ного из-за расхода металла на литниковую систему и ирибыли.
Для поставленной задачи согласно способу центробежного литья полых отливок в стационарных формах, включающему заливку расплава и воздействие на него силового центробежного поля, заливаемый расплав до его поступления в форму подвергают центрифугированию в литниковой системе, причем угловую частот вращения слоев расплава в форме уменьшают в направлении от внутреннегч) к наружному слою по закону
CJ 0/0 К5 ,
где (Jo - угловая частота вращения внутреннего слоя расплава; w -угловая частота вращения с.юя расплава, расположенного на расстоянии & от наружной поверхности стержня; к - коэффициент.
Известно также устройство для пент)()бежного литья, которое содержит изложницу, стержень, в котором сифонная .литниковая система в виде усеченного полого конуса, расширяюн1егося книзу, расположена в стержне и снабжена калиброванным кольцевым отверстием для унравления скоростью заливки 3.
Недостатком указанного устройства является то, что для вращения из-ложницы необходимы громоздкие п дорогостоящие машины. Кроме того, кристаллизация расплава протекает в практически безградиеитном силовом центробежном поле, вследствие чего слабо проявляется эффект центрифугирования, а наличие нераздельного стержня затрудняет извлечение отливки из формы и удорожает продукцию.
Целью изобретения является у.лучн1ение качества отливок и повьинение производительности труда.
Поставленная цель достигается тем, что устройство для центробежного литья полых отливок и стационарных формах, содержащее форму, заливочную воронку, стержни, образующие между собой литниковые каналы, снабжено приводом для вращения центрального стержня и подщипником, причем на этом стержне выполнены рассекатели и он установлен на подшипнике с рзозможностью вращения относительно формы.
Кроме того, в нижней части формы выполнено кольцеобразное углубление, заполненное неспекающи.мся иорошко.м, а на стержне соответственно - кольцеобразный выступ.
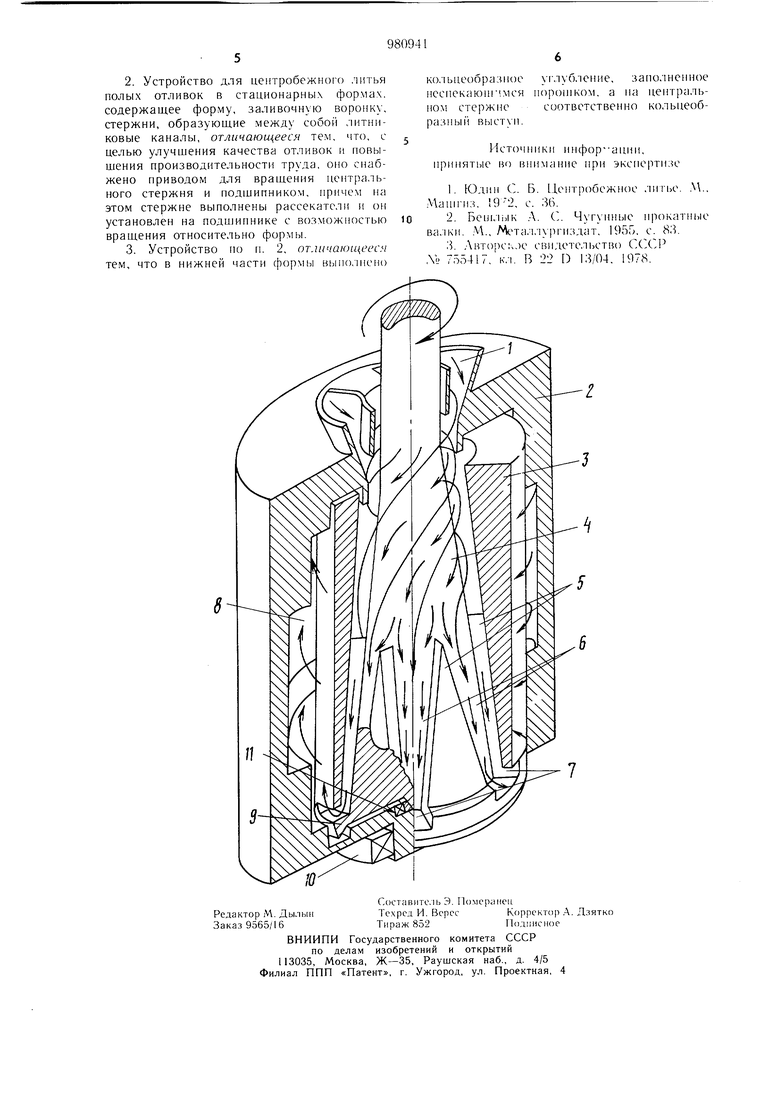
На чертеже изображено устройство, общий вид.
