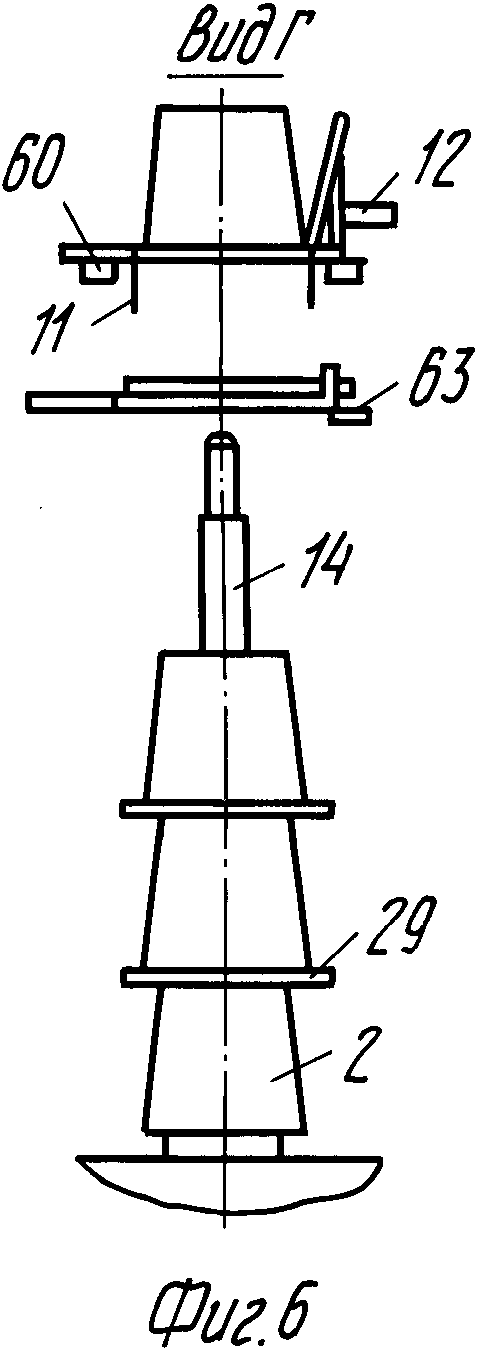
на фиг. 1 изображена установка, вид спереди; на фиг. 2 вид сверху; на фиг. 3 разрез А-А фиг. 2; на фиг. 4 вид Б фиг. 1; на фиг. 5 вид В фиг. 4; на фиг. 6 вид Г фиг. 2; на фиг. 7 вид Д фиг. 2; на фиг. 8 вид Е фиг. 2; на фиг. 9 вид Ж фиг. 8.
Установка состоит из двух частей, содержит зоны формирования и расформирования паковок первая часть снабжена средствами передвижения и предназначена для загрузки носителя цилиндрическими и коническими паковками, другая снабжена средствами передвижения и предназначена для разгрузки носителя паковками цилиндрической и конической форм.
В состав первой части, зоны формирования, входят, накопители 1 (магазин) с паковками 2 конической и 3 цилиндрической формы, которые расположены в два ряда параллельно друг другу, вдоль стенок каркаса накопителей 1. Движение паковок 2 осуществляется с помощью двухрядных втулочно-пальцевых цепей, имеют кулачковые полумуфты 4 для соединения с кулачковыми полумуфтами 5 автономных приводов 6.
Установка имеет также транспортер 7 с приводом 8 для подачи паковок на заданную высоту, раму 9 с загрузочной площадкой 10 со шторками 11 с отверстием для прохода захвата с фиксатором и датчиком 12 контроля конечного положения паковок 2, носитель 13 с тремя рядами вертикальных стержней 14, расположенных по концентрическим окружностям, горизонтальный стол 15 с приводом 16 поворота для позиционирования, расположенный на горизонтальной платформе 17 с приводом перемещения, выполненным в виде трехступенчатого телескопического цилиндра 18, виброзагрузочное устройство 19 для размещения, последующей ориентации и подачи определенного количества колец по спиральному лотку чаши к загрузочной позиции.
Устройство 19 имеет консольный выходной лоток 20, чашу 21 и загрузочную позицию 22, которая при выдвижении вперед располагается над стержнями 14 носителя 13 и содержит шторки с приводом, выполненными в виде цилиндра 23 двойного действия, который размещен на загрузочной позиции 22 в горизонтальной плоскости перпендикулярно направлению движения колец по лотку 20, при этом шток 4 цилиндра 23 закреплен к шторке 25, а шток 26 цилиндра 23 к шторке 27.
