гч:
о:
а
4
Изобретение относится к обработке материалов давлением, в частности к ультразвуковой упрочняюще-чистовой обработке металлических деталей.
Целью изобретения является повышение качества за счет снижения шероховатости обработанной поверхности.
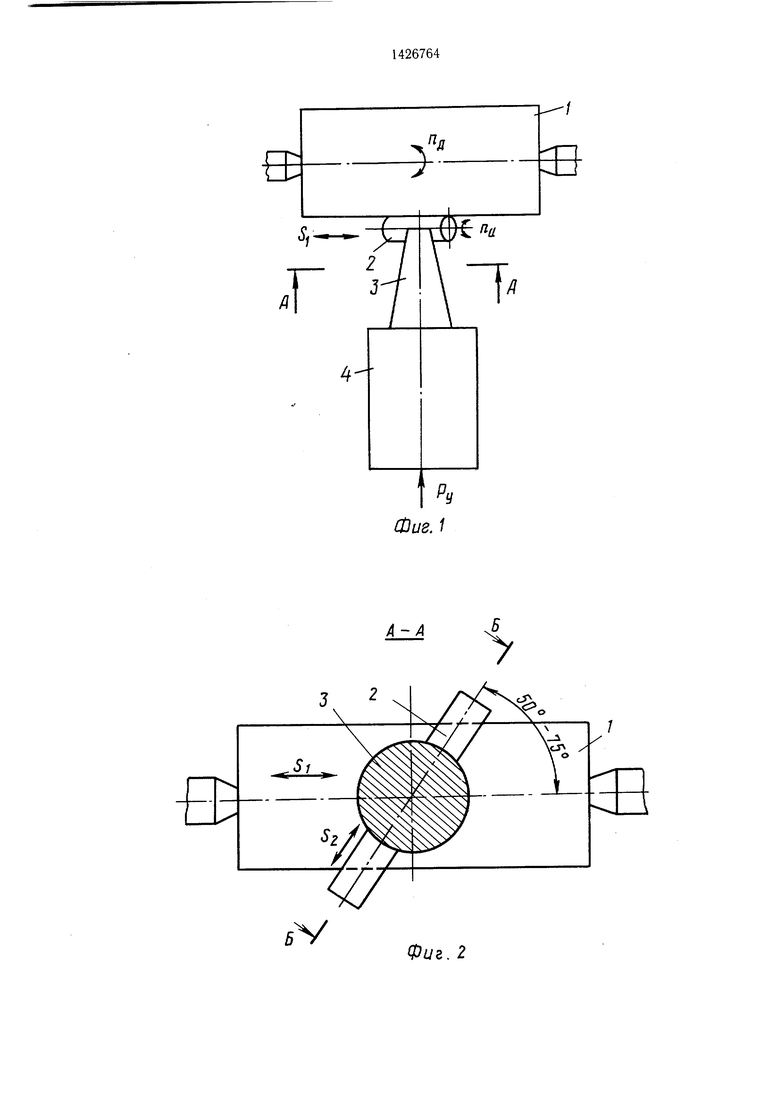
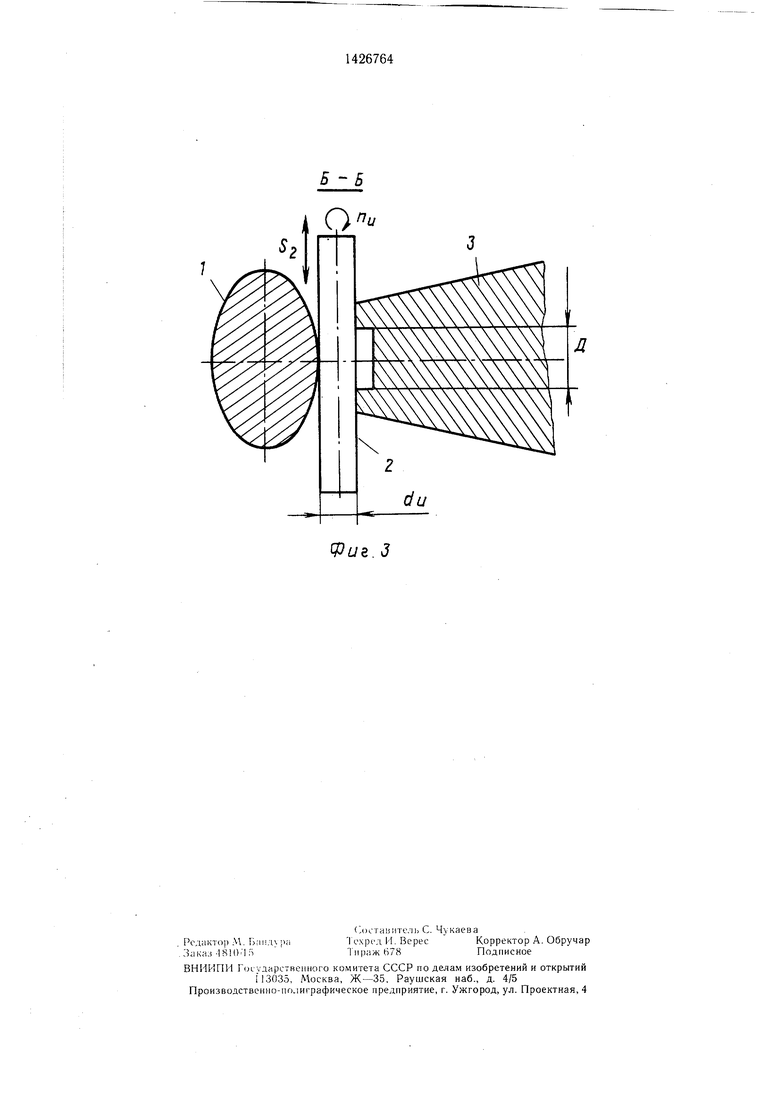
На фиг. 1 изображена схема для осуществления способа обработки наружных цилиндрических поверхностей деталей ультразвуковым инструментом; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2.
Цилиндрическая деталь 1 вращается в контакте с вращающимся и возвратно-поступательно перемещающимся вдоль оси вращения цилиндрическим роликом 2, на который воздействуют статическим усилием Ру и ультразвуковыми колебаниями через концентратор 3 от магнитострикционного преобразователя 4. В процессе обработки ролик 2, концентратор 3 вместе с магни- тострикционным преобразователем 4 перемешают вдоль детали 1 с подачей s; а скорость вращения (качения) ролика Пц выбирают по формуле, выраженной через скорость вращения детали Пд, подачу s и диаметр ролика du. Возвратно-поступательное перемещение ролика в зоне обработки совпадает с направлением вращения детали, а его ось располагается под углом 50- 75° к оси детали и ультразвуковые колебания на ролик передаются от концентратора в двух зонах, отстоящих от оси конденсатора на расстоянии не меньшем, чем величина хода ролика вдоль своей оси. Это обеспечивается за счет выполнения в торце концентратора цилиндрической выточки диаметром не меньше, чем величина удвоенного хода ролика вдоль его оси.
