Изобретение относится к электровакуумной технике и радиоэлектронике, а именно к способам газонаполнения и герметизации электровакуумных приборов (ЭВП).
Целью изобретения является уменьшение габаритов оболочки ЭВП и повышение надежности герметизации за счет выполнения соосно газонапускному отверстию теплоизолирующей канавки и выбором диаметра луча лазера.
На фиг. 1 показана часть оболочки ЭВП с выполненными в ней газонапускным отверстием и теплоизолирующей канавкой; на фиг. 2 вакуумная камера с размещенной в ней оболочкой ЭВП.
Способ осуществляется следующим образом.
Предварительно в оболочке 1 ЭВП выполняют газонапускное отверстие и соосно ему теплоизолирующую канавку 2, конструктивные размеры которых определяются диаметром луча лазера и материалом оболочки.
Теплоизолирующая канавка необходима для обеспечения условий расплавления материала буртика 3, ограничивающего канавку, энергией лазерного луча и исключения образования трещин. При лазерной сварке металлов, а особенно обладающих высокой теплопроводностью и низкой температурой плавления (например, алюминиевые сплавы), возникает вероятность образования трещин в сварном соединении. Это вызвано существенным тепловым расширением материала при нагреве лазерным лучом и резкой усадкой при охлаждении. Для исключения вероятности растрескивания сварного соединения необходимо обеспечить наиболее медленный теплоотвод от места сварки. Реализация этого условия обеспечивается выполнением теплоотсекающей канавки соосно газонапускному отверстию. Максимальную глубину Lмакс проплавления буртика 3, ограничивающего канавку 2, и глубину h канавки выбирают из соотношений
Lмакс

h 1,5Lмакс, где rо радиус активного пятна луча лазера, мм;
Тк температура кипения материала оболочки, оС;
Тпл температура плавления материала оболочки оС.
Минимальная глубина h определяется из следующих соображений. При производстве корпусов радиоэлектронной аппаратуры применяют алюминиевые сплавы, титан, ковар, которые отличаются друг от друга своими физическими характеристиками, температурами плавления и кипения, коэффициентом светового отражения.
При герметизации вследствие неодинаковости теплофизических свойств применяемых материалов в них образуются различные по глубине зоны воздействия лазерного луча. Зона воздействия состоит из двух частей зоны проплавления и расположенной под ней зоны термического влияния, в которой материал претерпевает структурные изменения.
Для получения качественной герметизации напускного отверстия, исключения образования трещин, вызываемых усадкой металла, зону воздействия необходимо отнести от основной массы металла. Исходя из этого, глубина h должна быть не менее зоны воздействия лазерного луча, т. е. не менее величины, определяемой суммой зон проплавления и термического влияния.
Обычно толщина зоны термического влияния лежит в пределах 0,2-0,5 от величины зоны проплавления. Внутренний диаметр d канавки выбирается равным диаметру активного пятна луча лазера, что необходимо для обеспечения условий герметизации отверстия подачей одного сварочного импульса. Если внутренний диаметр d канавки больше диаметра активного пятна, то возникает необходимость в подаче нескольких сварочных импульсов, перекрывающихся между собой, что снижает технологичность способа.
Пример конкретного выполнения.
По данному способу в оболочке из алюминиевого сплава АМГ-6 выполняли газонапускное отверстие диаметром 0,5 мм, соосно отверстию теплоизолирующую канавку с внутренним диаметром d 1 мм и буртик высотой h 1,5 мм.
Процесс газонаполнения и герметизации оболочки ЭВП осуществлялся в вакуумной камере 4 (см. фиг. 2) с помощью установки "Квант-16" с радиусом активного пятна луча лазера rо 0,5 мм.
Предварительный расчет показал, что максимальная глубина Lмакс проплавления составляла 0,85 мм, при этом высота патрубка должна быть не менее 1,3 мм.
