Изобретение относится к теплотехнике и может быть использовано при наплавлении гарнисажного защитного слоя из металлосодержащего компонента на поверхности футеровок вращающейся печи.
Цель изобретения - повышение стойкости футеровки на истирание и увеличение срока службы.
Способ упрочнения футеровки вращающейся печи путем наплавления защитного слоя металлосодержащим компонентом при непрерьшной его подаче в пустую вращающуюся печь включает подачу в печь железорудного офлюсованного агломерата, а наплавление защитного слоя осуществляется при температуре отходящих из печи газов I000-1050°С.
Железорудный офлюсованный, агломерат является щихтой для выплавки чугуна в доменной печи. Агломерат имеет гранулометрический состав,%: фракции 0-5 мм - от 12 до 24, фракции 5-18 мм - от 18 до 22 и фракции свьше 18 мм - остальное и характеризуется следующим содержанием компонентов по химическому составу,%: 52-59; FeO 9-10; Fe jQj62,8- 66,4, СаО 5-12; MgO 1 ,0-4,0, , 1,0-1,8, SiO, 8,6-9,0 ; MnO 0,1-0,9; () 0,3-0,5-, SO 3 0,04-0,05 и C020,4-0,6.
Пример. В пустую вращающуюс печь длиной 75 м при температуре отходящих газов 1000-1050 С непрерывн вводят железорудный офлюсованный агломерат. В результате вращения печи при данной температуре железорудный офлюсованный агломерат равномерно распределяется по поверхности футеровки. После образования гарнисажного слоя из расплава агломерата тощиной 50-70 мм по всей длине печи подачу агломерата прекращают, снижают температуру отходящих газов д(3 500-550 С и вращают печь еще 2 ч, что обеспечивает отверждение гарни- сажного слоя. Затем повышают температуру отходящих газов до рлбочего состояния 850 С и загружают обжигаемый материал.
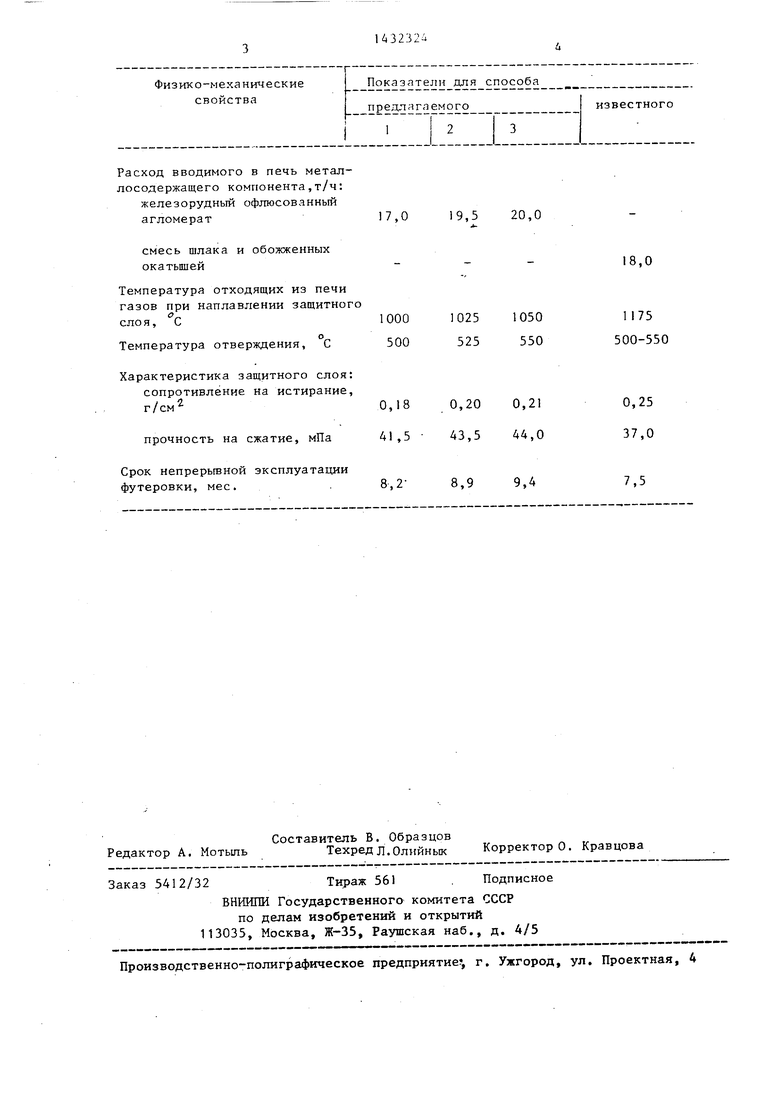
Физико-механические свойства и
показатели свойств гарнисажного слоя футеровки представлены в таблице. Содержащаяся в железорудном офлюсованном агломерате смесь концентрата и кусковой руды с отходами металлургического производства - колошниковой пылью, окалиной и шламом и охлаждаемого расплава оказывает положительное влияние на улучшение физико-механических свойств защитного слоя футеровки. I
Предлагаемый способ может быть зффективно использован для увеличения срока службы футеровки печи, снижения расхода огнеупорных изделий
на 1 т обжигаемого материала, снижения простоев технологического оборудования, связанных с ремонтом футеровки печи, и получения при этом
