4 С/Э СО
сд
со Изобретение относится к области защиты футеровки вращающихся печей , используемых для обжига сыпучих материалов , например известняка или доломита, и может быть использовано в черной и цветной металлургии и промышленности строительных материалов. Известен способ обжига порошковых материалов, включающий образование на футеровке печи защитного слоя из окисных пленок жаростойких и коррозионностойких материалов р . Наиболее близким к изобретению по технической сущности и достигаемому результату является способ упрочнения футеровки вращакицейся печи, включающий наплавление силикатного гарнисажного слоя из сидерита,который является разновидностью железной руды, с примесью карбонатов магния и кальция 12 . Недостаткамиизвестного способа являются повышенная истираемость футеровки с защитнь1м слоем, что требуе постоянной подачи железной руды для наращивания гарнисажа, а его взаимодействие с обжигаемым материалов (добавкой магнезита) обуславливает разрыхление слоя и как следствие низ кие прочностные свойства, что небла- гоприятно влияет на эксплуатационную надежность футеровки по числу термосмен,iКроме того, известный способ требует повышенного расхода наплавляемо го компонента. Цель изобретения - повышение стой кости футеровки на истирание и повы шение ее эксплуатационной надежности Поставленная цель достигается тем что согласно способу упрочнения футеровки вращаимдейся печи, включающему наплавление силикатного гарнисажного слоя из смеси железной рУДЫ и известняка, последний вводят в смесь в количестве 60-90 мас.%, а гарнисажный слой наплавляют при тем пературе отходящих газов 1050-1100 Пример. В предварительно разогретую пустую вращающуюся промышленную печь длиной 75 м при температуре отходящих газов непрерывно подают смесь, состоящую из 70% известняка и 30% железной руды, по 10 т в час до образования силикатного гарнисажного слоя по всей длине печи толщиной 40-70 мл. После этого прекращают подачу смеси, снижают температуру отходящих газов до и продолжают вращать печь еще в течение двух часов для закрепления гарнисажного слоя. Затем поднимают температуру отходящих газов до и начинают загрузку обжигаемого ма териала, например доломита. При снижении температуры отходящих газов при направлении гарнисажного слоя менее повьшается вязкость силикатного расплава и снижается интенсивность плавления смеси, что затрудняет процесс наплавления гарнисажного слоя до требуемой толщины 40-70 мм, а с превышением температуры отходящих газов свыше 1100°G образующийся силикатный расплав переходит в жидкотекучее состояние, что приводит к утончению гарнисажного слоя и вытеканию расплава из печи. Наиболее благоприятные условия для наплавления гарнисажного слоя обеспечиваются при . температуре отходящих газов 1050IIOO C. Использование в составе наплавляемой смеси известняка в количестве 60-90 мас.% обеспечивает наилучшие показатели свойств гарнисажного слоя на истираемость, которая характеризуется значением 0,160,24 г/см , что благоприятно влияет на повышение эксплуатационной надежности из-за увеличения числа термосмен до 65-72. В известном способе футеровка характеризуется количеством тер осмен только 47 и более низкими показателями защитного слоя на истираемость, составляющими 0,35-0,41 г/см . В таблице представлены результаты испытаний известного и предлагаемого способов.
Уменьшение количества известняка в наплавляемой смеси менее 60 мас.% нецелесообразно, поскольку снижаются прочностные свойства rapнисажного слоя, в результате чего уменьшается стсМкость на истирание, а с увеличением количества известняка CBUiie 90 мас.% пошвоается тугоплавкость смеси, что требует повыоенных затрат на ее расплавление.
