Цель изобретения - повышекме качества обработки за счет устойчивости поддержания резонансных колебаний инструмента, нагруженного статическим усилием.
Поставленная цель достигается тем, что в известйом инструменте для ультразвуковой обработки вращающихся деталей, содержащем , магнмтострикционный преобразователь с концентратором, на торце которого м симметрично ему выполнено углубление, установленный с возможностью вращения и возвратно-поступательного перемещения цилиндрический ролик с двумя рабочими зонами, расположенными на равном расстоянии от оси концентратора, ролик выполнен с длиной, меньшей диаметра рабочего торца концентратора, а углубление последнего выполнено с плоскими торцами и глубиной, равной половине диаметра ролика, причем концентрично упомянутому углублению выполнено дополнительное углубление с плоскими и закругленными стенками, при этом ширину выточки и углубления выполняют соответствующей диаметру ролика, глубину углубления выбирают из выражения
. 7uduli(jr/4-0,5)
yK(7rdu/4-du+l2)
а диаметр ролика - из выражения
f
1 А I ЖЕ1
-/л:
К I п о Р.,
0,2 EU d S
где dn - диаметр роликового инструмента, мм;
ii - длина выточки, мм;
УМ - плотность материала ролика, г/см ;
ЕЙ - модуль упругости ролика, дин/см ;
12-длина углубления, мм: ;
f - собственная частота колебаний торца концентратора, Гц;
К - целое положительное число со значениями 1, 2, 3, 4...
УК-- плотность материала концентратора, г/см.
Повышение качества обработки достигается за счет устойчивого резонанса как продольных колебаний концентратора, так и резонанса изгибных колебаний цилиндрического роликового инструмента в течение всего процесса, получаемых путем точного расчета размеров и массы колебательной системы по задаваемым: параметрам процесса, что в суммарном итоге обеспечивает постоянную по величине амплитуду изгибных колебаний роликового ультразвукового инструмента в процессе обрабтотки и, как
следствие, получение равномерной по всей обрабатываемой поверхности шероховатости,«глубины и микротвердости упрочненного слоя.
Выполнение длины роликового инструмента меньше диаметра рабочего торца концентратора, установка инструмента в углублении с плоскими торцами исключают перемещение инструмента вдоль своей оси
при самовращении а процессе обработки. Изготовление ширины углубления и выточки, равном диаметру инструмента, а глубина углубления - половине диаметра, упрощает расчет размеров пазов из условия, чтобы
масса удаляемого материала с торца концентратора равнялась массе цилиндрического роликового инструмента, который сводится к определению только глубины выточки по заранее заданному размеру И
плотностей УиУк, а также подобранных по формуле размеров
K , In 9 F., rif,
0,2 Eudt
Выполнение торцов выточки закругленными упрощает его изготовление.
Подбор диаметра инструмента и длины
УиЯ-f
/П,
выточки по формуле К
0,2 EU d fi
чтобы число к получалось целочисленным, обеспечивает равенство частоты собственных колебаний инструмента частоте вынужденных колебаний, что и является условием существования резонанса его изгибных колебаний.
