Изобретение относится к медицинской технике, а именно к ортопедической стоматологии.
Целью изобретения является повышение прризводительности и качества изготовления зубных протезов,
На чертеже изображен аппарат, общий вид.
Аппарат содержит бункер 1 для порошка и бункер 2 для жидкости полиметилме- такрилата, холодильную камеру 3, содержащую дозаторы А барабанного типа, смеситель 5 червячного типа, шприц б с поршнем 7 для пластмассового теста, работающим от наружной пневмосети поршнем 8, пневмоцилиндра 9, имеющего два электромагнитных клапана 10 и 11 подачи воздуха и два клапана 12 и 13 для стравливания воздуха. Шприц 6 соединен с формой кюветы 14, которая подается в блок 15 подогрева для сухой полимеризации, состоящего из нагревательных элементов в виде тенов, управляющихся терморегулятором 16 из приемно-подающего устройства 17, работающего при помощи блока 18 механики транспортерного типа под действием пневмоцилиндра 19, сигналы и режимы на который подаются с блока 20 электроники по заданной программе.
Форма кюветы 14 удерживается в блоке 15 подогрева в статическом положении через шток и пяту 21 при помощи поршня 22 пневмоцилиндра 23 и имеющего впускные 24 и 25 электромагнитные и выпускные клапаны 26 и 27 воздуха. Для удаления воска из формы кюветы 14 по литниковым каналам к форме поступает горячая вода с помощью центробежного насоса 28 из резервуара 29 для воды, где заданная температура поддерживается терморегулятором 30 и с помощью электромагнитных клапанов 31 подачи и вывода 32 воды. Изолирующий состав для покрытия формы из резервуара 33 по замкнутой системе поступает по литниковым каналам в кювету 14 под действием центробежного насоса 34 при помощи электромагнитных клапанов 35 подачи состава и его выводы 36. Для просушки формы кюветы 14 служит воздух, подходящий к ней через электромагнитный клапан 37 из пневмосети, а для стравливания воздуха служит электромагнитный клапан 38.
Исполнительные устройства: пневмо- цилиндры 9 и 23 и пневмоцилиндр 19 блока 18 механики штаются от общей пневмосети давлением а 6 ат. Блок 20 электроники по- зволяет вести технологический процесс по программе без вмешательства извне. Также предусмотрено автоматическое выключение аппарата при невозможности выполнения очередного этапа технологического цикла, невозможности вмешательства с целью нарушения технологического процесса, подача звуковых сигналов как завершение
каждого из этапов, так и полного цикла с последующим отключением от сети.
Автомат работает следующим образом. Восковую заготовку конструкции протеза, загипсованную в кювету 14, помещают в приемо-подающее устройство 17 (кювет может быть несколько), далее выставляется на панели электронного блока 20 код вида протеза, количество кювет и состав пластмассы. Кювета 14 с помощью
блока 18 механики с пневмоцилиндром 19 из приемно-подающего устройства 17 подается в блок 15 подогрева для сухой полимеризации, где удерживается поршнем 22 пневмоцилиндра 23 с помощью штока и пяты 21 через систему впускных воздушных электромагнитных клапанов 24 и 25. Одновременно с удержанием кюветы 14 происходит соединение выводных и вводных каналов литниковой системы формы. Из
бункеров 1 и 2 через дозатор 4 составляющие компоненты пластмасс подаются в смеситель 5, где, перемешиваясь, пластмасса одновременно охлаждается в холодильной камере 3 до 0° С для более длительного
сохранения пластического состояния.
