Изобретение относится к металлургии и может быть использовано на машинах непрерывного литья заготовок горизонтального типа.
Целью изобретения является повышение стабильности процесса разливки при любой форме поперечного сечения металлопровода путем предотвращения зажима металлопрвовода в процессе усадки оболочки.
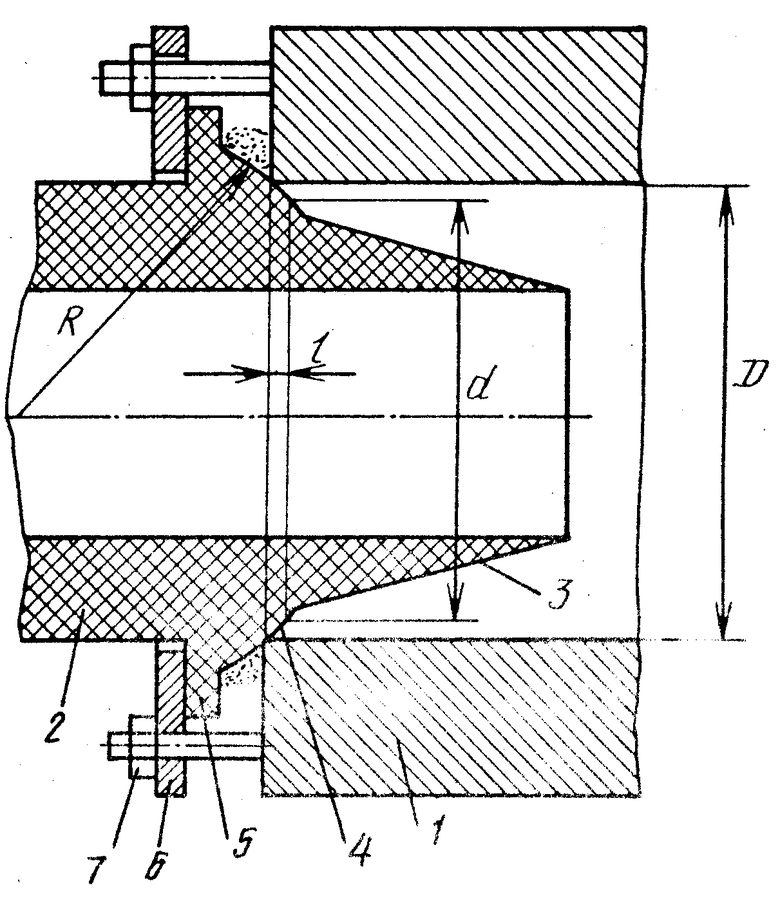
На чертеже представлено устройство, частичный продольный разрез.
Устройство состоит из кристаллизатора 1, в которой вставлен металлопровод 2, имеющий торец 3, выполненный под углом (линейная кривая поверхность), и торец 4, выполненный радиусом с центром на оси (нелинейная кривая поверхность). Металлопровод 2 имеет бурт 5. На металлопровод надето кольцо 6, которое притягивается к кристаллизатору элементами крепления 7 и прижимает металлопровод нелинейной кривой поверхностью (сферой) к кристаллизатору, создавая герметичное соединение.
Пример конкретного исполнения.
Для отливки заготовок диаметром 120 мм, из стали 45, имеющий усадку 2%, изготавливается кристаллизатор с внутренними размерами 120 мм, а металлопровод с расчетным диаметром нелинейной поверхности (сферой) 135 мм (отношение равно двум и соответствует поперечной и продольной усадке). Площадь нелинейной кривой поверхности составляла 0,15 площади рабочего сечения полости кристаллизатора. Конец металлопровода оканчивался нелинейной кривой поверхностью (конусом). Такая конструкция обеспечивает выход годного металла на 80%. При изготовлении нелинейной кривой поверхности (сферы) диаметром 150 мм (2-ой вариант, отношение меньше 2) выход годного металла повышается на 10% по сравнению с первым вариантом. При изготовлении нелинейной кривой поверхности (сферы) диаметром 130 м (3-й вариант, отношение больше 2) выход годного металла снижается на 5% по сравнению с первым вариантом.
