Изобретение относится к промышленности стройматериалов, в частности к области изготовления гнутого стекла, и может быть использовано в стекольной промышленности при получении гнутых изделий, используемых, например, в качестве авиационного остекления.
Обычно авиационное остекление содержит 2-3 стекла различных толщин, склеенных между собой соответствующим полимерным материалом или поливинилбутиральной пленкой. Гнутые стеклоизделия получают, как правило, классическим способом моллирования, т.е. методом изгибания стеклозаготовок под действием их собственного веса в печах периодического действия при температуре размягчения стекла на формах с заданной кривизной формующей поверхности.
Известна форма для моллирования листового стекла, содержащая раму с заданной кривизной формующей поверхности по патенту США №4119424, МПК С03B 3/02, опубл. 10.10.1978.
Недостатком известной формы является то, что в процессе моллирования крупногабаритных стеклозаготовок, предназначенных для остекления самолетов или вертолетов, практически невозможно получать прямолинейные образующие, которые задаются цилиндроидной кривизной остекления, например, вертолетов. При моллировании подобного рода стеклозаготовок на их поверхности образуется бочкообразная кривизна, расположенная в центральной части рамы формы.
Наиболее близкой к изобретению является форма для моллирования листового стекла, содержащая сплошную формующую поверхность с заданной кривизной по патенту США №4115090, МПК С03B 3/02, опубл. 19.09.1978. Известная форма обеспечивает получение крупногабаритных стеклозаготовок с цилиндроидной кривизной поверхности.
Недостатком известной формы является то, что она не обеспечивает моллирование стеклозаготовок без последующей холодной обработки (резка и обработка края по заданному для изделия контуру). Холодная обработка крупногабаритных гнутых стеклозаготовок тонких номиналов (2-3 мм) представляет собой достаточно большую проблему и чаще всего осуществляется вручную. Это обстоятельство приводит к значительному увеличению трудоемкости и, соответственно, к увеличению себестоимости получаемых изделий остекления самолетов и/или вертолетов.
Задачей изобретения является снижение трудоемкости и себестоимости при получении крупногабаритных гнутых стеклозаготовок тонких номиналов (2-3 мм) на форме для моллирования листового стекла за счет исключения операции холодной обработки гнутых стеклозаготовок.
Для достижения задачи изобретения предложена форма для моллирования листового стекла, содержащая сплошную формующую поверхность с заданной кривизной, отличающаяся тем, что форма дополнительно снабжена опорными фиксаторами стекла, расположенными в краевой области одной из сторон формы, а противоположная сторона формы установлена на опорных стойках с возможностью ее вертикального перемещения.
Снабжение формы опорными фиксаторами стекла, расположенными в краевой области одной из сторон формы, позволяет точно зафиксировать одну из сторон плоской стеклозаготовки относительно формующей поверхности формы моллирования, при этом плоская стеклозаготовка имеет заданный контур изделия, то есть является разверткой изделия.
Установление противоположной стороны формы на опорных стойках с возможностью ее вертикального перемещения обеспечивает оптимальный угол наклона плоской стеклозаготовки относительно горизонтали.
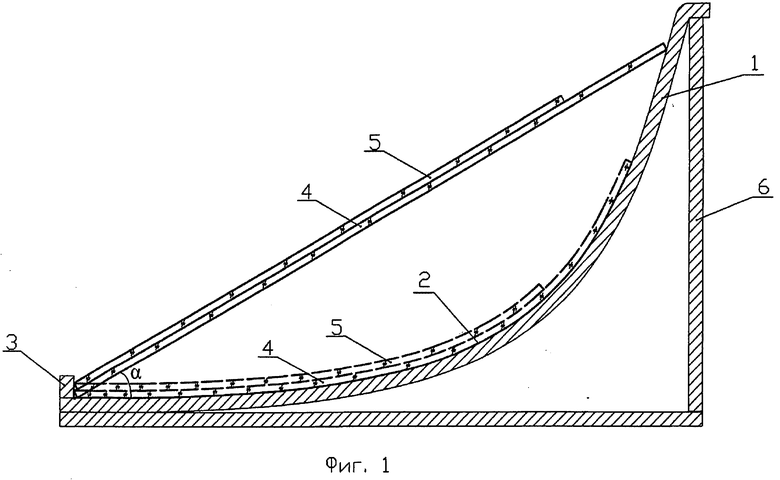
На фиг.1 показана форма - поперечный разрез.
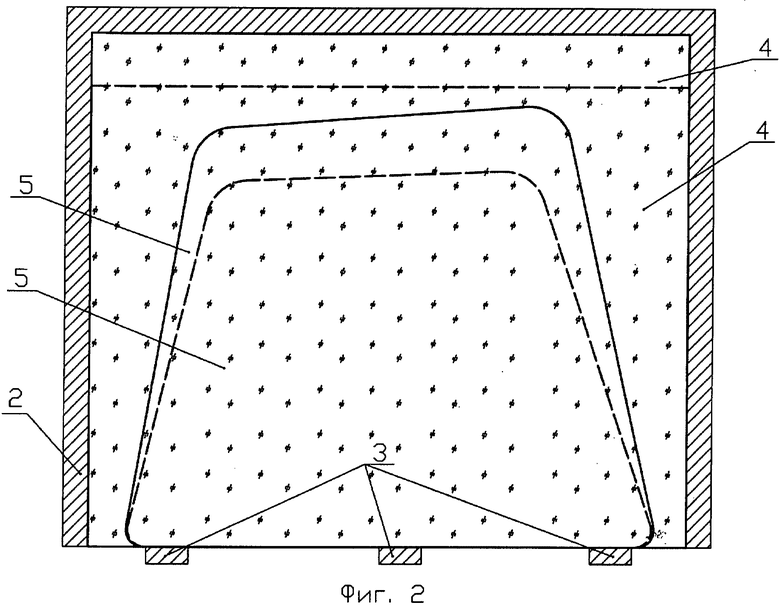
На фиг.2 показана форма - вид сверху.