ПредлагаемкМ способ может найти применение в металлургии и других отраслях, в частнЪсти для защиты фу теровсж вращающейся печи при обжиге абразивных сыпучих материалов.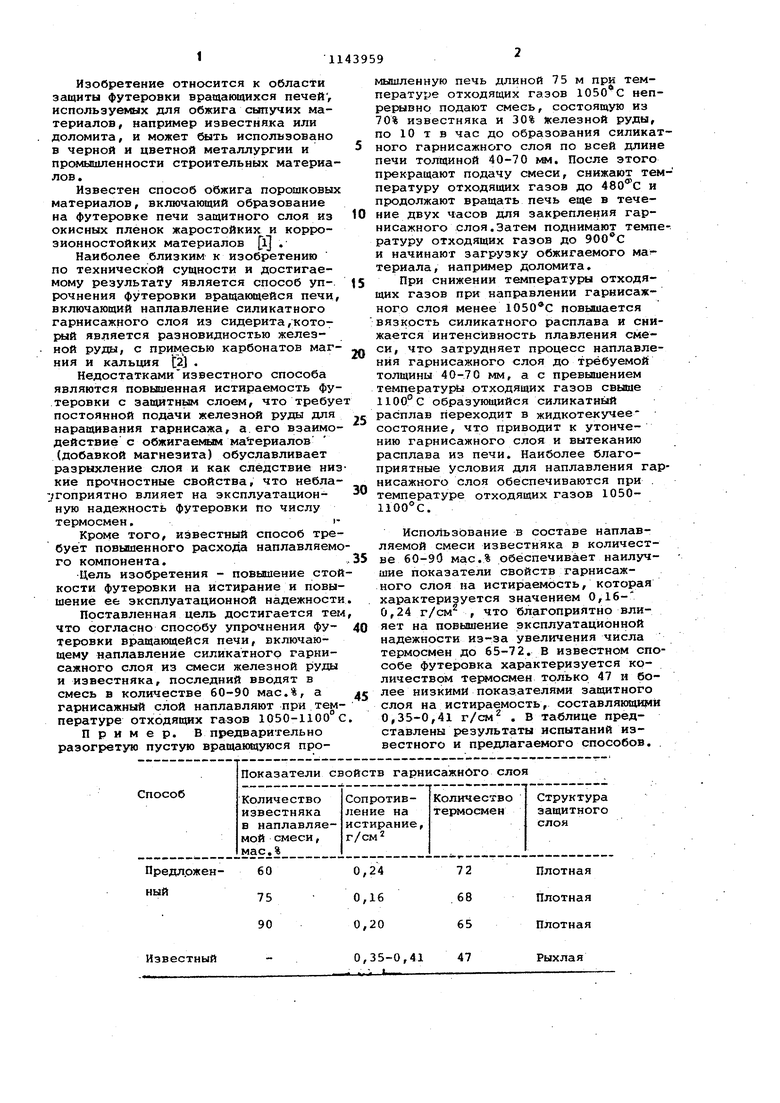
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения футеровки вращающейся печи | 1983 |
|
SU1113646A1 |
| Способ упрочнения футеровки вращающейся печи | 1986 |
|
SU1350460A1 |
| Способ упрочнения футеровки вращающейся печи | 1983 |
|
SU1138630A1 |
| СПОСОБ НАНЕСЕНИЯ ОБМАЗКИ НА ФУТЕРОВКУ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1993 |
|
RU2075711C1 |
| МЕТАЛЛУРГИЧЕСКИЙ ФЛЮС И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2547379C1 |
| Способ упрочнения футеровки вращающейся печи | 1986 |
|
SU1432324A1 |
| Способ получения и состав белитового клинкера | 2020 |
|
RU2736592C1 |
| Способ получения цемента на белитовом клинкере и полученный на его основе медленноотвердеющий цемент | 2020 |
|
RU2736594C1 |
| МАГНЕЗИАЛЬНЫЙ ФЛЮС ДЛЯ СТАЛЕПЛАВИЛЬНОГО ПРОИЗВОДСТВА И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2001 |
|
RU2205232C1 |
| МОДИФИКАТОР МАГНЕЗИАЛЬНОГО СОСТАВА ДЛЯ КОНВЕРТЕРНОГО ШЛАКА И СПОСОБ МОДИФИЦИРОВАНИЯ КОНВЕРТЕРНОГО ШЛАКА | 2009 |
|
RU2404262C1 |
СПОСОБ УПРОЧНЕНИЯ ФУТЕРОВКИ ВРАЩАЮЩЕЙСЯ ПЕЧИ, включающий наплавленне силикатного гариисажного слоя из смеси железной руды и известняка, о т л и ч а ю щ и и с я тем, что, с целью повышения стойкости футеровки на истирание и повышение ее эксплуатационной надежности, известняк водят в сял&сь в количестве 60 - . 90 мас.%, гарнисажный слой наплавляют прН температуре отходяошх газов 1050-1100 С.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обжига огнеупорного порошка | 1981 |
|
SU951047A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
