Изобретение относится к металлургии, а именнр к установкам для непрерывной разливки стали.
Цель изобретения - повышение стабильности процесса непрерывной разливки раскисленной алюминием стали.
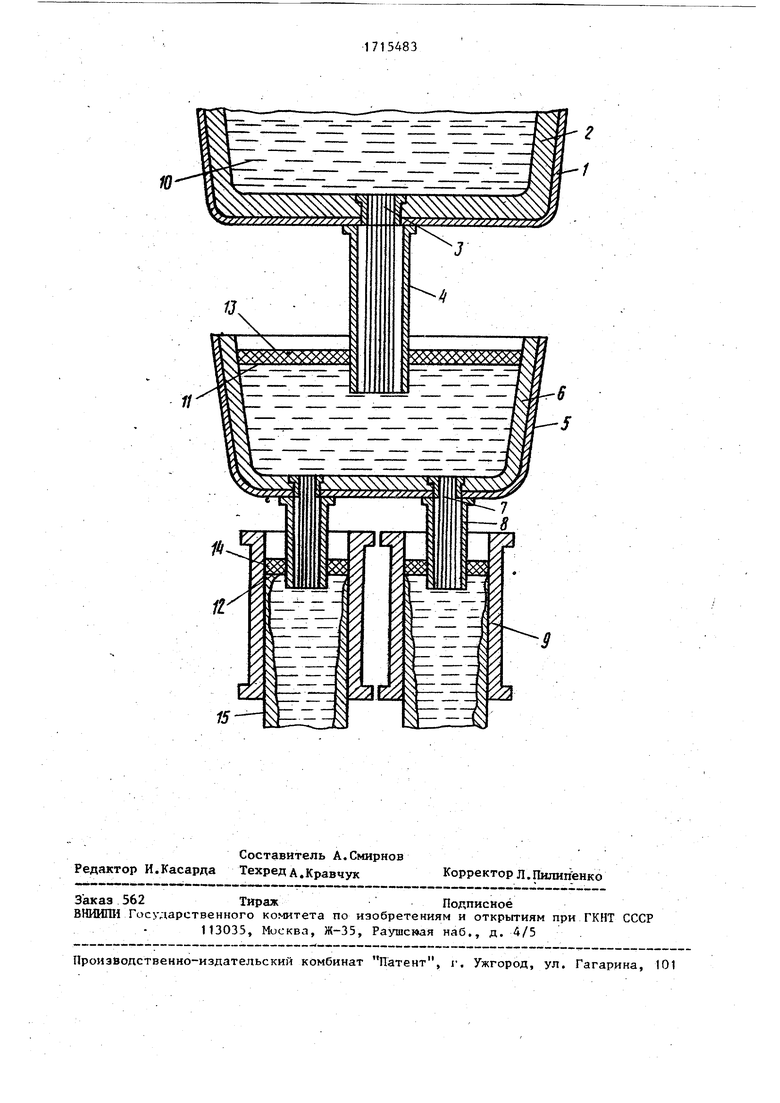
На чертеже показана установка для непрерывной разливки стали, продольный разрез.
Установка для непрерывной разлив- ки металлов состоит из основного ковша 1 с футеровкой 2, разливочного стакана 3, удлиненной огнеупорной трубы 4, промежуточного ковша 5 с футеровкой 6, стакана-дозатора 7, удлиненного стакана 8, кристаллизатора;
9.Позицией 10 обозначен жидкий ме- v талл, 11 и 12 - мениск металла в про-, межуточном ковше и кристаллизаторе соответственно, 13 и 14 - слой шлаковой смеси в промежуточном ковше и кристаллизаторе соответственно, 15 - непрерывнолитой слиток.
Установка для непрерывной разливки стали работает следующим образом.
Пример 1. На установке для непрерывной разливки разливают сталь
10,марки ЬК15 с содержанием алюминия 0,015% из ковша 1 емкостью 150 т в слитки 15 сечением мм со скоростью вытягивания 0,6 м/мин. Сталь разливается из футерованного
сд
4
00. 00
основного ковша 1, футеровка 2 которого выполнена из высокоглиноземистого огнеупорного кирпича с содержанием 80%. Остальное в футеровке составляет Si02.
В днище основного ковша 1 установлен разливочный стакан 3 из магнезита, не содержащего соединений с алюминием. Диаметр канала разливочного стакана 3 составляет 40 мм. К днищу основного ковша 1 прикреплена огнеупорная труба 4 из плавленного кварца, не содержащего алюминия. Диаметр канала огнеупорной трубы 4 составляет 67 мм. При этом отношение внутренних диаметров разливочного стакана 3 в основном ковше 1 и огнеупорной трубы 4 составляет 0,6.