Таким образом, при подаче давления воздуха осуществляется раскрытие шторок 25, 27, а при подаче давления воздуха в обратном направлении их закрытие. Работа привода 23 осуществляется в соответствии с заданной программой.
Загрузочная позиция 22 имеет датчик 28 контроля положения простановочных колец 29 и соединение с приводом 30, расположенным на корпусе 31 виброзагрузочного устройства 19 для осуществления возвратно-поступательного движения загрузочной позиции 22, с целью выхода ее совместно с кольцом 29 в положение, соосное со стержнем 14 носителя 13.
Кроме того, в зоне формирования, рядом с рамой 9 расположено загрузочное устройство 32 для размещения определенного количества фиксаторов 33. Устройство 32 имеет спиральный лоток и крыльчатку с лопастями 34 для осуществления возвратно-вращательного движения фиксаторов 33 на загрузочную позицию 35 в двух направлениях, против и часовой стрелке, с последующей остановкой фиксатора 33 в исходном положении.
На раме 9 расположено устройство 36, которое имеет опору 37 с консолью для осуществления поворота относительно вертикальной оси, на консоли вертикально установлен цилиндр 38 с возможностью осуществления возвратно-поступательного движения захвата с губками 39 и привод 40 для осуществления возвратно-поворотного движения.
В состав второй части, зоны расформирования, входят: горизонтальный стол 41 с приводом 42 поворота для его позиционирования, расположенный на горизонтальной платформе 43 с приводом ее перемещения, выполненного в виде трехступенчатого телескопического цилиндра 44, носитель 13 с коническими паковками 2, кольцами 29 и фиксаторами 33, размещенных на вертикальных стержнях 14 носителя, колонна 45 с пазами вдоль ее оси.
На колонне 45 установлена гильза 46 с торцевым соединением в верхней части и шпонкой, грузоплощадка 47 с захватами 48, в корпусе которых имеются сквозные отверстия 49 для осуществления соосного положения с вертикальными стержнями 14 носителя 13 при съеме паковок 2 совместно с кольцами 29, консоль 50 с электротельфером на ней.
Грузоплощадка 47 соединена гибкой связью и крюком с электротельфером для осевого вертикального перемещения ее вместе с гильзой 46 по пазам колонны 45.
На верхней опоре колонны 45 размещен привод 51 для осуществления совместного поворота.
Рядом с колонной 45 расположены транспортеры 52 и 53 с приводами 54 и 55 для перемещения партии паковок 2 с кольцами 29.
На выходе у транспортера 52 установлена тара 56 для сбора падающих с ленты колец 29, а на выходе у транспортера 55 установлена тара 57 для приема с ленты паковок 2.
Установка оснащена пультом 58 управления для подачи соответствующих команд на перемещение механизмов, в автоматическом режиме, транспортеров 7, 52, 53, горизонтальных платформ 17, 43, накопителей 1, загрузочного устройства 32, а также приводов горизонтальных столов 15 и 41. Позициями 59-79 обозначены датчики контроля положений устройств установки.
Установка работает следующим образом.
В исходном положении носитель 13 находится на горизонтальном столе 15 горизонтальной платформы 17, штоки трехступенчатого телескопического цилиндра 18 втянуты. Конические паковки 2 загружены, сориентированы вручную и находятся в накопителях 1, которые размещены на входе транспортера 7 подачи и соединены кулачковыми полумуфтами 4 с кулачковыми полумуфтами 5 автономных приводов 6. Простановочные кольца 29 внавал размещены в чаше 21 виброзагрузочного устройства 19. Загрузочная позиция 22, с размещенным на ней кольцом 29, находится вне зоны вертикальных стержней 14 носителя 13, шток привода 30 втянут. Загрузочное устройство 32 загружено фиксаторами 33 вручную. Последний фиксатор 33 находится на загрузочной позиции 35. Цилиндр 38 находится в положении над позицией 35. Захват с губками 39 в верхнем положении губки 39 разжаты. Грузоплощадка 47 с захватами 48 в поднятом положении над зоной расформирования над носителем 13, губки захватов 48 разжаты, штоки цилиндра 44 горизонтальной платформы 43 втянуты.
Приводы транспортеров 7, 52 и 53 отключены. У транспортеров 52 и 53 установлены тары 56 и 57.
