Изобретение относится к литейному производству и может быть использовано для изготовления центробежным способом полых изделий, например, бандажей, полых прокатных валков и т.д.
Цель изобретения - уменьшение припусков на обработку внутренней поверхности отливки.
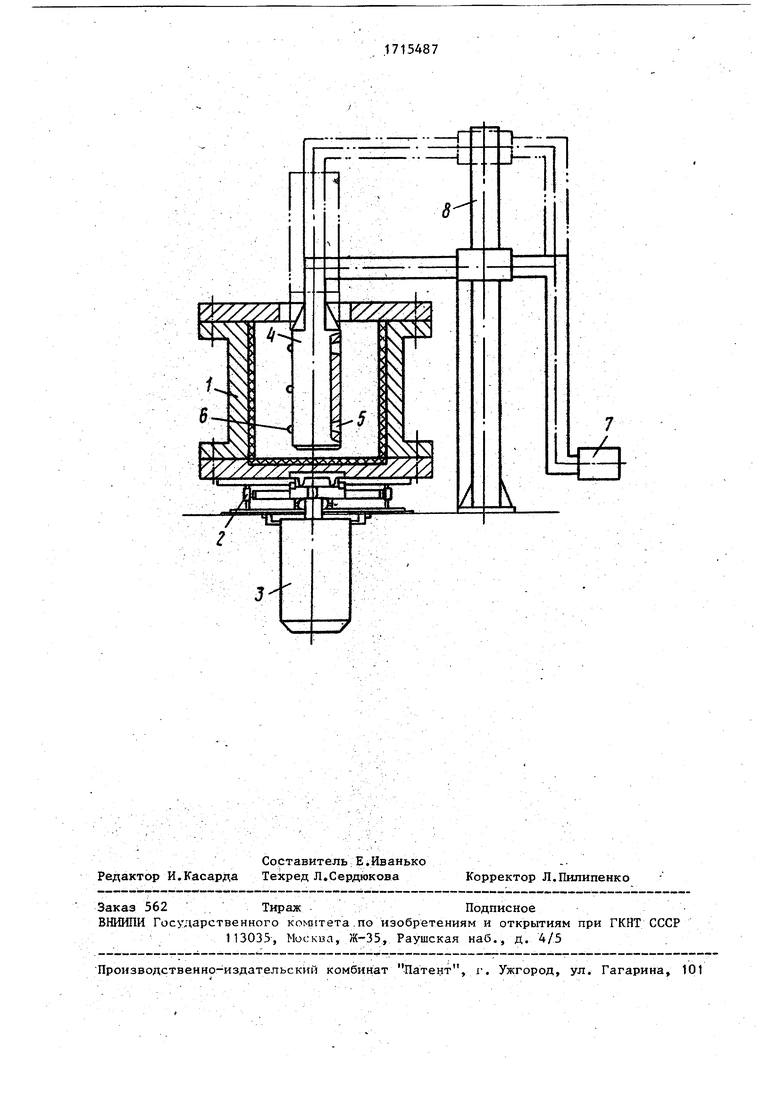
На чертеже представлена схема осуществления способа.
Устройство содержит изложницу 1, установленную на опоре 2, которая соединена с приводом 3 вращения изложницы, устройство для йагрева внутренней поверхности отливки в процессе ее кристаллизации, выполненное в виде фурмы 4 с соплами 5 для подвода энергоносителя. На корпусе фурмы 4 закреплены датчики 6 для замера температуры отливки, связанные с системой 7 автоматического регулирования подачи энергоносителя. Устройство для Нагрева внутренней поверхности отливки закреплено на опорной раме 8. с возможностью ввода в изложницу 1 и перемещения вдоль ее оси.