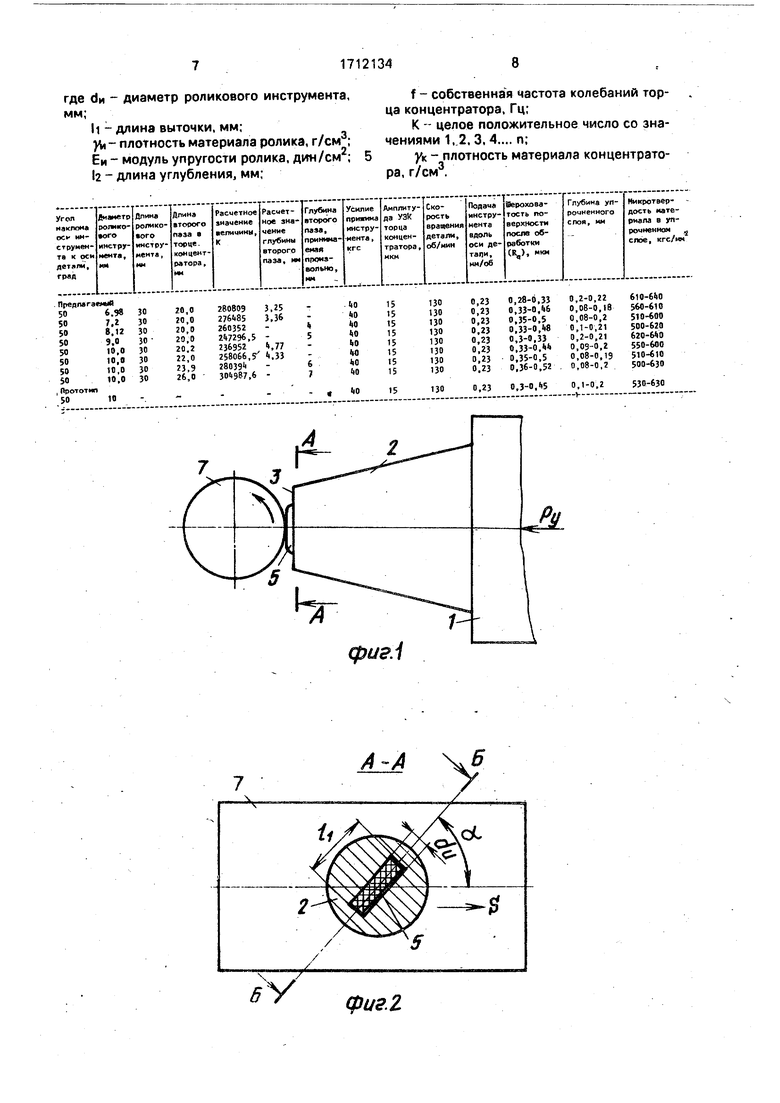
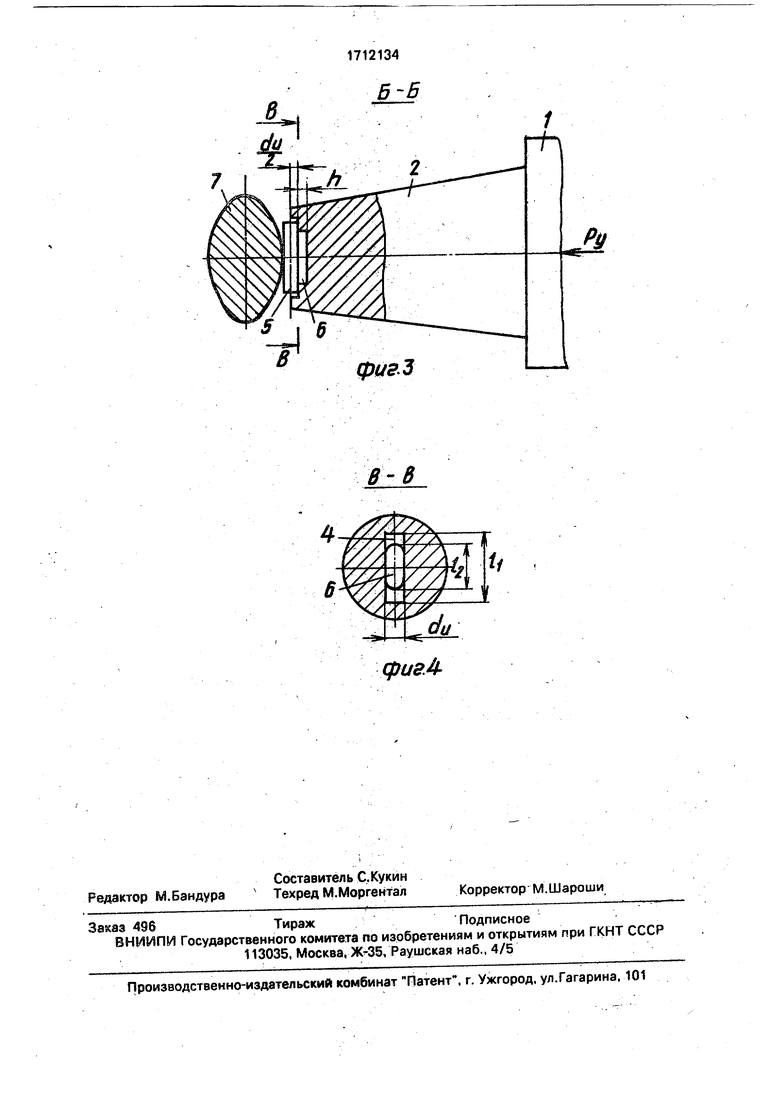
На фиг. 1 изображен инструмент для
0 ультразвуковой обработки вращающихся деталей; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг2; на фиг. 4 разрез В-В на фиг. 3.
