Изобретение относится- к промышленности стройматериалов, в частности к области изготовления гнутого стекла, и может быть использовано в стекольной промышленности при получении изделий со сложной кривизной поверхности типа светофильтров, предназначенных для применения в самолетостроении.
Цель изобретения - повышение качества изделий со сложной кривизной поверхности по оптическим и геометрическим показателям за счет синхронного взаимодействия механизма одновременного дугообразного поворота концевых секций с вертикальным перемещением формующего
элемента и регулирования давления, прилагаемого на изгибаемую стеклозаготовку.
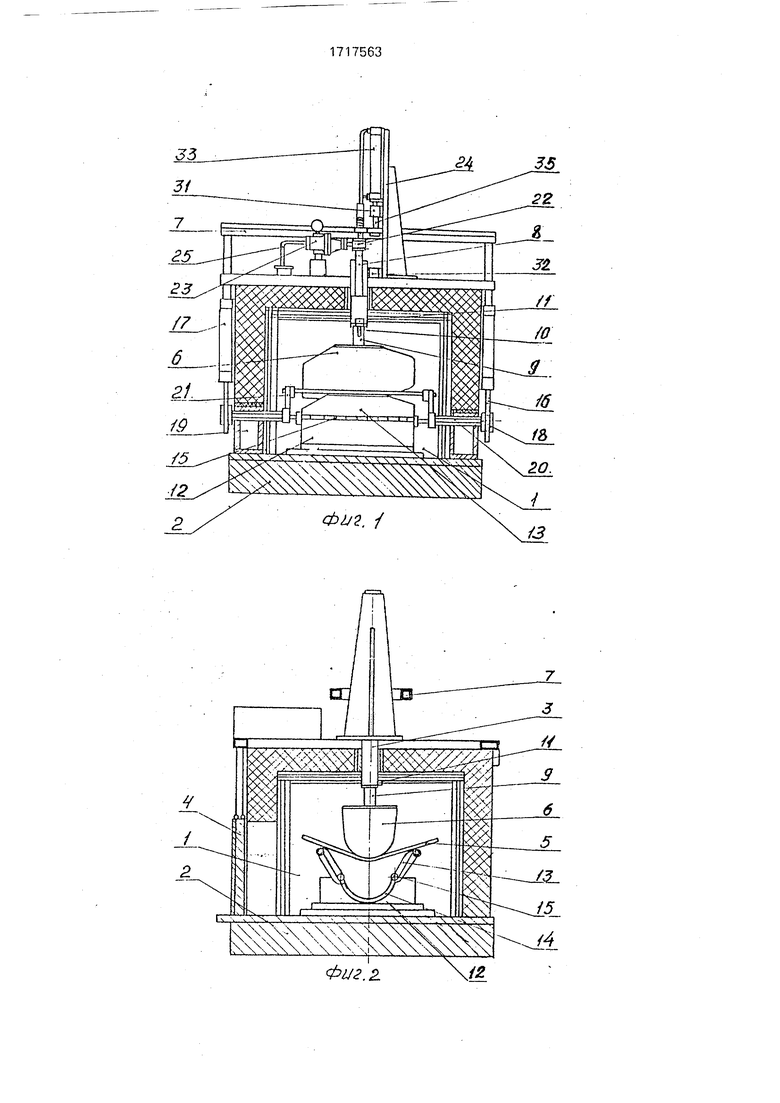
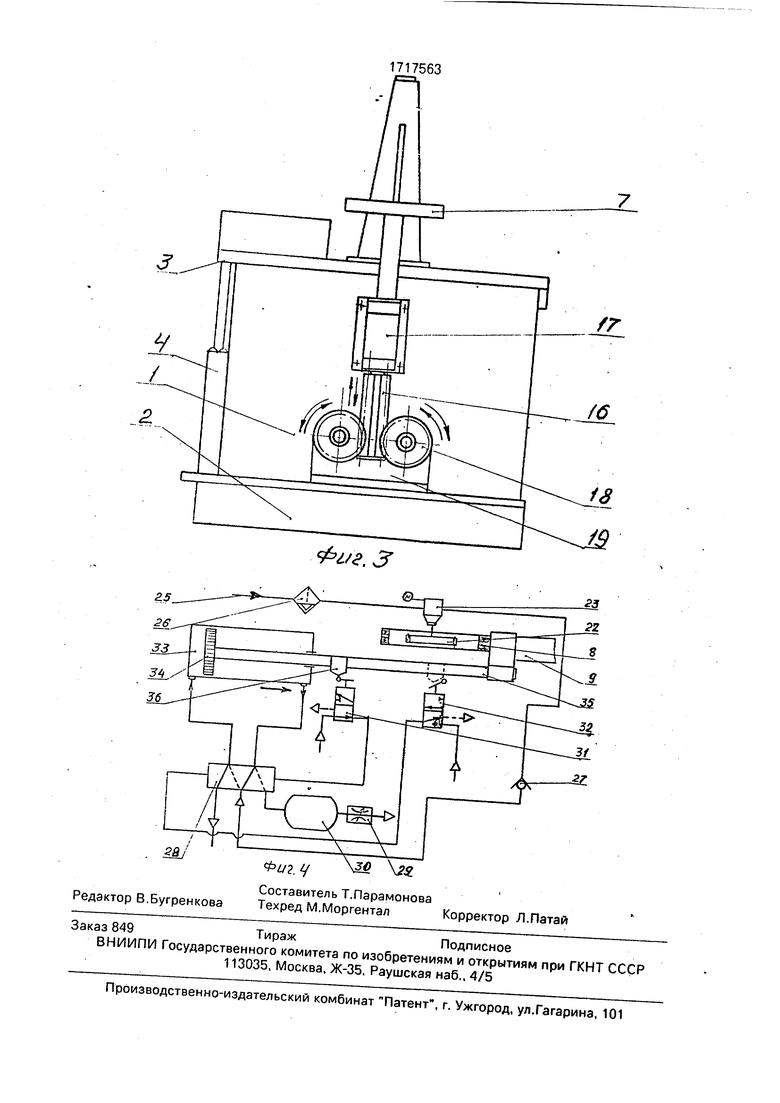
На фиг. 1 изображена установка, продольный разрез; на фиг. 2 - то же, поперечный разрез; на фиг. 3 - то же, вид на торец; на фиг. 4 - схема пневмопривода.
Установка для изготовления гнутых изделий из стекла включает печь 1, имеющую под 2, каркас 3 с механизмом подъема крышки 4 (не показаны). Устройство для изгибания стеклозаготовок 5 содержит верхний формующий элемент 6, выполненный сплошным и смонтированный с возможностью вертикального перемещения на раме 7, расположенной снаружи печи 1, при этом
VI СП
о со
рама 7 выполнена в виде трехрожковой вилки, Механизм вертикального перемещения верхнего формующего элемента 6 содержит зубчатую рейку 8, закрепленную на раме 7, а другим концом присоединенную к элементу 6 на штанге 9, имеющей паз 10 свободного хода с выступом 11. Устройство для изгибания стеклозаготовок 5 содержит также нижний трехсекциоиный формующий элемент 12. установленный на поде 2 печи 1 и смонтированный с возможностью одновременного дугообразного поворота концевых секций 13 относительно центральной 14 на шарнирах 15 с помощью механизма одновременного поворота концевых секций 13 нижнего формующего элемента 12, при этом концевые 13 и центральная 14 секции выполнены