W
fe
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения футеровки вращающейся печи | 1986 |
|
SU1432324A1 |
| Способ упрощения футеровки вращающейся печи | 1985 |
|
SU1308814A1 |
| Способ упрочнения футеровки вращающейся печи | 1983 |
|
SU1113646A1 |
| Способ упрочнения футеровки вращающейся печи | 1983 |
|
SU1138630A1 |
| Способ упрочнения футеровки вращающейся печи | 1986 |
|
SU1350460A1 |
| СПОСОБ НАНЕСЕНИЯ ОБМАЗКИ НА ФУТЕРОВКУ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1993 |
|
RU2075711C1 |
| Способ упрочнения футеровки вращающейся печи | 1983 |
|
SU1143959A1 |
| ОГНЕУПОРНАЯ ЗАПРАВОЧНАЯ МАССА | 2022 |
|
RU2805678C1 |
| КОНСТРУКЦИЯ ТЕПЛОИЗОЛЯЦИИ МЕТАЛЛИЧЕСКИХ ТРУБ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2269715C1 |
| Футеровка вращающейся печи | 1984 |
|
SU1290048A1 |
Изобретение относится к области теплотехники, точнее к увеличению срока службы обжиговых печей, и может быть использовано для повышения срока службы футеровки вращающихся печей при наплавлении гар- нисажного слоя. Целью изобретения является повышение .прочности и увеличение срока службы футеровки. Способ упрочнения футеровки вращающейся печи отличается применением для нанесения гарнисажного слоя окалины прокатных станов металлургических предприятий. Окалина вводится в печь при температуре отходящих из печи газов 1120-1170°С. 1 табл.
Изобретение относится к теплотехнике и может быть использовано для повышения срока эксплуатации футеровок вращающихся печей при наплавлении защитного покрытия.
Цель изобретения - повышение прочности и увеличение срока службы футеровки.
Способ упрочнения футеровки вращающейся печи путем наплавления защитного слоя металлосодержащим компонентом при непрерывной его подаче в пустую вращающуюся печь включает подачу в печь сухой прокатной окалины, а наплавление гарнисажного слоя осуществляется при температуре отходящих из печи газов 1120-1170°С.
Прокатная окалина является отходом производства и образуется при прокатке слитков на заготовку и заготовок на сорт
(круг, уголки, швеллер, балка, проволока и др. металлопродукция).
Окалина имеет следующий гранулометрический состав, %: фракции 0-3 мм 15-28; фракции 3-15 мм 12-18; фракции 15-18 мм 20-24 и фракции свыше 24 мм - остальное и характеризуется содержанием компонентов по химическому составу, %: Рвоб 66,0- 73,7; FeO 23,5-30,1; МпО 2,1-3,0; Si02 0,4-0,9; 0,02-0,07; S 0,07-0,12; P20s 0,2-0,7 (Fe06 РеаОз + РезОз).
Сущность способа заключается в следующем.
Окалина прокатных станов представляет собой железосодержащий материал, состоящий, в основном, из окислов двух-, трех- и четырехвалентного железа. Сумма остальных окислов незначительна. Это элементы, присутствующие в стали (кремний, маргаONГО 00
нец, сера, фосфор и др.), а также цветные примеси (медь, хром, никель и др.). Защитный слой, образуемый из окалины, вязкий и жидкотекучий. Он проникает в поры огнеупорных изделий, образуя с ним химическую связь. Связь с огнеупором очень высока и выше связи элементарных частиц в хромитовом огнеупоре, даже в периклазо- углеродистом. Гарнисажный слой из окалины не трескается, не скалывается и не отслаивается от огнеупорного кирпича, что позволяет довести период межремонтной работы печи до 10-11 мес против 3-5 мес по обычной технологии.
П р и м е р. В пустую промышленную вращающуюся печь длиной 75 и диаметром 3,6 м при температуре отходящих газов 1160°С непрерывно вводят прокатную окалину со скоростью 15-18 т/ч. В результате вращения печи при данной температуре окалина в жидком состоянии равномерно распределяется по поверхности футеровки. После образования защитного слоя из расплава окалины толщиной 50-70 мм по всей длине печи подачу ее прекращают, снижают температуру отходящих газов до 500-550°С и еще вращают печь в течение 2,5 ч, что обеспечивает отверждение защитного слоя. Затем повышают температуру отходящих газов рабочего состояния 840-890°С и загружают обжигаемый материал.