Устройство состоит из заливочной воронки I, формы 2, стержней 3 и 4 с рассекателями 5, закрепленных в подщипниках, между которыми образованы литниковые каналы 6 и 7 для подачи расплава в полость 8 формы, затворов 9, роликов 10, подщицников I п механизма вращения стержней.
Устройство работает следующи.м образом.
Pacri.iaB подается в заливочную воронку I, откуда от стекает на поверхность вращающегося стержня 4. Под действием гравитационных и центробежных сил расн.лав, находящийся в литниковых каналах 6,
вовлекается во вращение и перемещается в нижнюю часть литниковой системы, где гюток разделяется на части с помощью рассекате.лей 5. Рассекатели предотвращают пр(хка;1ьз1 1ва|ще расп.лава по OTHonjeнию к поверхности вращающихся стержней
вследствие чего угловая частота вращения расплава становится равной угловой частоте вращения стержня. Затем через каналы 7 расплав поступает в рабочую полость 8 стационарной формы 2.
/Для предотвращения вытекания расплава из формы в нижней части ее иредусмотреп затвор, выполненный в виде ко.льцеобразног(; угмубления, заполненного огнеупорным iiopoHJKOM 9. Крломе того, с целью сохранения возможности вран1ения стержпей в случае прихвата их формой при затвepдeвafiии раснлава, форма установлена на ролики 10.
П с пользование нредлагаемого устройства обеспечивает уменьиление массы вращающихся частей, вследствие чего снижается расходуемая .мощность, обеспечивается формирование плотной отливки с однородными свойствами в условиях большой угловой частоты вращения внутренних слоев. При это.м также существенно умепьц ается окислепие составляющих сплава. Все это способствует улучщению качества отливок и повышению производительности труда и обеспечивает экономический эффект 8,0 .млн. руб. в год.
40
Формула изобретения
-/.Способ центробежного литья полых отливок в стационарных формах, включающий заливку расплава в форму с воздействием на него силового центробежного поля, отличающийся тем, что, с целью улучшения качества отливок и повышения производительности труда, заливаемый расплав до его поступления в форму подвергают центрифугированию в литниковой системе, причем 0 угловую частоту вращения слоев расплава в форме уменьщают в направлении от внутреннего к наружному слою по закону
о; cJo - Кб ,
где Ц, -угловая частота вращения внутреннего слоя расплава;
5cJ -угловая частота вращения слоя
расплава, расположенного на расстоянии 6 от наружной поверхности стержня; К -коэффициент.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ центробежного литья и установка для его осуществления | 1982 |
|
SU1061920A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАСОННЫХ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284244C2 |
| Коллектор литниковой системы для центробежного литья | 1978 |
|
SU772697A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ЛИТЬЕМ ПО УДАЛЯЕМЫМ МОДЕЛЯМ | 2006 |
|
RU2314892C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ФАСОННОГО ЛИТЬЯ С ВЕРТИКАЛЬНОЙ ОСЬЮ ВРАЩЕНИЯ | 2014 |
|
RU2570138C1 |
| ЛИТНИКОВАЯ СИСТЕМА ДЛЯ ЦЕНТРОБЕЖНОГО ЛИТЬЯ СЛОЖНОПРОФИЛЬНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2009007C1 |
| Центробежная форма для продольной подпитки отливок | 1981 |
|
SU959913A1 |
| Устройство для заливки центробежных форм | 1981 |
|
SU986585A1 |
| Заливочное устройство центробежной машины | 1977 |
|
SU674823A1 |
| ЛИТЕЙНАЯ ФОРМА ДЛЯ ЦЕНТРОБЕЖНОЙ ЗАЛИВКИ КРУПНОГАБАРИТНЫХ ФАСОННЫХ ОТЛИВОК СЛОЖНОЙ ФОРМЫ ИЗ ЖАРОПРОЧНЫХ И ХИМИЧЕСКИ АКТИВНЫХ СПЛАВОВ | 2014 |
|
RU2585604C1 |