Ультразвуковой инструмент содержит
5 магнитострикционный преобрйзователь 1 с концентратором 2, на торце 3 которого выполнено углубление 4, в которое установлен ролик 5 диаметром dw.
Углубление выполнено с плоскими торцами и глубино,й 6ц/2, а концентрично ему выполнено дополнительное углубление б с плоскими и закругленными стенками глубиной h, шириной 6w и радиусом закруглени стенок dH/2. Ролик 5 касается вращающейся
5 детали 7 центральной зоной..
Процесс ультразвуковой обработки данным инструментом осуществляется слеДУЮЩ15М образом. Цилиндрическая деталь 7 вращается со скоростью п в контакте с вращающимся цилиндрическим роликом 5, на который во эдействуют статическим усилием ,Ру о и ультразвуковыми колебаниями через концентратор 2 от магнитострикционного преобразователя 1. В процессе обработки ролик 5, 1 онцентратор 2 вместе с магнитострикционными преобразователями 1 перемещаются вдоль детали 7 с подачей S. За счет расположения оси ролика 5 к оси детали 7 под углом аи установки его в углубле НИИ торца 3 концентратора 2 шириной {1и и глубиной dH/2 с плоскими торцами ролик самовращается от вращающейся детали и не выпадает из зоны обработки. Второе углубление длиной 12 и с закругленными стенками обеспечивает разделение зоны ролика, контактирующей с деталью, от зоны, контактирующей с торцом кон-. центратора. Статический прижим ролика и детали осуществляется механической пружиной (не показано), которая воздействует на систему магнитостриктор - ролик и деталь. Вывод формулы расчета-глубины второго углубления проводился из условия, что масса ультразвукового роликового инструмента должна быть равна массе материала, занимаемой объемом углублений, выполненных в торце концентратора, т.е. массе объема первого углубления ук йи би/2 И и массе объема второго углубления , би(12-аи)К. Приравнивая эти массы, получаем уравнениеRI (с dM dM/2 И + + yic h+yKdvi(l2-di4)h из которого после соответствующих упрощений и преобразований было получено выражение для определения УИ -dn -11(-0.5 y(-dH+l2) Формула для выбора диаметра ультразвукового роликового инструмента и длины второго паза выводилась из условия что частота собственных изгибных колебаний стержней должна быть равна частоте колебаний торца концентратора, Частота собственных изгибных колебаний цилиндрического стержня при такой схеме его нагружения определяется из формулы где (а12)и К7г; m - масса единицы длины стержня; f- собственная частота изгибных колебаний стержня; ЕЙ - модуль упругости материала стержня;1 - момент инерции стержня, равный 0,05, ,.. Аналогично резко ухудшаются харак теристики упрочненного слоя при нецелочисленном значении числа К. Использование .данного инструмента обеспечивает повышение качества обработки, снижение шероховатости обработки, увеличение микротвердости и глубины упрочненного слоя и расширение технологических возможностей. Ф о р м ула изобретения Инструмент для ультразвуковой обработки вращающихся деталей, содержащий магнитострикционный преобразователь с концентратором, на торце которого и симметрично ему выполнено углубление, установленный с возможностью вращения и возвратно-поступательного перемещения цилиндрический ролик с двумя рабочими зонами, расположенными на- равном расстоянии от оси концентратора, о т л и ч а ий с я тем, что, с целью повышения качества обработки за счет устойчивости