Изобретение относится к области неразрушающего контроля изделий и может быть использовано для определения деформаций труб паропроводов высокого давления.
Известен способ измерения остаточных деформаций труб, заключающийся в предварительном определении критической степени деформации хрупкого покрытия, нанесении его на поверхность изделия и последующей регистрации начала растрескивания хрупкого покрытия в процессе эксплуатации изделия визуальным осмотром поверхности покрытия. В качестве покрытий используются различные плавкие смолы и керамика.
Изверения проводят путем, визуального наблюдения образования и распространения трещин в покрытии с нагрузкой и их фотографирования.
Недостатками этого способа являются малая производительность и .низкая точность вследствие, необходимости визуального осмотра нанесенного покрытия.
Наиболее близким по технической сущности к изобретению является способ определения напряженно-деформированного состояния деталей, заключающийся в том, что на поверхность изделия наносят хрупкое тензочувствительное покрытие, контролируют физический параметр покрытия и по значению параметра определяют достигнутое значение деформации.
Недостатками известного способа являются-узкая область применения, ограниченная относительно высокими значениями определяемых деформаций, и низкая точность, поскольку предполагает визуальный контроль качества хрупкого тензочувствительного покрытия. Цель изобретения - расширение области применения способа в сторону меньших значений контролируемых деформаций и повышение точности. На чертеже показана блок-схема устройства для регистрации сигналов акустической эмиссии, реализующего предлагаемый способ. Способ осуществляется следующим образом. Для определения критической степени деформации хрупкого покрытия и амплитудного распределения сигналов акустической эмиссии требуются плоские образцы из стали с высоким пределом упругости. После формирования на поверхности изделия хрупкого покрытия образец деформируют путем приложения растягивающей нагрузки с одновременной регистрацией деформации образца, а также интенсивности сигналов акустической эмиссии N на фиксированных уровнях дискриминации U регистрирующей аппаратуры. Начало процесса растрескивания хрупкого покрытия контролируется с помощью оптического микроскопа. Определяют амплитудное распределение b из выражения Ig NI - Ig N2 lgU2-lgUi где MI; N2 - интенсивность акустической эмиссии при регистрации на фиксированных уровнях дискриминации Ui и U2 соответственно. В начальной стадии деформирования излучение акустической эмиссии будет отсутствовать, но при появлении в покрытии микротрещин появится излучение сначала малой амплитуды, которая будет зарегистрировано уровнем Ui. По мере развития процесса растрескивания будет наблюдаться увеличение амплитуды сигналов акустической эмиссии и регистрация ее более высоким уровнем U2. Отмечая интенсивность акустической эмиссии NI и N2 на уровнях Ui и U2 по мере развития процесса растрескивания определяют величину коэффициента b из выражения (1). При переходе на конкретную конструкцию на нее наносится хрупкое покрытие и при нагружении регистрируется излучение акустической эмиссии. При этом, зная уровни дискриминации регистрирующей апп ратуры Ui и U2, а также амплитудное распределение процесса