Изобретение относится к черной металлургии и может быть использовано в непрерывной разливке металлов нескольких плавок при последовательной замене разливочных ковшей методом "плавка на плавку" с применением промежуточного ковша с разделительными перегородками.
Известен способ непрерывной разливки металлов через промежуточный ковш с разделительными перегородками, снабженными отверстиями для поступления металла из центральной зоны в крайние, с наведением на поверхности металла слоя защитного шлака, пат. РФ. 1560375, В 22 D 11/00, 1990 г.
Такая схема разливки способствует повышению качества металла, однако в процессе разливок нескольких плавок на один промковш происходит значительное накопление оксидов, например оксидов алюминия, в шлаке центральной зоны промковша, что существенно снижает ассимилирующую способность шлака. Качество металла снижается. Кроме того, такой шлак твердеет с образованием твердой прочной корки, препятствующей нормальной работе стопоров и перемещению защитной трубы при открывании и закрывании шиберного затвора, что приводит к нарушению нормальной технологии разливки.
Известен также способ непрерывной разливки металлов с последовательной сменой нескольких разливочных ковшей методом "плавка на плавку" через один промежуточный ковш с перегородками и с введением на мениск металла шлаковой смеси, см. пат. РФ. N8 2109593, В 22 D 11/00, 1998 г.
При данном способе разливки также происходит накопление оксидов в центральной зоне промковша, что резко снижает ассимилирующую способность шлака. Кроме того, в зазорах между стенками промковша и перегородками происходит накопление насыщенного оксидами шлака, который в месте с металлом перетекают из центральной зоны в крайние, что существенно снижает эффективность влияния перегородок на очищение металла от оксидов.
Прототипом изобретения является способ непрерывной разливки металлов, включающий подачу струи металла из разливочного ковша в центральную часть рабочей полости промежуточного ковша на его футерованное днище под уровень, разделение рабочей полости промежуточного ковша на отдельные сообщающиеся между собой - центральную и две крайние - зоны при помощи перегородок, транспортировку металла из одной зоны в другую посредством перелива через торцы перегородок, подачу металла далее из промежуточного ковша под уровень в кристаллизаторы через разливочные стаканы, вытягивание из кристаллизаторов непрерывнолитых слитков, подачу на мениски металла в промежуточном ковше заранее расплавленной шлаковой смеси системы СаО-Аl2О3-CaF2 и в кристаллизаторы расплавленной или насыпной смеси системы СаО-SiO2-Аl2О3 и их периодическое возобновление, см. пат. РФ. 2043842, В 22 D 11/00, 1995 г., Б.И. 26.
В этом способе удаление неметаллических включений из относительно тонкого слоя металла происходит на всем его пути под шлаком до оси разливочного стакана.
Недостатком такого способа является снижение эффективности очищения металла от неметаллических включений вследствие насыщения ими покровного шлака во всех зонах промковша. Указанный недостаток усугубляется, когда после насыщения шлака промковша оксидами алюминия до 30% и более шлак застывает в виде прочной толстой корки - "крыши" и не позволяет начать очередную разливку с введением струи металла из разливочного ковша на новое неразмытое "бойное" место футеровки днища промковша. Это затрудняет обслуживание промковша, работу его стопоров (на стопорах нарастает толстый твердый шлаковый рант) и нарушает стабильность технологии разливки. Снижается выход годных слитков и их качество. Кроме того, из-за необходимости предварительного расплавления шлакообразующей смеси вследствие высокого содержания в ней оксидов алюминия и введение шлаковой смеси в жидком виде повышает трудоемкость технологии непрерывной разливки. Состав исходной шлаковой смеси, вводимой в промковш, из-за значительного содержания оксидов алюминия имеет высокие температуру плавления и вязкость, которые существенно повышаются при поступлении таких же оксидов алюминия из разливаемого металла в шлаковый расплав в течение разливки всех плавок. В результате резко снижаются ассимилирующие свойства такого шлака, соответственно увеличивается содержание оксидных включений в металле и снижается его качество. Введение струи металла из разливочного ковша при разливки последующих плавок на одно и тоже "бойное" место футеровки днища промковша, ускоряет износ этой части футеровки днища и приводит к преждевременной замене промковша. Указанные недостатки приводят к увеличению количество "поясов" и браку слитков, выход годного металла и стабильность технологии разливки снижаются.
Задачей, решаемой изобретением, является повышение выхода годных слитков и их качества, а также увеличение количества непрерывно отливаемых плавок через один промковш и повышение стабильности непрерывной разливки.
