Изобретение относится к металлургии и может быть использовано на машинах непрерывного литья заготовок горизонтального типа.
Известно устройство, включающее кристаллизатор с вмонтированным в него металлопроводом, торцовая часть которого сопрягается с кристаллизатором по сферической поверхности, рабочая поверхность металлопровода является продолжением рабочей поверхности кристаллизатора.
Однако обеспечить контакт по всей сферической поверхности трудно, что приводит к ухудшению контакта в местах стыка (перехода) металлопровода и кристаллизатора со стороны рабочего пространства. Это дестабилизирует процесс разливки. Также при нарушении плавности перехода рабочей поверхности металлопровода в рабочую поверхность кристаллизатора происходит зависание и процесс прерывается.
Наиболее близким к предлагаемому по технической сущности является устройство для непрерывного литья заготовок, включающее кристаллизатор с вмонтированным в него металлопроводом, рабочий торец которого выполнен плоской формы по периферии и с криволинейной внутренней поверхностью [1]
Однако в этом устройстве сложно обеспечить высокую плотность (герметизацию) рабочей полости в месте перехода (контакта) рабочей торцовой поверхности металлопровода в рабочую поверхность кристаллизатора. Это приводит к снижению стабильности процесса разливки. Также сборка этого узла усложнена.
Целью изобретения является повышение стабильности процесса разливки, эксплуатационной стойкости устройства за счет предотвращения зажима металлопровода при усадке оболочки слитка и повышения герметизации рабочего пространства.
Для этого в известном устройстве для непрерывного литья заготовок, включающей кристаллизатор, соединенный с металлопроводом, причем участок металлопровода заглублен в рабочую полость кристаллизатора, торцовая поверхность металлопровода в месте контакта с кристаллизатором выполнена сферической, диаметры поперечного сечения которого выбраны в соответствии с соотношением
l ≅ D d, где D диаметр большего сечения сферы;
d диаметр меньшего сечения сферы;
l расстояние между ними.
Торец металлопровода в месте контакта с кристаллизатором выполнен сферическим для обеспечения повышения герметизации рабочего пространства за счет линейного контакта, простоты и надежности сборки устройства даже при несовпадении и смещении осей металлопровода и кристаллизатора.
Центр сферы расположен на оси металлопровода для обеспечения линейного контакта при смещении оси металлопровода.
Отношение l=D-d взято для обеспечения усадки оболочки слитка без зажатия металлопровода, так как конфигурация металлопровода, должна соответствовать траектории движения края оболочки при ее усадке. В нашем случае имеется схема консоли. Оболочка закреплена жестко одним концом. Усадка этой оболочки будет свободной, а при свободной объемной усадке ее составляющие по всем трем осям Х, Y, Z равны. Составляющие Х и Y являются поперечными, а по оси Z продольной.
Величины поперечных составляющих равны D-d (D диаметр оболочки перед усадкой, d диаметр после усадки), а продольной l (расстояние между положениями оболочки пред усадкой при диаметре D и положением ее после усадки при диаметре d) вдоль оси Y. Поскольку продольные и поперечные составляющие усадки равны, то имеем равенство l=D-d.
Доля площади сферы от сечения слитка рассчитывается по усадке, времени затвердевания и др. параметрам.
Отношение l<D-d берется для гарантированного предотвращения зажатия металлопровода. При отношении l>D-d продольная составляющая больше поперечной, что вызывает зажим металлопровода обмоткой слитка и его разрушение и приводит к прекращению процесса разливки.
На чертеже представлено устройство, продольный разрез.
Устройство состоит из кристаллизатора 1, в который вставлен металлопровод 2, имеющий торец 3, выполненный под углом, и 4, выполненный сферой, радиусом с центром на оси. Металлопровод 2 имеет бурт 5. На металллопровод надето кольцо 6, которое притягивается к кристаллизатору элементами крепления 7 и прижимает металлопровод сферой к кристаллизатору, создавая герметичное соединение за счет линейного контакта.
Примеры конкретного исполнения. Для отливки заготовок диаметром 120 мм из стали 45, имеющей усадку 2% изготавливают кристаллизатор с внутренним размером 120 мм, а металлопровод с расчетным диаметром сферы 135 мм (соответствует равным поперечной и продольной усадке l=D-d). Такая конструкция повышает выход годного металла на 10% по сравнению с прототипом. При изготовлении сферы диаметром 150 мм (второй вариант l<D-d) выход годного повышается также на 10% При изготовлении сферы диаметром 130 мм (3-й вариант, l>D-d) выход годного снижается на 5% по сравнению с прототипом.
Устройство работает следующим образом.