При подаче питания приводы: транспортеров 7, 52 и 53, виброзагрузочного устройства 19, автономные 6, загрузочного устройства 32, горизонтальных платформ 17, 43, а также пульт управления 58 и датчики контроля положений становятся под напряжением.
Процесс автоматической загрузки носителя 13 коническими паковками 2 осуществляются по программе в следующей последовательности.
При включении питания штоки цилиндра 18 горизонтальной платформы 17 с носителем 13 выдвигаются, срабатывает датчик 59 и платформа 17 устанавливается в положение, соосное загрузочной площадке 10 со стержнем 14 первого ряда малой концентрической окружности носителя 13. Включается привод 6 одного из накопителей и привод транспортера 7, паковки 2 попарно, в один ряд, поступают из накопителя 1 на ленту транспортера 7 подачи и периодически перемещаются к загрузочной площадке 10 со шторками 11, которые под действием веса паковки 2 открываются, срабатывает датчик 12, приводы 6, 7 отключаются и паковка 2 поступает на стержень 14 носителя 13. После прохождения паковки 2 на стержень 14 срабатывает датчик 60 считывания, включается виброзагрузочное устройство 19, кольца 29 перемещаются по направляющим спирального лотка чаши 21, ориентируются в строго определенное горизонтальное положение и по одному выходят на загрузочную позицию 22. По команде датчика 28 отключается виброзагрузочное устройство 19, шток привода 30 вытягивается и загрузочная позиция 22 со шторками, приводом 23, кольцом 29 осуществляет перемещение вперед, в направлении позиции загрузки.
Затем, по команде датчика 61 включается привод 23, шторки 25 и 27 раскрываются, срабатывает датчик 62, привод 23 отключается, кольцо 29 поступает на стержень 14. Срабатывает датчик 63 считывания, включается привод 23 и штоки 24 и 26 втягиваются, шторки 25 и 27 закрываются, привод 23 отключается по команде датчика 63. Шток привода 30 втягивается и по команде датчика 64 отключается привод 30, в работу включаются приводы 6 и 7.
Таким образом, по заданной программе, на один стержень 14 носителя 13 устанавливаются несколько паковок 2 с несколькими простановочными кольцами 29.
Далее, по команде датчика 63 считывания, шток цилиндра 38 с захватом и губками 39 вытягивается, срабатывает датчик 65, губки 39 сжимаются, происходит захват фиксатора 33 с загрузочной позиции 35, включается датчик 66 и шток цилиндра привода 38 втягивается.
Затем срабатывает датчик 67, осуществляется поворот против часовой стрелки цилиндра 38 в сторону загрузочной площадки 10 для соосного положения фиксатора 33 со стержнем 14 носителя 13. Далее срабатывает датчик 68, шток цилиндра 38 вытягивается, срабатывает датчик 65 и захват с губками 39, фиксатором 33 проходит через отверстие в шторках 11, по команде датчика 6 считывания губки 39 разжимаются, срабатывает датчик 66, фиксатор 33 остается на стержне 14 носителя 13 для поджима и закрепления вертикального столба с паковками 1 и кольцами 29. Далее шток цилиндра 38 втягивается и от датчика 67 привод 40 осуществляет поворот цилиндра 38 в исходное положение с последующей остановкой по команде датчика 69.
Срабатывает привод 16 пошагового поворота горизонтального стола 15 платформы 17, осуществляется поворот носителя 13 для последующей соосной насадки паковок 2, колец 29 на второй вертикальный стержень 14 первого ряда носителя 13.
Таким образом, согласно заданной программе, осуществляется рабочий цикл насадки паковок 2 и колец 29, на остальные стержни носителя 13 с последующим закреплением фиксаторами 33.
После заполнения первого ряда стержней 14 малой концентрической окружности носителя 13 паковками 2, кольцами 29, фиксаторами 33, по команде датчика 70 происходит втягивание среднего штока цилиндра 18 и перемещение горизонтальной платформы 17 с носителем 13 для насадки на вертикальные стержни 14 второго ряда средней концентрической окружности носителя 13 и останов ее от датчика 71.
Аналогичным образом, по программе происходит автоматический цикл насадки паковок 2, колец 29 и фиксаторов 33 на стержни 14 второго ряда носителя 13.
По команде датчика 70 малый шток цилиндра 18 втягивается и происходит перемещение горизонтальной платформы 17 с носителем 13 в положение третьего ряда большой концентрической окружности носителя 13 и останов ее от датчика 72.
Таким образом, заполнение носителя 13 паковками 2, кольцами 29 и фиксаторами 33 осуществляется с помощью дискретного пошагового поворота горизонтального стола 15 от привода 16 на определенные углы расположения стержней 14 на носителе 13.