Одновременно включается предварительный подогрев кюветы 14 в блоке 15 подогрева до 70° С с дальнейшим поднятием
температуры до 150° С для сухой полимеризации, что поддерживается терморегулятором 16. После подогрева кюветы 14 открывается клапан 31 подачи предварительно подогретой воды около 95° С под
контролем терморегуляторов 30, и с помощью центробежного насоса 28 вода струйно вымывает расплавленный воск и через выпускной клапан 32 попадает обратно в резервуар 29. Так как воск оказывается на
5 поверхности, воду можно неоднократно использовать для промывки кювет, создавая условия независимости от наличия ее в водопроводной сети. Затем открывается, согласно сигналам блока 20 электроники,
0 электромагнитный клапан 35, из резервуара 33 с помощью центробежного насоса 34 изолирующий состав подается в форму кюветы 14, клапан 35 закрывается и открывается клапан 36 для сбора изолирующего
5 состава в резервуар 33. Сушка кюветы 14 идет продувкой воздуха через клапан 37, а стравливание его - через электромагнитный клапан 38.
Система подачи пластмассового теста работает следующим образом.
По сигналу с блока 20 электроники пластмассовое тесто определенной дозой поступает в шприц 6, затем Открываются электромагнитные клапаны 10 и 11 подачи воздуха в пневмоцйлиндр 9. Поршень 8 давит через шток на поршень 7, который выдавливает из шприца 6 охлажденное пластмассовое тесто в кювету 14 и удерживает в таком положении в течение всего цикла полимеризации, тем самым компенсируя полимеризационную усадку пластмассы. Режимом полимеризации управляется блок 20 электроники через термо- регулятор 16 блока 15 подогрева. По окончании режима полимеризации отключаются клапаны 10 и 11 и включаются клапаны 12 и 13 для стравливания воздуха с целью отвода поршней 7 и 8 в исходное положение. Потом стравливается воздух через клапаны 26 и 27 пневмоцилиндра 23 для освобождения кюветы 14 от пяты 21. По завершению технологического цикла блока электроники 20 кювета 14 с помощью блока 18 механики удаляется в приемно-подаю- щее устройство 17, затем ее место занимает новая кювета, и цикл возобновляется.
Предлагаемое устройство позволяет полностью автоматизировать технологический процесс после этапа загйпсовки восковой конструкции протеза до извлечения из кюветы готового изделия, увеличить производительность труда, сократить сроки изготовления протезов, повысить качество
изделий из пластмасс, снизить токсическое воздействие на организм, вследствие снижения количества остаточного мономера. Создание постоянного избыточного давле5 ния на пластмассовое тесто в форме позволяет компенсировать полимеризационную усадку, устранить недопрессовки, тем самым получить более стабильные по форме зубные протезы в объеме, позволяет при