дополнительного продукта обжига.
Формула изобрет.ения
Способ упрочнения футеровки вращающейся печи путем наплавления металлосодержащего защитного слоя при непрерьшной его подаче в пустую вращающуюся печь и последующего отверждения слоя при температуре отходящих газов 500-550°С, о т л и чающийся тем, что, с целью повьщ1ения стойкости футеровки на истирание и увеличения срока службы, наплавление защитного слоя осуществляют из железорудного офлюсованного агломерата при температуре отходящих из печи газов 1000-1050 С.
Расход вводимого в печь метал- лосодержащего компонента,т/ч:
железорудный офлюсованный
агломерат
смесь шлака и обожженных окатышей
Температура отходящих из печи газов при наплавлении защитного
7,0
19,5 20,0
18,0
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения футеровки вращающейся печи | 1989 |
|
SU1716281A1 |
| Способ упрочнения футеровки вращающейся печи | 1983 |
|
SU1113646A1 |
| Способ упрочнения футеровки вращающейся печи | 1983 |
|
SU1138630A1 |
| Способ упрощения футеровки вращающейся печи | 1985 |
|
SU1308814A1 |
| Способ упрочнения футеровки вращающейся печи | 1986 |
|
SU1350460A1 |
| Способ упрочнения футеровки вращающейся печи | 1983 |
|
SU1143959A1 |
| СПОСОБ СОЗДАНИЯ ЗАЩИТНОГО ГАРНИСАЖА НА ФУТЕРОВКЕ ГОРНА И ЛЕЩАДИ ДОМЕННОЙ ПЕЧИ | 2005 |
|
RU2291199C1 |
| Футеровка вращающейся печи | 1984 |
|
SU1270520A1 |
| Огнеупорный состав для защиты футеровки преимущественно при производстве флюсов во вращающейся печи | 1980 |
|
SU933243A1 |
| СПОСОБ НАНЕСЕНИЯ ОБМАЗКИ НА ФУТЕРОВКУ ВРАЩАЮЩЕЙСЯ ПЕЧИ | 1993 |
|
RU2075711C1 |
Изобретение относится к теплотехнике и может быть использовано при наплавлении гарнисажного слоя из металлосодержащего компонента на поверхности футеровок вращающихся печей. Для повышения стойкости футеровки на истирание и увеличения срока ее службы в пустую вращающуюся печь подают железорудный офлюсованный агломерат, а наплавление защитного слоя осуществляют при температуре отходящих из печи газов 1000- 1050 С. Футеровка с защитным слоем характеризуется сопротивлением на истирание 0,18-0,21 г/см, прочностью слоя на сжатие 41,5-44,0 МПа и сроком непрерывной эксплуатации до 8,2-9,4 мес. 1 табл. о (Л
| Авторское свидетельство СССР № 1045705, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Авторское свидетельство СССР № 1362204, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