Огнеупорная труба 4 входит в рабочую полость футерованного промежуточного ковша 5 емкостью 25 т под уровень металла 11. Футеровка 6 промежуточного ковша 5 выполнена из высоко- глиноземистого огнеупорного кирпича с содержанием 80%. Остальное в футеровке составляет Si02. В днище промежуточного ковша 5 установлены разливочные стаканы-дозаторы 7, выполненные из цирконографЬта, не содержащего соединений с алюминием. Диаметр стакана-дозатора 7 составляет 20 мм.
К днищу промежуточного ковша 5 прикреплен удлиненный стакан 8, выполненный из плавленого кварца, не содержащего алюминия. Диаметр канала удлиненного стакана 8 составляет 25 мм. При этом отношение внутренних диаметров разливочного стакана-дозатора 7 в промежуточном ковше 5 и удлиненного стакана 8 составляет 0,8.
Удлиненный стакан 8 входит в рабочую полость кристаллизатора 9 под уровень металла 12 в нем. При атом на мениске металла 12 наводится слой пшакообразующей смеси 14 на основе Al Oj-SiO -CaO. Из кристаллизаторов 9 вытягивают слитки 15 со скоростью 0,6 м/мин.
При выполнении футеровки ковшей и разливочных стаканов из указанных материалов, а также при указанном соотношении диаметров каналов разливочных
стаканов и защитных труб не происходит зарастание металлом стаканов, повышается стойкость футеровки ковшей, не происходит ее разрушение и разъедание металлом. При этом снижается
количество неметаллических включений в непрерывнолитых слитках.
Пример 2. На установке Heпрерывной разливки разливают конструкционную сталь 10 марки 35ГС с содержанием алюминия 0,02% из ковша 1 емкостью 150 т в слитки 15 сечением 300 К 360 мм со скоростью вытягивания 0,8 м/мин. Сталь разливается из футерованного основного ковша 1, футеровка 2 которого выполнена из высокоглиноземистого огнеупорного кирпича- с содерханием А120 76%. Остальное в Футеровке составляет SiO.
В днице основного ковша 1 установлен разливочный стакан 3 из магнезита, не содержащего соединений с алюминием. Диаметр канала разливочного
стакана 3 составляет 50 мм. К днищу
основного ковша 1 прикреплена огнеtупорная труба 4 из плавленого кварца,
не содержащего алюминия. Диаметр канала огнеупорной трубы 4 составляет 100 мм. При этом отношение внутренних диаметров разливочного стакана 3 в основном ковше 1 и огнеупорной трубы 4 составляет 0,5.
Огнеупорная труба 4 входит в рабочую полость футерованного промежуточного ковша 5 емкостью 25 т под уровень металла 11. Футеровка 6 промежуточного ковша 5, выполнена из высокоглиноземистого огнеупорного кирпича с содерханием А120ч 76%. Остальное в Аутеровке составляет Si02.
В днище промежуточного ковша 5 установлены разливочные стаканы-дозаторы 7, выполненные из корундографита, не содержащего соединений с алюминием. Диаметр стакана-дозатора 7 составляет 25 мм.
V днищу промежуточного ковша 5 прикреплен удлиненный стакан 8, выполненный из плавленного кварца, не содержащего алюминия. Диаметр канала удлиненного стакана 8 составляет
36 мм. При этом отношение внутренних диаметров разливочного стакана-дозатора 7 в промежуточном ковше 5 и удлиненного стакана 8 составляет 0,7. Удлиненный стакан 8 входит в рабочую
полость кристаллизатора 9 под уровень металла 12 в нем. При этом на мениске металла 12 наводится слой пшакообразующей смеси 14 на основе ). Из кристаллизатора- 9 вытя
517
гивают слитки 15 со скоростью- 0,8 м/мин.
При таком выполнении установки непрерывной разливки металлов не происходит зарастание металлом разливочных стаканов и защитных труб. Футе-л ровка ковшей не разъедается металлом, повышается ее стойкость, уменьшается количество неметаллических включений в металле непрерывнолитых слитков.
Пример 3. На установке непрерывной разливки разливают трубную сталь 10 марки 09ГФБ с содержанием алюминия 0,025% из ковша 1 емкостью 150 т в слитки 15 сечением 300X360 мм со скоростью вытягивания 1,0 м/мин. Сталь разливают из футерованного основного ковша 1, футеровка 2 которого выполнена из высокоглиноземистого огнеупорного кирпича с содержанием
72%. Остальное в футеровке составляет Si02.
В днище основного ковша 1 установлен разливочный стакан 3 из магнезита, не содержащего соединений с алюминием. Диаметр канала разливрчного стакана 3 составляет 60 мм. К днищу основного ковша 1 прикреплена огнеупорная труба 4 из плавленного кварца, не содержащего алюминия. Лиаметр канала огнеупорной трубы 4 составляет 150 мм. При этом отношение внутренних диаметров разливочного стакана 3 основного ковша 1 и огнеупорной трубы 4 составляет 0,4.