Статический прижим ролика к детали осуществляется механической пружиной (не показано), которая воздействует на систему магнитостриктор - ролик и деталь.
Вращение и возвратно-поступательное перемещение ролика осуществляется отдельным устройством (не показано), посредством которого задается требуемая скорость вращения, рассчитанная по формуле
5Пд
п„ --- jrdu.
а также цикл возвратно-поступательного перемещения за один оборот ролика.
Вывод формулы расчета скорости вращения ролика производился из условия, что он в процессе обработки при пере- вдоль детали должен катиться но ней без проскальзывания. При таком условии путь, который он проходит вдоль детали, выражался через скорость его вращения и диаметр ппцй,,, а также через подачу s и скорость вращения детали Пд(5Пд). Приравняв эти два выражения.
nnudu sn4, получили уравнение, из которого и находят скорость вращения ролика.
Пример. Проводилась ультразвуковая обработка наружных цилиндрических поверх- ностей диаметром 88 мм деталей из стали 45. Исходная щероховатость поверхности Ra 0,63, твердость HRC 48-54.
Ролик диаметром 10 мм был изготовлен из стали Р6М5, твердость материала которого составляла HRC 62-65, а рабочая поверхность полировалась до шероховатости R 0,08.
Ультразвуковые колебания на ролик передавались от магнитострикционного преобразователя ПМС-15А-18 через конический 5 концентратор, рабочий торец которого имел диаметр 35 мм с глухой цилиндрической выточкой, диаметром 20 мм и глубиной 5 мм.
Магнитострикционный преобразователь устанавливался в специальном приспособле- 0 НИИ, которое закрепляется в резцедержатель токарного станка. Прижим преобразователя осуществлялся пружиной, которая была про- градуирована в кгс.