Решение указанной задачи осуществлено за счет того, что способ непрерывной разливки металлов, включающий подачу струи металла из разливочного ковша в промежуточный ковш, разделенный перегородками на сообщающиеся между собой центральную и крайние зоны, снабженные разливочными стаканами, подачу металла через разливочные стаканы из промежуточного ковша под уровень в кристаллизаторы, согласно изобретению, последовательно производят непрерывную разливку металла нескольких плавок через промежуточный ковш и далее без перерыва струи металла в кристаллизаторы, причем после разливки каждой плавки струю металла из разливочного ковша поочередно смещают от поперечной оси промежуточного ковша на величину, составляющую до трех ее диаметров, а уровень металла со шлаком в промежуточном ковше поддерживают не выше верхнего края перегородок и не ниже верхних отверстий в перегородках. Кроме того, шлаковый расплав в промежуточном ковше поддерживают в жидком состоянии, систематически подавая шлакообразующую смесь системы СаО-SiO2-CaF2 c основностью 1,4-1,7.
Технический эффект при использовании заявленного способа заключается в повышении стабильности технологии непрерывной разливки и повышении выхода годных слитков и их качества, а также в увеличении количества непрерывно отливаемых плавок через один промковш.
Изобретения поясняется схемой устройства для осуществления способа непрерывной разливки металлов.
Способ реализуется следующим образом.
Устройство, реализующее способ, состоит из разливочного ковша 1 с защитной погружной трубой 2, промежуточного ковша 3, стопоров 4, вертикальных перегородок 5 с отверстиями 6, разливочных стаканов 7, удлиненных погружных стаканов 8, кристаллизаторов 9. Позицией 10 обозначен непрерывнолитый слиток, 11 - утолщенная центральная часть -"бойное" место ковша, 12 - слой шлакообразующей смеси со шлаком в промковше 3, 13 - слой шлакообразующей смеси со шлаком в кристаллизаторе 9; 14, 15 соответственно - центральная зона и крайняя зоны промежуточного ковша 3.
При непрерывной разливке металла в промежуточный ковш подают несколько последовательных плавок, которые без перерыва струи металла направляют в кристаллизаторы. Место введения струи металла из разливочного ковша в центральную зону на футеровку днища промежуточного ковша поочередно меняют после разливки каждой очередной плавки с величиной смещения струи металла от поперечной оси промежуточного ковша на два-три ее диаметра, снижая этим размывание футеровки днища и продлевая его кампанию. При величине смещения струи металла более трех ее диаметров образуется значительная неразмытая зона "бойного" места, что приводит к излишней турбулизации расплава металла, а также к необходимости в увеличении размеров "бойного" места с соответствующим расходом огнеупоров на футеровку днища и снижению емкости центральной зоны промковша. Оптимальная величина смещения струи металла составляет не более трех диаметров струи.
Предпочтительно поддерживать уровень металла со шлаком в промежуточном ковше не выше верхнего края перегородок и не ниже верхних отверстий в перегородках, что предотвращает переливание насыщенных окислами металла и шлака из центральной зоны в крайние и предотвращает оксидное загрязнение металла в крайних зонах, соответственно предотвращается насыщение этими оксидами шлака в крайних зонах, что повышает качество слитков.
Целесообразно поддерживать шлаковый расплав в промежуточном ковше в жидком состоянии, систематически подавая свежие порции шлакообразующей смеси системы СаО3-SiO2-CaF2, для предотвращения образования твердой шлаковой корки - "крыши", препятствующей перемещению защитной трубы со струeй металла из разливочного ковша, и улучшения ассимилирующей способности жидкого шлака. Это снижает содержание неметаллических включений в отлитых слитках, а также стабилизирует технологию разливки. Целесообразно также вводить в кристаллизаторы шлаковую смесь системы СаО-SiО2- CaF2-Na2O с основностью 0,8-1,2. Кроме того, при изготовлении шлаковых смесей системы СаО-SiO2-CaF2 необходимо применять чистые по отношению к Аl2О3 ингредиенты. Это обеспечивает повышенную ассимилирующую способность шлаков из таких систем по сравнению со шлаками из известных смесей системы СаО-SiO2-Аl2О3 или СаО-Аl2О3-CaF2 с большим исходным содержанием оксидов алюминия (в прототипе смеси, вводимые в промковш, содержат 25-35% Аl2О3).
Примеры осуществления способа
Сталь марки 08Ю выплавляли в 375-тонном конвертере, сливали в разливочный ковш емкостью 375 т и доводили до требуемого химического состава на агрегате доводки стали. В отделении непрерывной разливки к разливному ковшу 1 подсоединяли защитную погружную трубу 2 и устанавливали ковш над центральной частью 14 промежуточного ковша 3 емкостью до 40 т со смещением от его поперечной оси.