После газонаполнения и герметизации оценивали герметичность оболочки ЭПВ. Степень натекания составила
7×10-6
Преимущества данного способа определяются повышением герметизации и уменьшением габаритов оболочек ЭВП, так как данный способ обеспечивает отсутствие выступающих частей на оболочке ЭВП, что исключает возможное механическое повреждение оболочки ЭВП при транспортировке и эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГЕРМЕТИЗАЦИИ ОТКАЧНЫХ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 1991 |
|
RU2069916C1 |
| ГЕРМЕТИЗИРУЕМЫЙ ГАЗОНАПУСКНОЙ УЗЕЛ | 1991 |
|
RU2050623C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАКУУМНОГО ПРИБОРА, КОРПУС ВАКУУМНОГО ПРИБОРА И ВАКУУМНАЯ КАМЕРА | 2014 |
|
RU2558380C1 |
| СПОСОБ ОКОНЧАТЕЛЬНОЙ ГЕРМЕТИЗАЦИИ МИКРОУЗЛА | 2013 |
|
RU2547842C1 |
| Способ заварки ножек электровакуумных приборов | 1990 |
|
SU1715719A1 |
| СПОСОБ СОВМЕСТНОЙ ПРОШИВКИ ДВОЙНЫХ СЕТОЧНЫХ СТРУКТУР МЕТОДОМ ЛАЗЕРНОЙ АБЛЯЦИИ | 2024 |
|
RU2831606C1 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ СТЫКОВЫХ СОЕДИНЕНИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2014 |
|
RU2572671C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГАЗОНАПОЛНЕННОГО ТЕПЛОВЫДЕЛЯЮЩЕГ ЭЛЕМЕНТА | 2013 |
|
RU2513036C1 |
| СПОСОБ ГАЗОЛАЗЕРНОЙ РЕЗКИ МАТЕРИАЛОВ И УСТАНОВКА ДЛЯ ГАЗОЛАЗЕРНОЙ РЕЗКИ | 2011 |
|
RU2466842C1 |
| Отсечной клапан | 1990 |
|
SU1762335A1 |

Изобретение относится к электровакуумной технике и может быть использовано при герметизации оболочки электровакуумного прибора (ЭВП). Цель изобретения уменьшение габаритов оболочки ЭВП и повышение надежности герметизации достигается тем, что при герметизации оболочки ЭВП соосно откачному отверстию на наружной поверхности оболочки выполняют теплоизолирующую канавку 2, глубина которой и максимальная глубина проплавления буртика 3, ограничивающего канавку, выбирают из математического соотношения, приведенного в описании изобретения. Способ реализован в устройстве. 2 ил.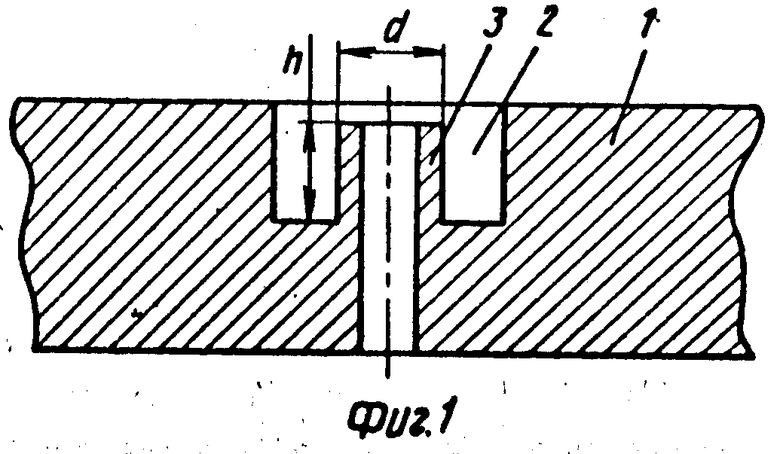
СПОСОБ ГЕРМЕТИЗАЦИИ ОБОЛОЧЕК ЭЛЕКТРОВАКУУМНОГО ПРИБОРА, включающий размещение оболочки в вакуумной камере, откачку оболочки, наполнение рабочим газом и герметизацию откачного отверстия лучом лазера, отличающийся тем, что, с целью уменьшения габаритов оболочки и повышения надежности герметизации, предварительно соосно откачному отверстию на наружной поверхности оболочки выполняют теплоизолирующую канавку, глубину которой и максимальную глубину Lмакс проплавления буртика, ограничивающего канавку, выбирают из соотношений
h 1,5 Lмакс,
где r0 радиус луча лазера, мм;
Tк температура кипения материала оболочки, oС;
Tпл температура плавления материала оболочки, oС,
а диаметр активного пятна лазера выбирают равным внутреннему диаметру канавки.
| Прессформа открытого типа для прессования автомотопокрышек | 1937 |
|
SU55416A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