На приспособлении крепилось специаль- 5 ное устройство, обеспечивающее вращение и возвратно-поступательное перемещение ролика относительно концентратора. Привод этого устройства осуществлялся от специального электропривода.
Питание магнитострикционного преобра- 0 зователя осуществлялось от ультразвукового генератора УЗГ2-4М.
Замер параметров шероховатости обрабатываемых поверхностей осуществлялся на профилометре-профилографе модели 201, а твердость и глубина упрочненного слоя 5 на микротвердомере ПМТ-3.
Специальной системой автоматически обеспечивалось изменение направления вращения детали соответственно направлению продольного перемещения ролика вдоль своей оси с целью совпадения направления вращения детали с направлением продольного перемещения инденторов в зоне их взаимодействия.
Процесс упрочнения осуществляли на базе токарного сганка, к которому приспо- 5 собили все необходимые приспособлен :;.: и систему автоматики.
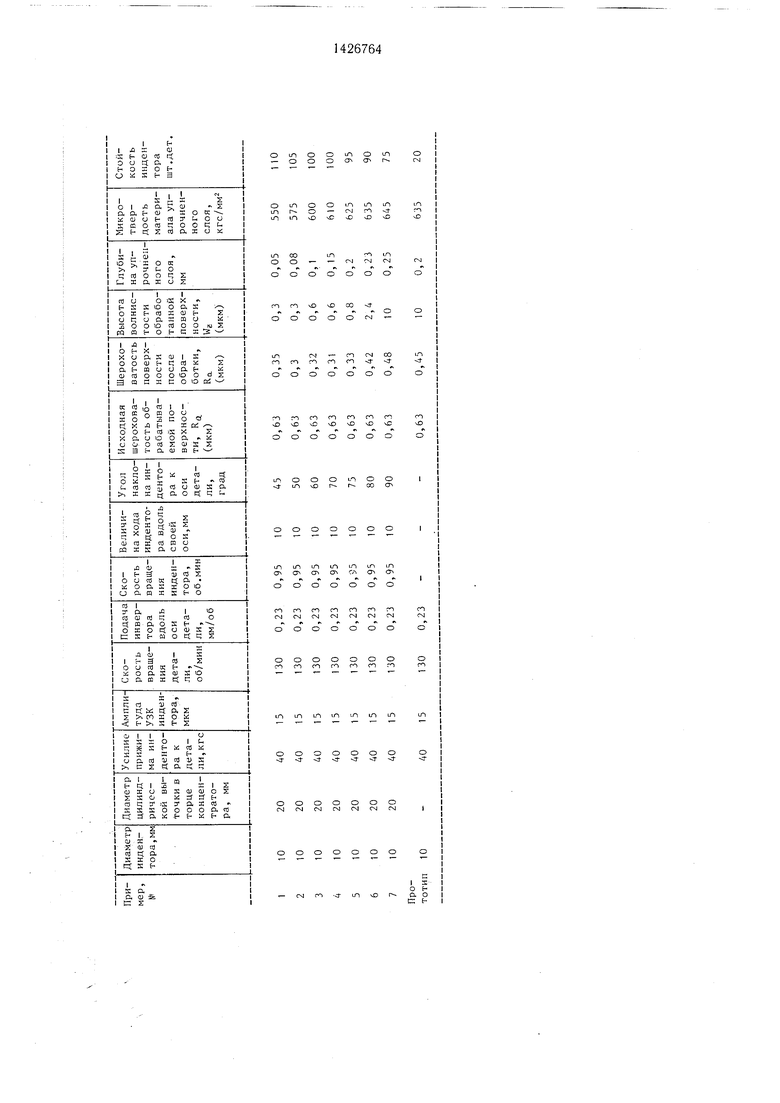
Исходные данные, геометрические и ме ханические характеристики упрочненных поверхностей приведены в таблице.
Результаты упрочнения сравнивались 0 результатами, полученными при реализации способа согласно прототипу, в котором ис пользовался свободно вращающийся щари:- диаметром 10 мм, изготовленный из стоЛ;- Р6М5. Остальные аналогичные параме; ры процесса такие как и в предлага 5 мом способе.
Как видно из приведенных в таблиц;; результатов при использовании угла наклона ролика к оси детали меньше 50° уменьшается глубина упрочненного слоя, что объясняется увеличением площади пятна контакта ролика с поверхностью детали. Увеличение угла наклона свыше 75° приводит к увеличению высоты волнистости обработанной поверхности его шероховатости. В диапазоне углов 50-75° такие характеристики качества упрочненного слоя, как шероховатость поверхности по Ra, высота волнистости профиля и глубина упрочненного слоя практически остаются на одном оптимальном уровне.