Огнеупорная труба 4 входит в рабочую полость йутерованного промежуточного ковша 5 емкостью 25 т под Уровень металла 11. Футеровка 6 промежуточного ковша 5 выполнена из высокр- глиноземистого огнеупорного кирпича, с содержанием 72%. Остальное в футеровке составляет Si02. В днище промежуточного ковша 5 установлены разливочные стаканы-дозаторы 7, выполненные из корундографита, не со- держащего соединений с алюминием. J. Диаметр стакана-дозатора 7 составляет 30 мм.
К днищу промежуточного ковша 5 прикреплен удлиненный стакан 8, выполненный из плавленного кварца, не содержащего алюминия. Диаметр канала удлиненного стакана 8 составляет 50 мм. При этом отношение внутренних диаметров разливочного стакана-дозатора 7 в промежуточном ковше 5 и удлиненного стакана 8 составляет 0,6.
Удлиненный стакан 8 входит в рабочую полость кристаллизатора 9 под уровень металла 12 в нем. При этом на мениске металла 12 наводится слой шлакооб- разующей смеси 14 на основе А120Э- SiOg-CaO,, Из кристаллизатора 9 вытягивается слиток 15 со скоростью 1,0 м/мин.
Во всех примерах уровень металла 11 в промежуточном ковше 5 покрывается слоем шлаковой смеси 13.
Применение установки позволяет стабилизировать процесс непрерывной разливки стали, раскисленной алюмини0
0
ем,
ч
за счет устранения зарастания и закозления каналов разливочных стаканов и защитных труб металлом, а также устранения отложений алюмосиликатов на поверхности футеровки ковшей. Кроме того, повышается стойкость футеровки, снижаются размыв и разъедание футеровки сталью, раскисленной алюминием. При этом уменьшается шла5 кообразование в ковшах, а также снижается количество неметаллических включений в непрерывнолитых слитках.
Использование изобретения позволяет снизить брак слитков по количеству неметаллических включений. Ф ормула изобретения
Установка для непрерывной разливки стали, содержащая футерованные основной и промежуточный ковши и расположенные под ними кристаллизаторы, при
5 этом основной ковш снабжен разливоч-ч ным стаканом в днище и установленной под ним огнеупорной трубой, размещенной в полости промежуточного ковша, промежуточный KOBE снабжен разливоч0 ными стаканами-дозаторами в днище и установленными под ними удлиненными погружными стаканами, а в качестве материала разливочных стаканов и огнеупорной трубы использован плавленый
5 кварц, отличающаяся тем что, с целью повышения стабильности процесса непрерывной разливки раскисленной алюминием стали, футеровка основного и промежуточного ковшей вы0 полнена из высокоглиноземистого материала с содержанием AlgOj в пределах 40-92%, при этом отношение внутренних диаметров разливочного стакана основного ковша и огнеупорной тру-
5 бы составляет 0,4-0,6, а отношение внутренних диаметров стакана-дозатора промежуточного ковша и удлиненного погружного стакана составляет 0,6- 0,8.
15
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 2002 |
|
RU2210457C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1995 |
|
RU2092279C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2002 |
|
RU2218235C2 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1996 |
|
RU2098226C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2067910C1 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066591C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 2005 |
|
RU2296647C2 |
| УСТРОЙСТВО ДЛЯ ПОТОЧНОГО ВАКУУМИРОВАНИЯ МЕТАЛЛА ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 1994 |
|
RU2066592C1 |
| СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1996 |
|
RU2095192C1 |
| СПОСОБ ПОТОЧНОГО ВАКУУМИРОВАНИЯ СТАЛИ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2092271C1 |
Изобретение относится к металлургии, точнее к установкам непрерывной разливки стали. Цель изобретения - повышение стабильности процесса непрерывной разливки раскисленной алюминием стали. Установка состоит из основного ковша с футеровкой, разливочным стаканом и удлиненной огнеупорной трубой. Под основным ковшом расположен промежуточный ковш с футеровкой, стаканами-дозаторами и удлиненными стаканами. Разливочные стаканы и огнеупорная труба выполнены из огнеупорных материалов, например из плавленого кварца. Футеровка ковшей . выполнена из высокоглиноземистых материалов с содержанием А120з в пределах 40-92%. Отношение внутренних диаметров разливочного стакана в основном ковше и огнеупорной трубы составляет 0,4-0,6, а отношение внутренних диаметров стакана-дозатора в промежуточном ковше и удлиненного погружного стакана составляет 0,6-0,8. 1 ил. i (Л с
| Огнеупоры для МНЛЗ | |||
| - Труды конференции | |||
| Перевод с немецкого | |||
| И.: Металлургия, 1986, с | |||
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