0
5
0
5
0
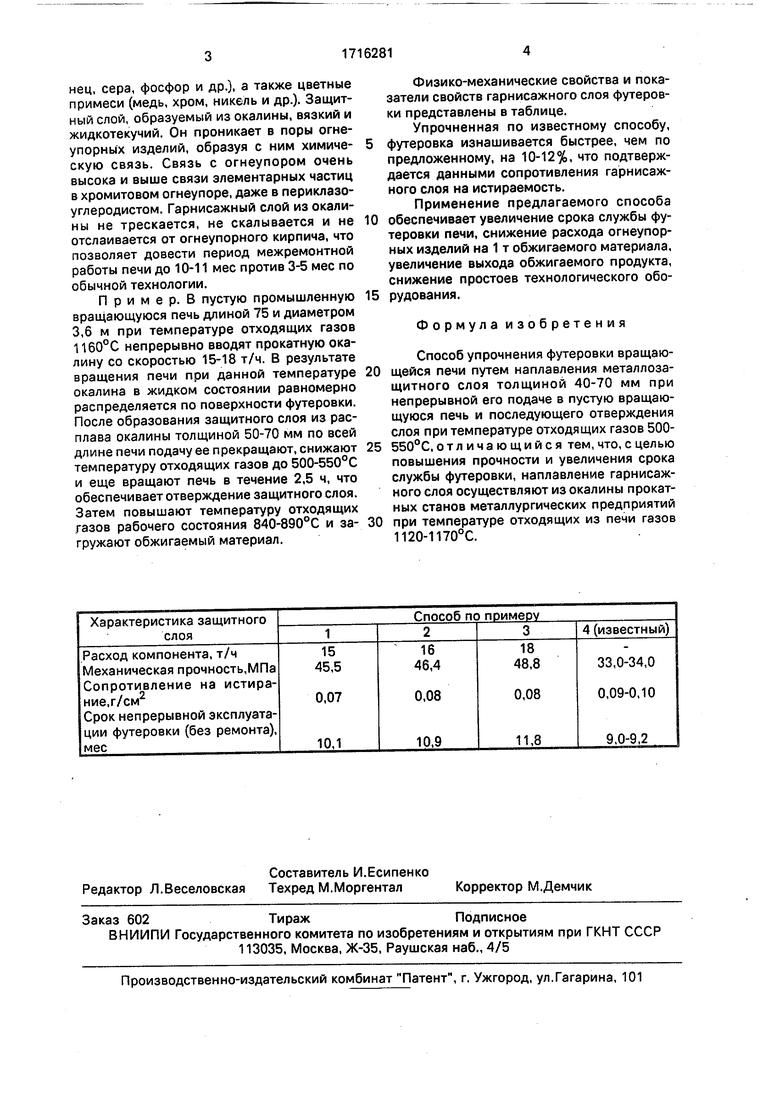
Физико-механические свойства и показатели свойств гарнисажного слоя футеровки представлены в таблице.
Упрочненная по известному способу, футеровка изнашивается быстрее, чем по предложенному, на 10-12%, что подтверждается данными сопротивления гарнисажного слоя на истираемость.
Применение предлагаемого способа обеспечивает увеличение срока службы футеровки печи, снижение расхода огнеупорных изделий на 1 т обжигаемого материала, увеличение выхода обжигаемого продукта, снижение простоев технологического оборудования.
Формула изобретения
Способ упрочнения футеровки вращающейся печи путем наплавления металлоза- щитного слоя толщиной 40-70 мм при непрерывной его подаче в пустую вращающуюся печь и последующего отверждения слоя при температуре отходящих газов 500- 550°С, отличающийся тем, что, с целью повышения прочности и увеличения срока службы футеровки, наплавление гарнисажного слоя осуществляют из окалины прокатных станов металлургических предприятий при температуре отходящих из печи газов 1120-1170°С.
| Способ упрочнения футеровки вращающейся печи | 1986 |
|
SU1350460A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ упрощения футеровки вращающейся печи | 1985 |
|
SU1308814A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