сплошными. Механизм одновременного поворота концевых секций 13 нижнего элемента 12 содержит двухсторонние зубчатые рейки 16, закрепленные на концах рамы 7 с возможностью их вертикального перемещения в направляющих 17 и входящих в одновременное зацепление с двумя симметрично расположенными зубчатыми колесами 18, которые смонтированы на стойках 19, установленных на поде 2 печи 1. На ступицы 20 зубчатых колес 18 внутри печи 1 жестко посажены кривошипы 21 с возможностью их синхронного взаимодействия с концевыми секциями 13 нижнего трехсекционного элемента 12. Механизм вертикального перемещения верхнего формующего элемента 6 установлен с возможностью синхронного взаимодействия с механизмом одновременного поворота концевых секций 13 через шестерню 22 регулятора 23 давления, входящего в пневмопривод 24. Пневмопривод 24 включает в себя магистральный трубопровод 25 подачи сжатого воздуха, фильтр-влагоотделитель 26, регулятор 23 давления с шестерней 22, обратный клапан 27, пятиканальный распределитель 28 с присоединенным к нему дросселем 29 для автоторможения и резервуаром 30, верхний 31 и нижний 32 конечный переключатели, цилиндр 33 с поршнем 34 и штоком 35. На штоке 35 установ- лен кулачок 36 с возможностью его смещения и закреплена зубчатая рейка 8, входящая в зацепление с шестерней 22 регулятора 23 давления. Режим торможения устанавливается соответствующей настройкой дросселя 29 и изменением положения кулачка 36 по высоте на штоке 35, При этом проходное сечение регулятора 23 давления перекрывается не полностью при нахождении верхнего элемента в верхней . мертвой точке и регулируется, с помощью шестерни 22 и вертикальным смещением зубчатой
рейки 8 так, чтобы обеспечить время выгрузки гнутой и загрузки плоской стеклозаготовок 5, а также величину подъема верхнего элемента 6. Плоская стеклозаготовка 5 ус- танавливается на концевые секции 13 нижнего элемента 12 после опускания пода 2 печи 1.