В рабочую полость кристаллизатора 1 на огнеупоpной обмазке вставляют кривой поверхностью сферой 4, выполненной по радиусу, металлопровод 2 и прижимают к торцовой стенке кристаллизатора через бурт 5 кольцом 6 и элементами крепления любой конструкции 7. При разливке металл через металлопровод 2 поступает в рабочую полость кристаллизатора 1, где образуется оболочка. При вытягивании заготовки оболочка перемещается от торца к выходному концу кристаллизатора. Между оболочкой и металлопроводом образуется пространство, через которое металл поступает в освободившийся объем в рабочей полости кристаллизатора. Изменяя длину конуса, регулируют качество металла.
Металлопровод может быть шамотографитным или из тугоплавкого огнеупора, например, на основе нитридов. Возможно применение составного металлопровода из различных материалов.
Использование изобретения позволяет улучшить разливаемость качество металла.
Экономический эффект получается в основном за счет увеличения выхода годного металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1990 |
|
SU1788659A1 |
| Кристаллизатор | 1977 |
|
SU733853A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1988 |
|
SU1547173A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1989 |
|
SU1695580A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1989 |
|
RU2037360C1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ДВУСТОРОННЕГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ПРЯМОУГОЛЬНЫХ ЗАГОТОВОК | 1990 |
|
RU2022693C1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НАКЛОННОГО ТИПА | 1987 |
|
SU1457273A1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
Изобретение относится к металлургии и может быть использовано на машинах непрерывного литья заготовок горизонтального типа. Торцовая поверхность 4 металлопровода в месте контакта с кристаллизатором 1 выполнена сферической, диаметры поперечного сечения сферы выбраны в соответствии с соотношением 1≅D d, где D и d диаметры большего и меньшего сечений сферы соответственно, а 1 расстояние между ними. 1 ил.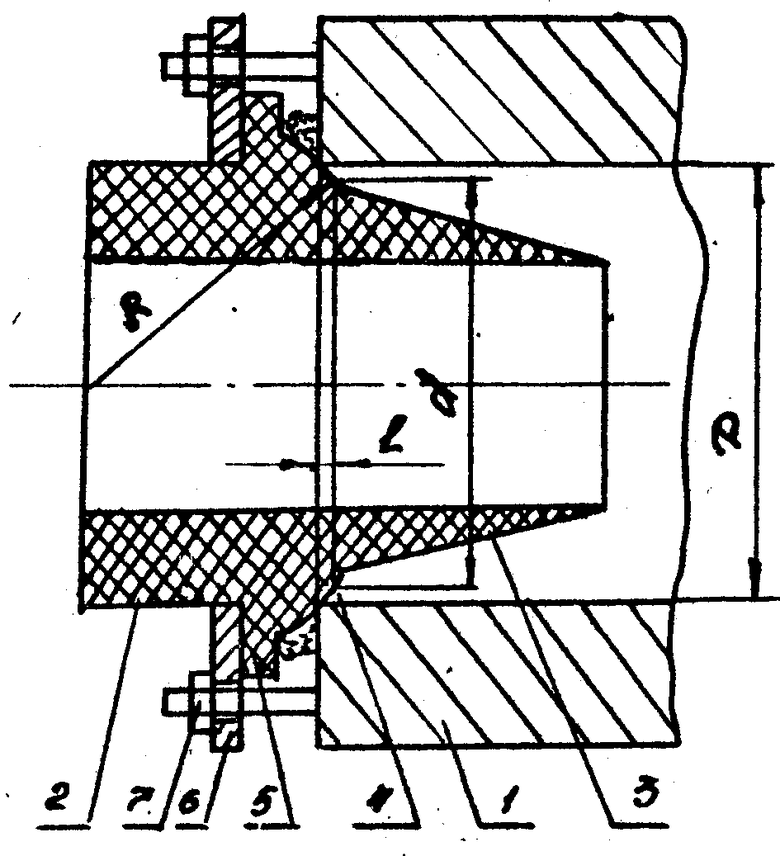
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащее соединенный с металлопроводом кристаллизатор, причем участок металлопровода заглублен в рабочую полость кристаллизатора, отличающееся тем, что, с целью повышения стабильности процесса разливки, эксплуатационной стойкости устройства за счет предотвращения зажима металлопровода при усадке оболочки слитка и повышения герметизации рабочей полости, торцовая поверхность металлопровода в месте контакта с кристаллизатором выполнена сферической, диаметры поперечного сечения которой выбраны в соответствии с соотношением
l ≅ D d,
где D диаметр большего сечения сферы;
d диаметр меньшего сечения сферы;
l расстояние между ними.
| Авторское свидетельство СССР N 1487280, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