сд
Ј
00
1
Устройство, осуществляющее способ работает следующим образом
В процессе кристаллизации металла во вращающейся с помощью привода 3 . изложнице 1 производят замеры температуры внутренней поверхности -отливк по ее высоте с помощью датчиков 6. При достижении на внутренних зонах отливки, прилегающих к торцам излож- ницы, температурыликвидус, включается система 7 автоматического регулирования подачи энергоносителя. Через сопла 5- подается энергоноситель и производится нагрев отливки, прилегающей к торцам изложницы, до температуры, равной температуре-центральной зоны внутренней .поверхности отливки.. С помощью системы 7 регулирования количества подаваемого энергоносителя поддерживают равной температуру .всех,зон внутренней поверхности отливки до момента охлаждения центральной зоны до температуры солидус i
Градиент температур при этом ро всех сечениях направлен радиально, а. зона кристаллизации представляет в любой момент,времени цилиндрическую поверхность. Затем отливку охлаждают в нормальных условиях и извлекают из формыk
Полученная отливка не имеет усадочных раковин на внутренней поверхности и равномерна по толщине. Таким образом припуски на механообработку
минимальные;
,
1715487
Формул
изобретения
1.Способ центробежного литья полых отливок, включающий заливку жидкого металла во вращающуюся форму с последующей кристаллизацией в процессе вращения, о т л и ч а ю щи и С я тем, что, с целью уменьшения припусков на обработку внутренней поверхности отливки, в период охлаждения металла от температуры ликвидус до температуры солидус прилегающую к торцу внутреннюю поверхность отливки нагревают до температуры, равной температуре внутренней поверхности центральной зоны отливки.
2.Устройство для центробежного литья полых отливок, содержащее опорную раму, изложницу и привод ее вращения, о т л и ч а ющ ее с я тем, что, с целью уменьшения припусков на обработку внутренней поверхности отливки, оно снабжено устройством для нагрева внутренней поверхности отливки в виде фурмы с соплами для подвода энергоносителя, на корпусе которой закреплены датчики для замера температуры отливки по ее длине, связанные с автоматической системой регулирования расхода энергоносителя, при этом фурма закреплена на опорной раме с возможностью ввода в изложни- - цу и перемещения вдоль оси ее вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ МАССИВНЫХ БИМЕТАЛЛИЧЕСКИХ ВАЛКОВ СО СПЛОШНЫМ СЕЧЕНИЕМ | 2007 |
|
RU2338623C1 |
| СПОСОБ ГОМОГЕНИЗАЦИИ РАСПЛАВОВ ПУТЕМ ЦИКЛИЧЕСКИХ ФАЗОВЫХ ПРЕОБРАЗОВАНИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2393941C1 |
| Способ биметаллического литья | 1978 |
|
SU789227A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МНОГОСЛОЙНЫХ ЗАГОТОВОК ДЛЯ КОРПУСОВ ТРАНСПОРТНО-УПАКОВОЧНЫХ КОМПЛЕКТОВ (ТУК) ДЛЯ ПЕРЕВОЗКИ И ХРАНЕНИЯ ОТРАБОТАВШЕГО ЯДЕРНОГО ТОПЛИВА (ОЯТ) ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ (ВЧШГ) И МОНОЛИТНАЯ ОТЛИВКА КОРПУСА ТУК, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2011 |
|
RU2464124C1 |
| Способ центробежного литья массивных отливок | 1989 |
|
SU1715485A1 |
| Способ производства толстостенных центробежнолитых трубных заготовок | 2024 |
|
RU2840420C1 |
| Способ очистки алюминия и его сплавов от интерметаллидов и иных неметаллических включений | 2019 |
|
RU2731948C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ЧУГУННЫХ БИМЕТАЛЛИЧЕСКИХ ЗАГОТОВОК С ОСЕВОЙ ПОЛОСТЬЮ | 2007 |
|
RU2343040C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ДЛИННОМЕРНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ТРУБ | 2009 |
|
RU2388575C1 |
| Способ центробежного литья поршневых колец и форма для его осуществления | 1989 |
|
SU1694334A1 |
Изобретение относится:к литейному производству и может быть использовано для изготовления центробежным способом полых отливок. Цель изобретения - уменьшение припусков на обработку внутренней поверхности отливки, достигается тем, что в период охлаж- дения металла от температуры ликвидус до температуры солидус прилегающую к торцу внутреннюю поверхность отливки, нагревают до температуры равной температуре внутренней поверхности центральной зоны отливки. Для этого устройство для центробежного литья снабжают устройством для нагревания внутренней поверхности отливки, выполненным в виде фурмы с соплами для подво- (Да энергоносителя, на корпусе которой закреплены датчики для замера температуры связанные с системой расхода энергоносителя. Применение способа и устройства позволяет создавать условие кристаллизации отливки, которое исключает дефекты усадочного характера, что позволяет уменьшить припуски на механическую обработку. 2 с.п. ф-лы, 1 ил.
| Способ центробежного литья полых отливок в стационарных формах и устройство для его осуществления | 1981 |
|
SU980941A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| KtoHH С.Б; и др ЦентрЬбежное литье | |||
| М-.: Машиностроение, 1972, с | |||
| Станок для изготовления из дерева круглых палочек | 1915 |
|
SU207A1 |