После заполнения всего носителя 13, по команде датчика 70, большой шток цилиндра 18 втягивается и горизонтальная платформа 17 со сформированным носителем 13 осуществляет перемещение в положение для транспортирования.
Автоматический цикл насадки конических паковок 2 на стержни 14 носителя 13 закончен. Виброзагрузочное устройство 19 с чашей 21, загрузочное устройство 32 становятся свободными от колец 29 и фиксаторов 33.
Далее, с помощью цехового грузоподъемного устройства, загруженный носитель 13 транспортируется в красильное отделение.
После процесса окрашивания с помощью цехового грузоподъемного устройства носитель 13 транспортируется к зоне расформирования и устанавливается на горизонтальную платформу 43 для осуществления процесса разгрузки.
Процесс расформирования носителя 13 происходит следующим образом.
Включается питание, штоки цилиндра 44 горизонтальной платформы 43 с носителем 13 выдвигаются, срабатывает датчик 73 и платформа 43 устанавливается в положение, соответствующее первому ряду первого вертикального стержня 14 малой концентрической окружности носителя 13.
В соответствии с заданной программой, захват с губками 39 и цилиндром 38 осуществляет поворот по часовой стрелке от исходного положения в сторону первого вертикального стержня 14 малой концентрической окружности носителя 13, расположенного в зоне расформирования. По команде датчика 24 шток цилиндра 38 с захватом и губками 39 вытягивается, губки 39 сжимаются и зажимают фиксатор 33. Далее, по команде датчика 66 шток цилиндра 38 с фиксатором 33 втягивается, срабатывает датчик 67, происходит поворот в обратном направлении цилиндра 38 с фиксатором 33 на угол, который соответствует первоначальному исходному положению загрузочной позиции 35 на загрузочном устройстве 32. Срабатывает датчик 75, шток цилиндра 38 вытягивается, по команде датчика 65 губки 39 разжимаются, срабатывает датчик 66, фиксатор 33 остается на загрузочной позиции 35, а шток цилиндра 38 втягивается и останавливается от датчика 67.
Срабатывает привод загрузочного устройства 32 и осуществляет вращение крыльчатки с лопастями 34 в обратном направлении, и фиксатор 33 поступает в полость загрузочного устройства 32.
Таким образом, происходит съем фиксаторов 33 с первого ряда малой концентрической окружности носителя 13, с соответствующим пошаговым перемещением горизонтального стола 41 от привода 42.
После снятия фиксаторов 33 со стержней малой концентрической окружности носителя 13, по команде датчика 76 происходит втягивание среднего штока цилиндра 44 горизонтальной платформы 43 с носителем 13 в положение, соответствующее первому вертикальному стержню 14 второго ряда средней концентрической окружности носителя 13.
Аналогичным образом, по программе, происходит автоматический цикл снятия фиксаторов 33 со стержней 14 второго ряда средней концентрической окружности носителя 13.
Далее, по команде датчика 76 втягивается малый шток цилиндра 44 и останавливается от датчика 77 в положение, соответствующее первому стержню 14 третьего ряда большой концентрической окружности носителя 13, и последующее снятие фиксаторов 33 с этого ряда.
Снятие фиксаторов 33 осуществляется с помощью дискретного пошагового поворота горизонтального стола 41 от привода 42 на определенные углы расположения стержней 14 на носителе 13.
После снятия всех фиксаторов 33 с носителя 13 они размещаются в загрузочном устройстве 32 вновь. Затем, согласно заданной программе малый и средний штоки цилиндра 44 выдвигаются, срабатывает датчик 73 и горизонтальная платформа 43 с носителем 13 вновь занимает соосное положение, соответствующее первому ряду стержней 14 малой концентрической окружности носителя 13 и положению отверстий 49 захвата 48.
Автоматический цикл снятия паковок 2 с кольцами 29 с носителя 13 продолжается в соответствии с заданной программой. Срабатывает привод электротельфера, установленного на консоли 50, грузоплощадка 47 с захватом 48 и отверстиями 49 опускается вниз по вертикальным стержням 14 до соприкосновения с паковками 2 на носителе 13, губки 39 сжимаются и осуществляют захват колец 29 совместно с паковками 2, срабатывает датчик 78.