поддержания резонансных колебаний инструмента, нагруженного статическим усилием, ролик выполнен с длиной, меньшей диаметра рабочего торца концентратора, а углубление последнего выполнено с плоскими торцами и глубиной, равной половине диаметра ролика, причем концентрично упомянутому углублению выполнено дополнительное углубление с плоскими и закругленными стенками, при этом ширину выточки и углубления выполняют соответствующей диаметру ролика, глубину углубления выбирают из выражения уи dull (я/4-0,5) VK(du/4-du ) а диаметр ролика - из выражения У Уи л: f 0,2 EU d
где би - диаметр роликового инструмента, мм;
И - длина выточки, мм;
yi, - плотность материала ролика, г/см ;
Ей - модуль упругости ролика, дня/см ;
12 - длина углубления, мм;
f - собственна частота колебаний торца концентратора, Гц;
К -- целое положительное число со значениями 1,.2, 3, 4..,. п;
УК - плотность материала концентратора, г/см.
Изобретение относится к обработке металлов давлением, а именно к ультразвуковой упрочняюще-чистовой обработке металлических деталей. Цель - расширениетехнологических возможностей - повышение качества обработки деталей. Для зтого деталь вращают и подвергают поверхностному пластическому деформированию со статическим усилием самовращающимся роликовым инструментом, установленным в диаметральный паз с плоскими торцами и переходящим по центру торца концентратора в паз с круглыми торцами. Ширину обоих пазов выбирают равной диаметру ролика, глубину первого паза- половине диаметра, а глубину второго паза, диаметр инструмента и длину второго па^а выбирают из соответствующих выражений. Это позволяет обеспечить значительный разброс значений шероховатости, глубины и микротвердости упрочненного слоя. 4 ил. 1 табл.Р (-tИзобретение относится к обработке материалов давлением, в частотности к ультра^ звуковой упрочняюще-чистовой обработке металлических деталей.Известен инструмент для ультразвуког вой обработки вращающихся деталей, содержащий магнитострикционный преобразователь с концентратором, на конце KOTIQ^ рого жестко закреплен индентррв видеполг уцилиндра.Наиболее близким по технической сущ-^ ности к изобретению является инструмент для ультразвуковой обработки вращаюц(их^ ся деталей/содержащий магнитострикцирйг ный преобразователь с концентратором, на торце которого и симметрично ему выполнё: но углубление, установленный с возможностью вращения и возвратно-поступат^ль- ного перемещения цилиндрический роликедгумя рабочими зонами, расположенными йа равном расстоянии от оси концентрато- рг.Однако в данном способе вносят изменение и резонансную частоту колебаний торца концентратора, которая нестабильна в процессе. Это вызывает настабильность получаемых характеристик качества упрочненного слоя (шероховатость поверхности Ra глубины упрочненного слоя hft, его мик-, •ротвердости Н^, ). Кроме того, нестабияцЛ ность качества получаемых слоев обуславливается дополнительно еще тем, что Диаметр цилиндрической выточки в торце концентратора и диаметр ролика (инструмента) не согласованы по величинам из условия получения устойчивого резонанса изгибных колебаний ролмка (инструмента).^V4 hOСА)J:^
фигг
/
фигЗ
4 6
В- В
фигЛ
| Способ упрочнения с ультразвуком нагружных цилиндрических поверхностей деталей | 1987 |
|
SU1426764A1 |
| кг. | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