растрескивания Ь, производят контроль изделия до те пор, пока отношение интенсивности NI и N2 не достигнет критической величины К (итГ) Повышение точности предлагаемого способа по сравнению с известным заключается в том, что достижение контролируемым материалом предельной е интенсивности сигналов акустической эмиссии определенной амплитуды порогового уровня No, а также стремлению коэффициента амплитудного распределения сигналов,вычисленного по формуле, к критическому значению Ь, что исключает субьективность оценки состояния материала при визуальном осмотре нанесенного хрупкого покрытия. Предложенный способ предусматривает автоматизированный контроль изделий, что должно повысить производительность работ по определению деформации издв: Формула изобретения Способ определения деформации изделия, заключающийся в том, что на поверхность изделия наносят хрупкое тензочувствительное покрытие, контролируют физический параметр покрытия и по значению параметра определяют достигнутое значение деформации, отличающийся тем, что, с целью расширения области применения спосрба в сторону маньших значений контролируемых деформаций и повышения точности контроля, на изделии размещают датчик акустической эмиссии, а в качестве контролируемого физического параметра покрытия используют интенсивность акут стической эмиссии.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ДИАГНОСТИКИ ПРЕДЕЛЬНОГО СОСТОЯНИЯ И РАННЕГО ПРЕДУПРЕЖДЕНИЯ ОБ ОПАСНОСТИ РАЗРУШЕНИЯ МАТЕРИАЛОВ И ИЗДЕЛИЙ | 2009 |
|
RU2403564C2 |
| ОПТОВОЛОКОННЫЙ АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПЛАСТИЧЕСКИХ ДЕФОРМАЦИЙ БОЛЬШИХ ИНЖЕНЕРНЫХ СООРУЖЕНИЙ | 2016 |
|
RU2650799C2 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ | 2012 |
|
RU2492463C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ | 2007 |
|
RU2345324C1 |
| Способ дифференциальной оценки стадий поврежденности изделия, выполненного из композитного материала | 2023 |
|
RU2816129C1 |
| Комбинированный способ исследования деформаций и напряжений | 2015 |
|
RU2611597C1 |
| СПОСОБ ИССЛЕДОВАНИЯ ДЕФОРМАЦИИ И НАПРЯЖЕНИЙ В ХРУПКИХ ТЕНЗОИНДИКАТОРАХ | 2012 |
|
RU2505780C1 |
| СПОСОБ РЕГИСТРАЦИИ ТРЕЩИН В ХРУПКИХ ТЕНЗОИНДИКАТОРАХ | 2012 |
|
RU2505779C1 |
| Способ контроля чувствительности преобразователей акустической эмиссии | 1986 |
|
SU1379720A1 |
| ОПТОВОЛОКОННЫЙ АКУСТИКО-ЭМИССИОННЫЙ СПОСОБ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ ОПТИЧЕСКОГО ВОЛОКНА ВЕЩЕСТВАМИ С РАЗЛИЧНОЙ ХРУПКОСТЬЮ | 2019 |
|
RU2712773C1 |
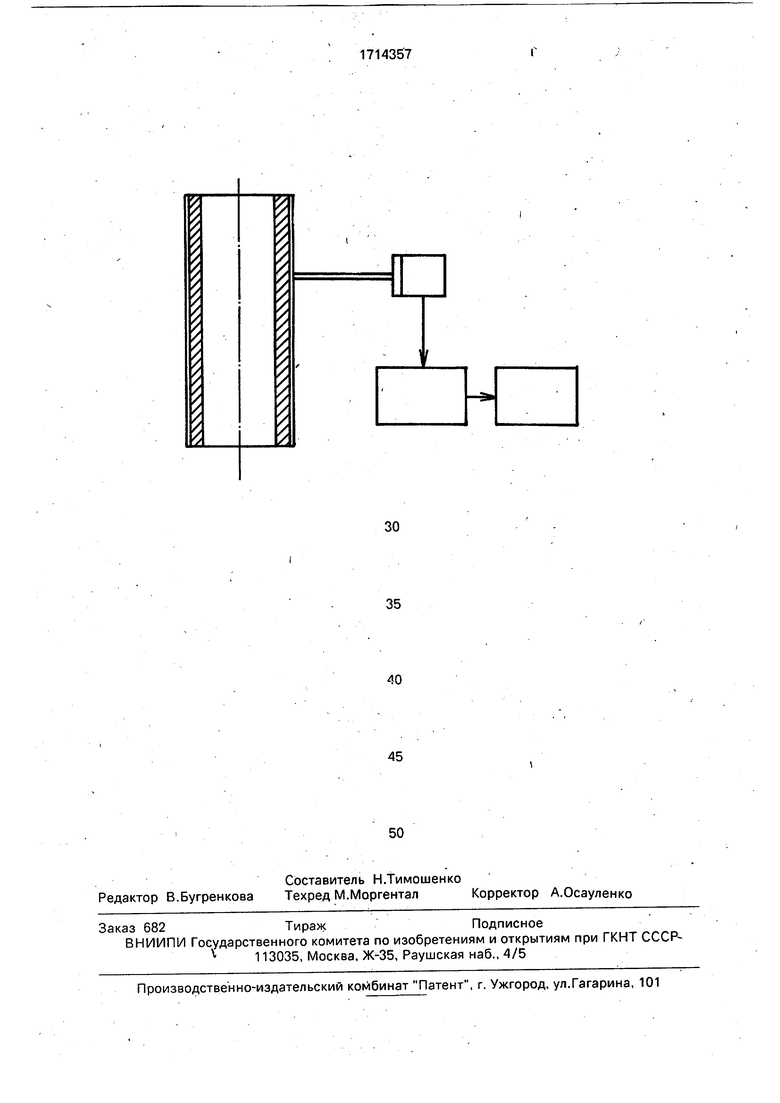
Изобретение относится к неразрушающему контролю изделий и может быть использовано для определения деформаций труб паропроводов высокого давления в системе тепловых электростанций. Цель изобретения - расширение области применения и повышение точности контроля. Для этого при определении деформаций с помощью хрупкого тензочувствительного покрытия на изделии размещают датчик акустической эмиссии, а.в качестве контролируемого физического параметра покрытия используют интенсивность акустической эмиссии. 1 ил.
| Способ определения напряженно-деформированного состояния деталей | 1981 |
|
SU962754A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Справочник под ред, П.Профоса | |||
| - М.: Металлургия, 1980, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU274A1 |