Установка работает следующим обра- зом.
В исходном положении установки крышка 4 печи 1 поднята, подняты рама 7 и верхний формующий элемент 6, концевые
секции 13 с помощью кривошипов 21 раскрыты, шток 35 поршня 34 поднят и кулачок 36 находится в верхнем положении, воздействуя на верхний конечный переключатель 31. Происходит загрузка стеклозаготовки 5
манипулятором (не показан) на концевые секции 13 нижнего формующего элемента 12. Затем опускается крышка 4, стеклозаготовка 5 нагревается до температуры размягчения стекла. Верхний формующий элемент
6 опускается на стеклозаготовку 5 с выбором свободного хода паза 10 на штанге 9. Далее стеклозаготовка 5 прогибается под действием силы тяжести верхнего формующего элемента 6, который, перемещаясь
вниз, выбирает свободный ход .паза 10 на штанге 9 до выступа 11, а затем смещает вниз зубчатую рейку 8, которая, вращая шестерню 22, открывает большой доступ сжатого воздуха в регулятор 23 давления, тем
самым перемещая раму 7 вниз с двухсторонними зубчатыми рейками 16. Рейки 16, вращая в противоположные стороны зубчатые колёса 18с кривошипами 21, поворачивают концевые секции 13 на шарнирах 15 в
направлении к центральной секции 14 нижнего элемента 12. Работает система синхронного взаимодействия механизмов вертикального перемещения верхнего формующего элемента 6 и одновременного ду5 гообразного поворота концевых секций 12 нижнего формующего элемента 12 через регулятор 23 давления, входящего в пневмопривод 24. Происходит сложение сил от веса верхнего формующего элемента 6 и дейст0 вия сжатого воздуха, так как под действием последнего элемент 6 выбрал свободный ход паза 10 до выступа 11 на штанге 9. В это время сжатый воздух по магистральному трубопроводу 25 через фильтр-влагоотдели5 тель 26, регулятор 23 давления, обратный клапан 27, пятиканальный распределитель 28, попадая в цилиндр 33, перемещает вниз поршень 34 до тех пор, пока кулачок 36 не воздействует на нижний конечный переключатель 32. При движении поршня 34 вниз
воздух из пятиканального распределителя 28 поступает в резервуар 3d, а из него через дроссель 29 в атмосферу. При достаточном открытии регулятора 23 давления давление воздуха в резервуаре 30 доходит до атмосферного и поршень 34 движется ускоренно. Далее давление в резервуаре 30 начинает повышаться, так как приток воздуха, вытесняемого поршнем 34, больше расхода его через дроссель 29 и начинается замедленное движение поршня 34. Таким образом, происходит автоторможение, при этом рабочая полость цилиндра 33 не успевает освободиться до атмосферного давления и происходит выдержка поршня 34, а следовательно, и верхнего элемента 6. В дальнейшем стеклозаготовка 5 изгибается до заданной кривизны поверхности изделия при одновременном воздействии на нее верхнего формующего элемента 6 и концевых секций 13 нижнего формующего элемента 12, которые закрываются под действием кривошипов 21. После выдержки и переключения нижнего переключателя 32 кулачком 36 сигнал в виде сжатого воздуха передается на вход пятиканального распределителя 28 и поршень 34 с замедлением поднимается вверх. Одновременно включается привод подъема крышки 4 печи 1. и поднимается рама 7 с двухсторонними рейками 16, которые.поворачивая зубчатые колеса 18, благодаря кривошипам 21 раскрывают концевые секции 13, а связанная с рейкой 8 штанга 9 поднимает верхний формующий элемент 6. Под действием рейки 8 вращением шестерни 22 замедляется подача сжатого воздуха в регулятор 23 давления, выключается пятиканальный распределитель 28, кулачок 36 нажимает на верхний конечный переключатель 31, Затем манипулятором снимают гнутую стеклоза- готовку 5, загружают новую плоскую стекло- заготовку 5, крышка 4 опускается. Нажатием кулачка 36 на верхний конечный переключатель 31 постепенно переключается пятиканальный распределитель 28 и цикл повторяется. Регулировку выдержки верхнего формующего элемента 6 в нижнем положении осуществляют соответствующим настроем дросселя 29.