В начале разливки металл из разливочного ковша попадает в центральную зону 14, из которой он через отверстия 6 в перегородках 5 попадает в крайние зоны 15 и далее через разливочные 7 и удлиненные погружные стаканы 8 - в кристаллизаторы 9. Из кристаллизаторов 9 непрерывно вытягивают слитки 10.
На мениск - поверхность металла в промежуточном ковше 3 - подают шлакообразующую смесь 12 системы СаО-SiO2-CaF2. По мере проплавления насыпанного слоя смеси периодически проводят ее подсыпку. В кристаллизаторы 9 аналогичным образом подают смесь системы СаО-SiO2-CaF2-Na2O.
При разливке плавок металла основная часть оксидных включений всплывает в шлаковый расплав центральной зоны 14 промковша 3. Количество оксидов алюминия может достигать 50% и более. Оставшаяся в металле меньшая часть включений ассимилируется шлаковым расплавом в крайних зонах 15 промковша, концентрация оксидов алюминия доходит до 30%.
Эксперименты показали, что для поддержания шлака в жидком состоянии при содержании оксидов алюминия до 30% необходимо использовать шлакообразующую смесь системы СаО-SiO2-CaF2 с основностью 1,4, например, следующего состава: углерод до 8%, фтор до 8%.
При использовании смеси с основностью менее 1,4 ранее образовавшаяся шлаковая корка - "крыша" не растворяется и постепенно утолщается, что нарушает возможность перемещения защитной трубы на стальковше.
В случае увеличения содержания оксидов алюминия в шлаках промковша до 50% и более для предотвращения образования корки - "крыши" необходимо применять смесь с основностью 1,7, при такой основности смеси начинается некоторое растворение футеровки промковша. При большей ее основности происходит заметное растворение футеровки промковша. При основности смеси меньше 1,7 (например, 1,4) существенно увеличивается длительность растворения корки - "крыши", а это влияет на стабильность процесса непрерывной разливки и выполнение технологических операций по смене стальковша. Кроме того, снижается ассимилирующая способность затвердевающего шлака промковша.
Оптимальная величина основности смеси составляет 1,55, при которой отсутствуют разъедание футеровки промковша и образование корки - "крыши".
При систематическом поддержании шлакового расплава в промковше в жидком состоянии происходит активная ассимиляция всплывающих оксидных включений в течение непрерывной разливки всех плавок.
Из-за отсутствия твердой шлаковой корки "крыши" разливку очередной плавки начинают на новую неразмытую (если это вторая по счету плавка) центральную часть футеровки днища промковша или на менее размытую часть на последующих плавках (то есть место введения струи металла из разливочного ковша поочередно меняют), что позволяет продлить кампанию и снизить количество замен промковша. Это дает возможность далее осуществлять разливку методом "плавка на плавку", вследствие чего увеличивается выход и качество годных слитков. Стабилизируется технология непрерывной разливки.
Границы величины поочередного смещения струи от поперечной оси промковша при разливке плавок определили следующим образом.
При разливке металла из 370-тонного сталеразливочного ковша через защитную погружную трубу с внутренним диаметром до 100 мм пятно (в виде воронки) размывания огнеупорной футеровки днища промковша от такой струи достигает 300 мм. При величине смещения струи в полтора ее диаметра происходило существенное размывание ранее уже образовавшейся воронки. При величине смещения струи в два ее диаметра происходило лишь частичное попадание и размывание только верхнего края ранее образовавшейся воронки. При величине смещения струи в два с половиной ее диаметра отсутствует попадание струи на прежде размытый участок. При величине смещения струи в три ее диаметра между пятнами размывания появляется незначительный неразмытый участок днища промковша. При величине смещения струи более трех ее диаметров (например, 3,5) неразмытый участок существенно увеличивается, что нерационально.
Таким образом, оптимальная величина смещения струи металла составляет ее диаметра.
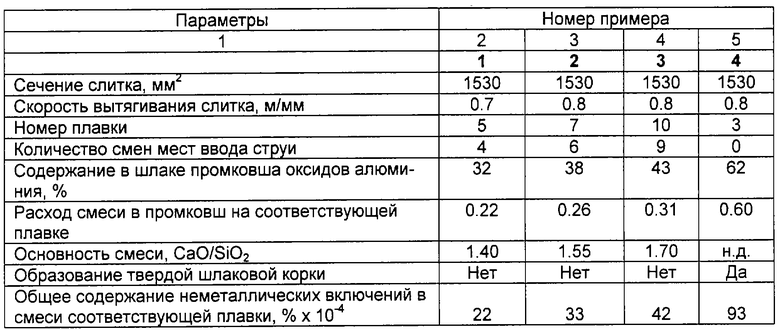
В таблице приведены данные сравнительных испытаний и примеры осуществления способа непрерывной разливки плавок с различными технологическими параметрами.