Использование предлагаемого способа обработки наружных цилиндрических поверхностей деталей ультразвуковым инструментом обеспечивает по сравнению с прототипом повышение качества обработки, увеличение производительности обработки, снижение шероховатости обработанной поверхности и увеличение долговечности рабочего инструмента.
Формула изобретения
1. Способ упрочнения с ультразвуком наружных цилиндрических поверхностей деталей, при котором деталь враш,ают и под- верганэт поверхностному пластическому деформированию со статическим усилием, а инструменту сообщают осевую подачу и ультразвуковые колебания в продольном и поперечном направлениях, отличающийся тем, что, с целью повышения качества за счет снижения шероховатости обработанной поверхности, в качестве инструмента выбирают
цилиндрический ролик, образуюшую которого располагают параллельно образующей цилиндрической детали, а его ось располагают под углом к оси детали и- дополнительно сообщают ему принудительное
вращение относительно собственной оси и угловое возвратно-поступательное перемещение по образующей детали, а ультразвуковые ко.тебания передают на две зоны цилиндрического ролика, отстоящих от центра пятна контакта цилиндрического ролика с
5 деталью на расстоянии не менее чем величина хода цилиндрического ролика вдоль своей оси.
2. Способ по п. 1, отличающийся тем, что угол наклона оси ролика к оси детали составляет 50-75°, а скорость его
вращения выбирают из соотношения
ЗПд
а,,
iT-dit
где S - подача цилиндрического ролика, мм/об;
Пд- скорость вращения детали, об/мин;
do.- диаметр инструмента цилиндрического ролика, мм.
fh 0) fO Ц
и Ч D. О О tьй S Е- g
о Ю - о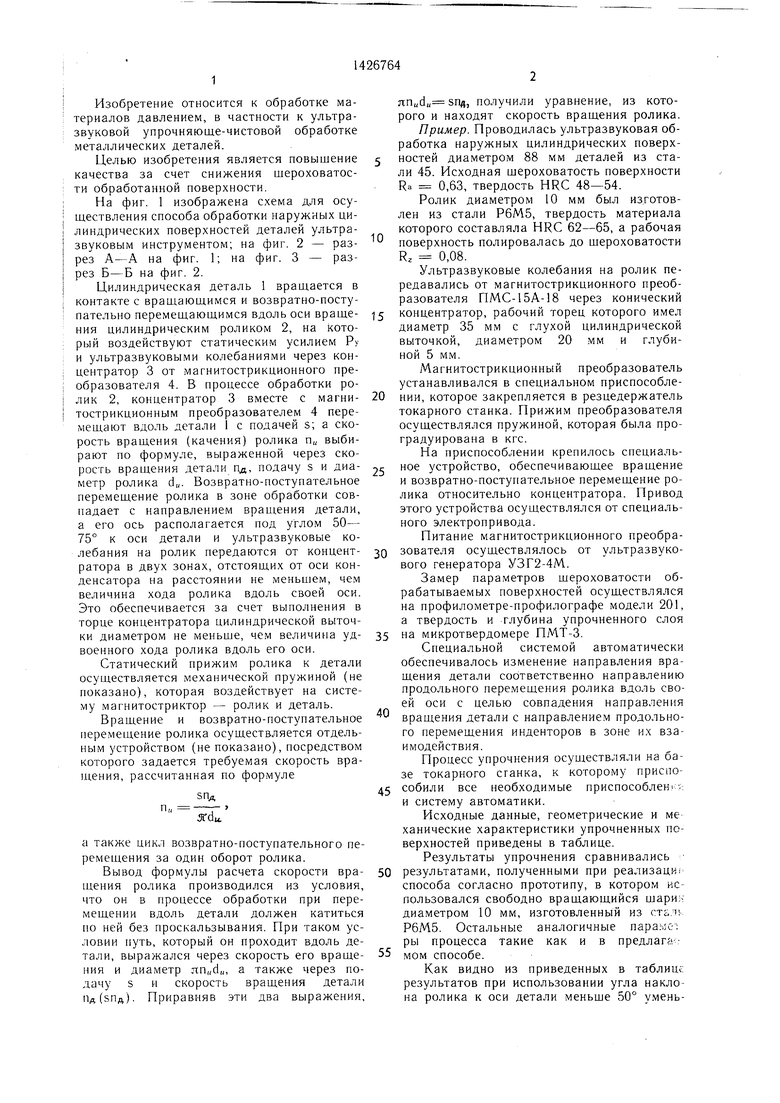

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей и инструмент для его осуществления | 1990 |
|
SU1792822A1 |
| Инструмент для ультразвуковой обработки вращающихся деталей | 1990 |
|
SU1712134A1 |
| Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей | 1988 |
|
SU1632751A1 |
| Способ упрочнения ультразвуком наружных цилиндрических поверхностей деталей | 1989 |
|
SU1698041A1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ С НАЛОЖЕНИЕМ УЛЬТРАЗВУКОВЫХ КРУТИЛЬНЫХ КОЛЕБАНИЙ | 2000 |
|
RU2203789C2 |
| Способ обработки деталей | 1986 |
|
SU1341225A1 |
| СПОСОБ И УСТРОЙСТВО ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ | 2013 |
|
RU2571670C2 |
| Устройство для упрочнения изделий | 1981 |
|
SU998104A1 |