Формула изобретения Установка для изготовления гнутых изделий из стекла, включающая печь нагрева и устройство для изгибания стеклозаготовок в виде верхнего и нижнего трехсекцион- ного формующих элементов, установленных с возможностью вертикального перемещения относительно друг друга, механизм одновременного дугообразного поворота
шарнирно установленных концевых секций нижнего формующего элемента от пневмопривода, отличающаяся тем, что, с целью повышения качества изделий со сложной кривизной поверхности по оптическим и геометрическим показателям за счет синхронного взаимодействия механизма одновременного дугообразного поворота концевых секций с вертикальным леремещением формующего элемента и регулирования давления на изгибаемую
стеклозаготовку, верхний формующий элемент смонтирован на раме, выполненной в
виде трехрожковой вилки и укрепленной
над печью нагрева, при этом секции нижнего формующего элемента выполнены сплошными, механизм одновременного поворота концевых секций выполнен с зэкреп- ленными на крайних концах рамы
двухсторонними зубчатыми рейками, установленными с возможностью перемещения в направляющих и входящими в одновременное зацепление с двумя симметрично расположенными зубчатыми колесами,
смонтированными на поде печи, наступицы которых посажены кривошипы с возможностью их синхронного взаимодействия с концевыми секциями нижнего формующего элемента, устройство для изгибания стеклозаготовок выполнено с закрепленной одним концом на раме зубчатой рейкой, другой конец которой соединен с верхним формующим элементом с помощью штанги с пазом, причем механизм одновременного
поворота концевых секций нижнего формующего элемента установлен с возможностью синхронного взаимодействия с механизмом вертикального перемещения верхнего формующего элемента через регулятор давления, шестерня которого взаимодействует с зубчатой рейкой, прикрепленной к штоку цилиндра пневмопривода.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528722C1 |
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2444478C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2439002C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ПОЛУСФЕР | 2014 |
|
RU2554969C1 |
| СПОСОБ ПЕРЕФОРМОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2431613C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528345C1 |
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2534863C2 |
Изобретение относится к промышленности строительства и стройматериалов и может быть использовано в стекольной промышленности при получении изделий со сложной кривизной поверхности типа светофильтров. Цель изобретения - повышение качества изделий со сложной кривизной поверхности по оптическим и геометрическим показателям за счет синхронного взаимодействия механизма одновременного дугообразного поворота концевых секций с вертикальным перемещением формующего элемента и регулирования давления на изгибаемую стеклозаготовку. Цель достигается в результате того, что центральная и концевые секции нижнего формующего элемента выполнены сплошными и смонтированы шарнирно с возможностью одновременного дугообразного поворота концевых секций относительно центральной на шарнирах. Механизм одновременного поворота концевых секций, установленный с возможностью регулирования угла поворота, содержит двухсторонние зубчатые рейки. Они закреплены на концах рамы, которая выполнена в виде трехрожковой вилки. Кроме того, установка снабжена механизмом вертикального перемещения верхнего формующего элемента. В установке автоматически обеспечивается как начало изгибания стеклозаготовки, так и процесс изгибания в зависимости от степени его размягчения. Это дает синхронизация взаимодействия формующих элементов через регулятор давления, входящий в пневмопривод формующих элементов. 4 ил. (Л
Фиг. 2.
12
3
Фм. S
SB
фи2 у 3й е Составитель Т.Парамонова
Редактор В.Бугренкова Техред М.Моргентал
Корректор Л.Патай
| Патент США М: 4312661, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