Далее, в соответствии с программой, происходит совместный подъем грузоплощадки 37, захватов 48 с кольцами 29, паковками 2 и гильзой 46 по пазам колонны 45 с помощью гибкой связи электротельфера. Гильза 46 с торцевым соединением сцепляется с ответным соединением на венце вала консоли 50. По команде датчика 70 срабатывает привод 51 консоли 50 и осуществляется совместный поворот вала и гильзы 46, грузоплощадки 47 с партией паковок 2, колец 29 от носителя 13 в сторону транспортера 52.
Затем гильза 46, грузоплощадка 47 с захватом 48 опускают партию паковок 2 с кольцами 29 на ленту транспортера 52.
По сигналу датчика 78 срабатывают губки 39, освобождают паковки 2 с кольцами 39, и гильза 46 с грузоплощадкой 47 поднимаются вверх. Включаются приводы 54, 55 и партия паковок 2 с кольцами 29 перемещается по лентам транспортеров 52 и 53. Во время перемещения, партия паковок 2, колец 29, двигаясь по ленте транспортера 52, распадается и теряет свой первоначальный внешний вид. При этом кольца 29, в процессе движения, попадают в тару 56, а паковки 2 продолжают перемещаться по ленте транспортера 53 и попадают в тару 57, а грузоплощадка 47 возвращается в исходное положение.
После окончания процесса съема паковок 2 с кольцами 29 с одного сектора носителя 13, по программе, происходит вращение горизонтального стола 41 от привода 42 с носителем 13 на угол 90 градусов. Вновь повторяется рабочий цикл съема паковок 2 с кольцами 29 и погрузка их партией на ленту транспортера 52.
Таким образом, съем паковок 2 и колец 29 осуществляется с помощью дискретного поворота стола 41 на 360 градусов и последующей его остановки. После съема всех паковок 2 и колец 29 большой шток цилиндра 44 втягивается и горизонтальная платформа 43 с носителем 13 занимает исходное положение. Автоматический цикл съема паковок 2 и колец 29 с носителя 13 закончен.
Затем, с помощью цехового грузоподъемного устройства, пустой носитель транспортируют в исходное положение в зону формирования для осуществления следующей насадки, и автоматический цикл работы повторяется.
Для формирования носителя цилиндрическими паковками 3 в автоматическом режиме необходимо пустые накопители 1 загрузить паковками 3, сменить программу на пульте 58 управления и привести все механизмы в первоначальное исходное положение.
Автоматический режим наладки цилиндрических паковок 3 исключает работу виброзагрузочного устройства 19 с кольцами 29, в остальном повторяет процесс насадки паковок 2, а процесс съема паковок 3 в основном аналогичен процессу съема паковок 2.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАСАДКИ ПАКОВОК НА НОСИТЕЛЬ | 1993 |
|
RU2051244C1 |
| УСТАНОВКА ДЛЯ СЪЕМА КАТУШЕК РОВНИЦЫ С НОСИТЕЛЯ | 1993 |
|
RU2061809C1 |
| Устройство для насадки поковок на стержни носителя к аппарату для жидкостной обработки под давлением | 1987 |
|
SU1452870A1 |
| Устройство для перегрузки паковок с намоточных машин | 1982 |
|
SU1043091A1 |
| Мотальная машина | 1980 |
|
SU1030288A1 |
| Устройство для насадки текстильных паковок на носитель аппарата для жидкостной обработки под давлением | 1980 |
|
SU931857A1 |
| Устройство для перезаправки шпулярника сновальных машин | 1982 |
|
SU1066927A1 |
| Носитель текстильных паковок для аппаратов жидкостной обработки | 1988 |
|
SU1516550A1 |
| Устройство для съема паковок со стержней носителей отделочных аппаратов | 1981 |
|
SU979546A1 |
| Устройство для смены уточных паковок на ткацком станке | 1990 |
|
SU1808028A3 |







Изобретение касается технологической подготовки производства, касающейся пряжекрасильных операций в аппаратах жидкостной обработки под давлением с использованием носителей паковок в виде специализированного технологического оборудования. Установка используется для автоматизации процесса формирования и расформирования паковками носителей конической и цилиндрической форм и содержит совокупность механизмов с пультом управления, функционирующих в зонах формирования и расформирования паковок. Использование в установке транспортеров и накопителей повышает уровень автоматизации процесса насадки паковок на носитель, обеспечивает компактность установки и сокращение производственных площадей. 4 з.п. ф-лы, 9 ил.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| SU, авторское свидетельство, 1452870, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| RU, патент, 2051244, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| RU, заявка, 93010049, кл | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