Из таблицы видно, что предложенный способ непрерывной разливки металла позволяет увеличить количество разливаемых плавок через один промковш с трех плавок (известный способ) до десяти плавок, что обеспечено систематическим поддержанием шлака промковша в жидкоподвижном состоянии и поочередным перемещением места введения струи металла на бойной части промковша после разливки каждой плавки, т.к. футеровка днища размывается после разливки одной плавки на 0,4-0,5 толщины кирпича, что при толщине бойной части в 4-5 кирпичей, позволяет безопасно разливать непрерывно до десяти плавок из 370-тонных сталеразливочных ковшей.
Во всех трех примерах разливки металла по заявленному способу шлак в промковше оставался в жидкоподвижном состоянии. Перемещение струи производили после разливки каждой очередной плавки. Разливку металла производили таким образом, чтобы уровень металла со шлаком был не выше верхнего края перегородок и не ниже верхних отверстий в перегородках для предотвращения попадания шлака из центральной зоны в крайние и поддержание за счет этого ассимилирующей способности шлака крайних зон.
В четвертом примере (разливка по прототипу) твердая шлаковая корка - "крыша" образовалась уже на первой плавке. Перемещения струи металла не производили. "Крыша" образовалась вследствие высокого начального содержания в смеси оксидов алюминия и последующего их прихода и накопления из металла трех плавок. Это происходило даже при повышенном расходе смеси (по прототипу расход составил 0,6 кг/т); "бойная" часть футеровки промковша оказалась полностью размытой. Загрязненность металла оксидными включениями оказалась в несколько раз выше у металла, отлитого по известному способу, а количество годных слитков снизилось на 3,62% по сравнению с заявленным способом.
Таким образом, применение предлагаемого способа позволяет повысить эффективность удаления из металла неметаллических включений, повысить выход годных слитков за счет возможности разливать увеличенное количество плавок металла методом "плавка на плавку" и стабилизировать технологию непрерывной разливки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОМЕЖУТОЧНЫЙ КОВШ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2001 |
|
RU2185261C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ ЗАЩИТЫ МЕТАЛЛА В ПРОМЕЖУТОЧНОМ КОВШЕ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ | 2000 |
|
RU2174893C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2003 |
|
RU2238820C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ МЕТАЛЛА В ПРОМЕЖУТОЧНОМ КОВШЕ И КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 2005 |
|
RU2311258C2 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2008 |
|
RU2371280C1 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ ТЕПЛОИЗОЛЯЦИИ МЕТАЛЛА В ПРОМЕЖУТОЧНОМ КОВШЕ | 2005 |
|
RU2311987C2 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ | 2009 |
|
RU2378085C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| ТЕПЛОИЗОЛИРУЮЩАЯ ШЛАКООБРАЗУЮЩАЯ СМЕСЬ | 2008 |
|
RU2380194C2 |
| ШЛАКООБРАЗУЮЩАЯ СМЕСЬ ДЛЯ ЗАЩИТЫ ПОВЕРХНОСТИ МЕТАЛЛА В ПРОМЕЖУТОЧНОМ КОВШЕ И КРИСТАЛЛИЗАТОРЕ ПРИ НЕПРЕРЫВНОЙ РАЗЛИВКЕ СТАЛИ | 2007 |
|
RU2352434C2 |
Изобретение относится к черной металлургии и может быть использовано при непрерывной разливке методом "плавка на плавку". Способ включает подачу струи металла из разливочного ковша в промежуточный ковш, разделенный перегородками на центральную и крайние зоны. Зоны сообщаются между собой через отверстия в перегородках. Из крайних зон металл через разливочные стаканы без перерыва струи поступает под уровень в кристаллизаторы. Место введения струи в центральную зону промежуточного ковша поочередно меняют после разливки каждой очередной плавки. Струю смещают от поперечной оси ковша на 2-3 ее диаметра. Тем самым снижается размывание футеровки днища ковша. Уровень металла в промежуточном ковше поддерживают не выше верхнего края перегородок и не ниже верхних отверстий в перегородках. Это предотвращает переливание насыщенных окислами металла и шлака из центральной зоны в крайние и оксидное загрязнение металла в крайних зонах. Обеспечивается повышение выхода годного, их качество. Увеличивается количество плавок через один промежуточный ковш. 1 з.п. ф-лы, 1 табл.
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1980 |
|
SU1025486A1 |
| WO 9506534 A1, 09.03.1995 | |||
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2109593C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1993 |
|
RU2043842C1 |
| Промежуточный ковш двухручьевой машины непрерывного литья заготовок | 1991 |
|
SU1790468A3 |