| Устройство для ультразвуковой чистовой обработки поверхностей деталей | 1989 |
|
SU1646815A1 |
| СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2101145C1 |
Изобретение относится к обработке давлением, в частности к упрочнению деталей с ультразвуком. Цель - повышение качества за счет снижения шероховатости. Для этого пластическое деформирование поверхностного слоя детали осуш,ествляют цилиндрическим инструментом в виде ролика. Ролик принудительно врашают относительно его оси и перемеш,ают возвратно-поступательно вдоль нее. Ультразвуковые колебания от концентратора передают на две зоны ролика, отстояш,их от оси концентратора на расстоянии не менее, чем величина его хода вдоль своей оси. Зону контакта ролика с поверхностью детали в процессе обработки поддерживают на оси концентратора. Ось его располагают под углом 50-75° к оси детали. Осевое возвратно- поступательное движение совменхают с направлением вращения детали в зоне обработки, а его перемещение вдоль оси вра- шения детали осуществляют качением по образующей цилиндрической поверхности со скоростью вращения п„, которую выбирают из соотношения Пи, 8(Пд) : (Juda ). где s - подача ролика вдоль осп врагасипя летали; Пр, - скорость вра1цен|1я дета.и:; ilu. диаметр ролика. На торце кониеитрлтора выполнена цилиндрическая выточка, (/гптичес- кий прижим ролика к дста.ш исущест- вляется пружиной. Это позволяо: получить оптимальный уровень волнистости профиля и глубины упрочненного с.юя. 1 н.п. ф-.чы, 3 ил., 1 табл. (С с/:
Ik
2
- 2
E-a 3 UiOU
ЯЦООС; 2п)0,з:ох
о о LTi сл in о - 0-J го t
чо х; vi3
1 3
S Еок
UО
Я1 ООЧ 2
К D, Ж О 2
оэел
о -
III
ио«X
SкС1о
(тзXО) н
Поо.аm о
оо ояо о
о. S
af-ot-CBS
s к
ru S
чО ч
о о
с
о
ч
rt и
ОО-Е--
О ОО 02
иооо; gs
X л
о Е-
I
« m 2
Ел
и о о л
о
у. СА - « X 2 о а « и 2 Ч) я S
о. QJ Ш t
го со С
чО
о
S |5
.д
- i/ чО
X а щ
S
tt
Ol ПЗ X
га X S
--S
- 3я2
О 03 к tfЛ
о о. S Xою
сх га X SЕ-о
д О) ЕCJNО
0 О
I
tT3
еш S
2
И Ч 2
CNJ 04 CNI
О U ПЗ « t -:i; о а я си я ю О а ffl X CI t о
го го го
V
03 а S о м
Е- 2
inLnLOiOuOlAcnLn
I I S X S я
I
о
f- Ь5
о
I
пзи
Е-щ из ия
с 2 « а с;
ОООООООО
(D X о а я (U си
э гяз ахся яооооапз aw.t-t-i E-a
О О О О О О О
CN Гч1 CN1 ГЧ Гч CNI CN)
О О О О CZ) О О
I Я
о Е cNro-j-i-n4D ао с: Е.О vD
чО
rt
о
r
/J
э
Я,
Фиг. 1
A-A
Фиг. г
Фиг.З
| Способ чистовой и упрочняющей обработки деталей машин и устройство для его осуществления | 1983 |
|
SU1291378A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