Форма 1 для моллирования листового стекла содержит сплошную формующую поверхность 2 с заданной кривизной, опорные фиксаторы 3 подложечной стеклозаготовки 4 и расположенной на ней контурной стеклозаготовки 5, при этом подложечная стеклозаготовка 4 имеет прямоугольную форму с габаритными размерами большими, чем контурная стеклозаготовка 5, имеющая размеры развертки получаемого гнутого изделия. Опорные стойки 6 имеют возможность вертикально перемещаться, например, с помощью винтового приспособления (на фиг.1, 2 не показан), при этом вертикально перемещается сторона формы, противоположная стороне, на которой расположены опорные фиксаторы 3. При вертикальном перемещении указанной стороны формы 1 изменяется угол α между плоской подложечной стеклозаготовкой 4 и расположенной на ней плоской контурной стеклозаготовкой 5 относительно горизонтали. Оптимальным углом α является угол, при котором в процессе моллирования обеспечивается постоянный контакт контурной стеклозаготовки 5 с опорными фиксаторами 3, что позволяет получить заданную кривизну контурной стеклозаготовки 5 (на фиг.1, 2 показана штриховой линией). Угол α между плоской подложечной стеклозаготовкой 4 и расположенной на ней плоской контурной стеклозаготовкой 5 относительно горизонтали зависит от габаритных размеров стеклозаготовок и заданной кривизны сплошной формующей поверхности 2 формы 1. В каждом конкретном случае угол α подбирается экспериментальным путем.
Устройство работает следующим образом.
На форме 1 размещают подложечную плоскую прямоугольную стеклозаготовку 4 с заданными габаритными размерами, при этом указанная стеклозаготовка опирается на опорные фиксаторы 3, расположенные на одной из сторон формы 1, а своей противоположной стороной стеклозаготовка укладывается на сплошную формующую поверхность 2 с заданной кривизной. При этом угол α между подложечной стеклозаготовкой 4 и горизонталью устанавливается на заданную величину с помощью опорных стоек 6. Далее, на подложечную стеклозаготовку 4 укладывают через антиадгезивное покрытие (например, тальк) плоскую контурную стеклозаготовку 5, являющуюся разверткой получаемого изделия. При необходимости на подложечную стеклозаготовку 4 могут быть уложены 2 и более плоских контурных стеклозаготовок 5 в зависимости от заданной композиции изделия остекления. При этом плоская контурная стеклозаготовка 5 опирается на опорные фиксаторы 3, а своей противоположной стороной свободно размещается на поверхности подложечной стеклозаготовки 4. После нагревания стеклозаготовок в печи (на фиг.1, 2 не показана) до температуры размягчения стекла они моллируются до заданной кривизны сплошной формующей поверхности формы 1 (на фиг.1, 2 показаны штриховой линией).
На предложенной форме для моллирования листового стекла были получены стеклозаготовки толщиной 2 мм с габаритными размерами 1050×860 мм и цилиндроидной кривизной поверхности (радиус кривизны от 0 до 460°), которые предназначены для остекления вертолета в гетерогенной композиции со стеклозаготовкой из поликарбоната. Полученные стеклозаготовки точно соответствуют заданной кривизне поверхности (отклонение не более 0,2 мм) и габаритным размерам (отклонение не более 0,5 мм). Трудоемкость получаемых стеклозаготовок по сравнению с прототипом уменьшилась на 45%, а себестоимость на 40% за счет исключения операции холодной обработки гнутых стеклозаготовок.
Источники информации
1. Патент США №4119424, МПК С03В 23/02, опубл. 10.10.1978.
2. Патент США №4115090, МПК С03В 23/02, опубл. 19.09.1978. - Прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2444478C1 |
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2515658C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2016 |
|
RU2631949C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГНУТОГО ЭЛЕКТРООБОГРЕВНОГО СЛОИСТОГО СТЕКЛОИЗДЕЛИЯ | 2012 |
|
RU2515659C2 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2487088C1 |
| СПОСОБ ПЕРЕФОРМОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2010 |
|
RU2431613C1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2556647C1 |
| УСТРОЙСТВО ДЛЯ ГНУТЬЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2528345C1 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2558839C1 |
Изобретение относится к области изготовления гнутого стекла. Технический результат изобретения заключается в снижении трудоемкости при получении крупногогабаритных гнутых стеклозаготовок тонких номиналов за счет исключения операции холодной обработки гнутых стеклозаготовок. Форма для моллирования содержит сплошную формующую поверхность с заданной кривизной. Форма снабжена опорными фиксаторами стекла, расположенными в краевой области одной из сторон формы. Противоположная сторона формы установлена на опорных стойках с возможностью ее вертикального перемещения. 2 ил.
Форма для моллирования листового стекла, содержащая сплошную формующую поверхность с заданной кривизной, отличающаяся тем, что форма дополнительно снабжена опорными фиксаторами стекла, расположенными в краевой области одной из сторон формы, а противоположная сторона формы установлена на опорных стойках с возможностью ее вертикального перемещения.
| US 4115090 A, 19.09.1978 | |||
| Форма для гнутья листового стекла | 1960 |
|
SU138714A1 |
| Матрица для изготовления фацет концентратора солнечной энергии методом моллирования стекла | 1984 |
|
SU1250792A1 |
| ИЗГИБАНИЕ СТЕКЛЯННЫХ ЛИСТОВ | 2005 |
|
RU2401812C2 |
| US 5876477 A, 02.03.1999 | |||
| US 2004163416 A1, 26.08.2004 | |||