Для отливки квадратных заготовок сечением 120х120 мм из стали 45, имеющей усадку 2%, изготовляли кристаллизатор вс внутренними размерами 120х120 мм и закругленными углами по R = 10 мм, а металлопровод с расчетным радиусом нелинейной поверхности 79 мм (отношение, равное двум, что соответствует поперечной и продольной усадки). Площадь нелинейной кривой поверхности составляла 0,17 площади рабочего сечения полости кристаллизатора. Конец металлопровода оканчивается линейной кривой поверхностью. Такая конструкция обеспечивает выход годного 80%.
При изготовлении нелинейной кривой поверхности с радиусом 55 мм (2 вариант, отношение меньше двух), выход годного металла повышается на 10% по сравнению с первым вариантом.
При изготовлении нелинейной кривой поверхности радиусом 65 мм (3-й вариант, отношение больше 2), выход годного металла снижается на 5% по сравнению с первым вариантом.
Работа устройства.
В рабочую полость кристаллизатора 1 на огнеупорной обмазке вставляют нелинейной кривой поверхностью 4, выполненной по образующей с центром радиуса на оси, металлопровод 2 и прижимают к торцевой стенке кристаллизатора через бурт 5 кольцом 6 элементами крепления 7 любой конструкции. При разливке металл через металлопровод поступает в рабочую полость кристаллизатора 1, где образуется оболочка. При вытягивании заготовки оболочка перемещается от торца к выходному концу кристаллизатора. Между оболочкой и металлопроводом образуется пространство, через которое металл поступает в освободившийся объем рабочей полости кристаллизатора, изменяя длину линейной кривой поверхности (конуса) можно регулировать качество металла. Форма кривой линейной кривой поверхности может изменяться вплоть до совпадения со сферой или превращаться в линейную кривую поверхность с обратной вогнутостью.
Металлопровод может быть шамотографитным или из тугоплавкого огнеупора, например, на основе нитритов.
Возможно применение составного металлопровода из различных материалов.
Использование изобретения позволяет улучшить разливаемость и качество металла.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1989 |
|
SU1714858A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1989 |
|
SU1695580A1 |
| Кристаллизатор | 1977 |
|
SU733853A1 |
| Устройство для измерения конусности гильзового кристаллизатора машины непрерывного литья криволинейного типа | 1987 |
|
SU1620205A1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| Способ полунепрерывной разливки металла и установка для его осуществления | 1982 |
|
SU1069933A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ ЗАГОТОВОК | 1988 |
|
SU1547173A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК НАКЛОННОГО ТИПА | 1987 |
|
SU1457273A1 |
| МАШИНА ДЛЯ МНОГОРУЧЬЕВОЙ ПОЛУНЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1980 |
|
SU1042235A1 |
Сущность: устройство для непрерывного литья заготовок содержит кристаллизатор с вмонтированным в него металлопроводом, рабочий торец которого выполнен с криволинейной поверхностью с центром радиуса образующей на оси металлопровода, при этом торец металлопровода контактирует с кристаллизатором по линии, а радиус образующей выбран при отношении разности координат точек пересечения образующей криволинейной поверхности двумя параллельными секущими плоскостями, перпендикулярными к оси, вдоль оси к разности расстояния их от оси D - d/2 меньше двух. 1 ил.
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК, содержащее кристаллизатор с вмонтированным в него металлопроводом, рабочий торец которого выполнен по двум поверхностям, отличающееся тем, что, с целью повышения стабильности процесса разливки при любой форме поперечного сечения металлопровода путем предотвращения зажима металлопровода в процессе усадки, оболочки, рабочий торец металлопровода по периферии выполнен с криволинейной поверхностью, центр радиуса образующей которой расположен на оси металлопровода и контактирует с кристаллизатором по плоской кривой линии, при этом радиус образующей криволинейной поверхности выбран из условия отношения разности координат точек пересечения образующей криволинейной поверхности двумя параллельными секущими плоскостями, перпендикулярными к оси, вдоль оси (I) к разности расстояния их от оси
меньше двух.
| Авторское свидетельство СССР N 1487280, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