0 сухой полимеризации улучшить экологическое состояние воздушной среды.
Формула изобретения Аппарат для изготовления зубных про5 тезов из пластмасс, содержащий кювету с формой и нагревательную камеру с регулятором температуры полимеризации, отличающийся тем, что, с целью повышения производительности и качества изго0 товления зубных протезов, он снабжен бункерами для подачи порошка и жидкости, дозаторами, смесителем, шприцем со средством перемещения поршня, последовательно связанными между собой холо5 дильной камерой, в которой размещены дозаторы, смеситель и шприц, резервуаром для воды с нагревателями, блоком перемещения кюветы в нагревательную камеру, средством удержания кюветы в нагрева0 тельной камере, средством подачи изолирующего, состава в полость кюветы, при этом полость шприца связана с полостью кюветы.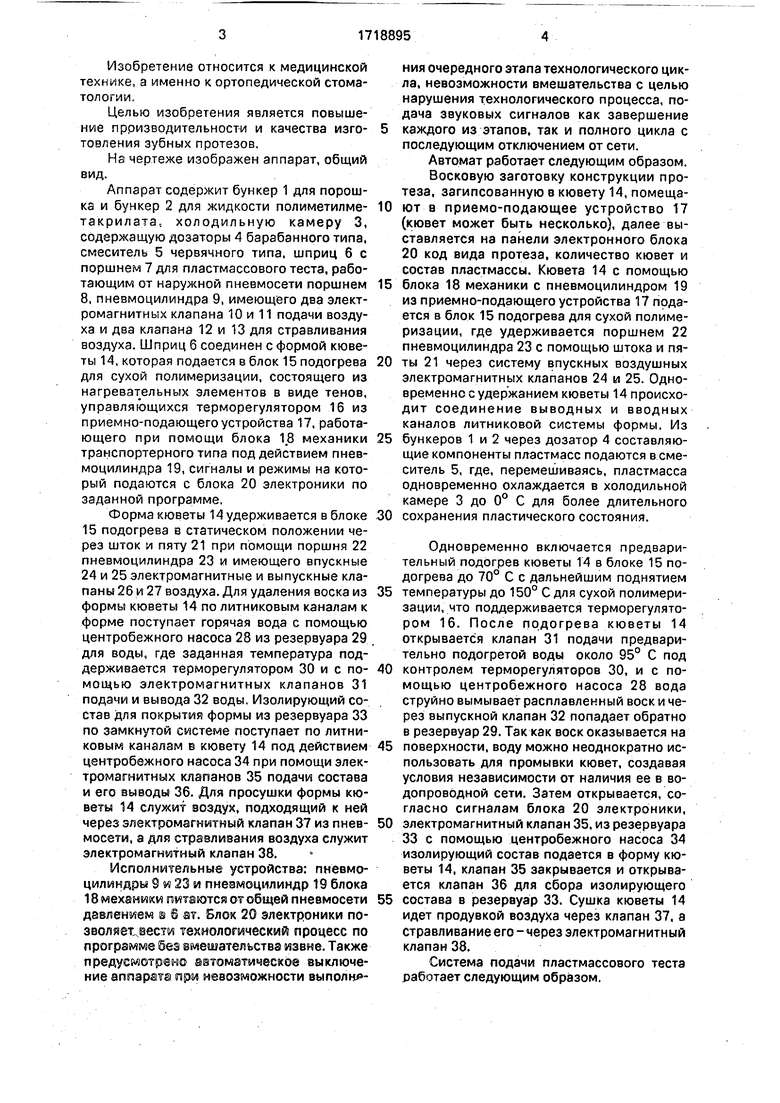
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 1999 |
|
RU2170069C2 |
| КЮВЕТА | 1999 |
|
RU2157142C1 |
| Способ изготовления съемного зубного протеза | 2019 |
|
RU2721581C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2005 |
|
RU2279260C1 |
| Устройство для введения полимерного материала в стоматологические кюветы | 1990 |
|
SU1780506A3 |
| Зуботехническая кювета | 2016 |
|
RU2648825C2 |
| ЗУБОТЕХНИЧЕСКАЯ КЮВЕТА | 2007 |
|
RU2355355C2 |
| Способ изготовления съемных зубных протезов из пластмасс | 1981 |
|
SU1050698A1 |
| Устройство для изготовления зубных протезов | 2020 |
|
RU2722458C1 |
Изобретение относится к медицинской технике, а именно к ортопедической стоматологии. Целью изобретения является повышение производительности и качества изготовления зубных протезов. Аппарат для изготовления зубных протезов из пластмасс представляет собой автоматическое устройство, производящее подготовку формы протеза и заполнение ее в дальнейшем пластмассовым охлажденным тестом с помощью шприца 6. Аппарат имеет бункера 2 для порошка и жидкости полиметилметакрилата, дозаторы 4, смеситель 5 и шприц 6, находящиеся в холодильной камере 3 для замедления реакции насыщения пластмассового теста, блок 15 подогрева для сухой полимеризации, при- емно-подающее устройство 17 для перемещения кювет с помощью блока механики транспортерного типа, кювету 14, удерживающуюся через шток и пяту 2 пневмоцилиндром в камере подогрева, резервуара 28 с горячей водой для вымывания воска из кюветы 14 и резервуар 32 с изолирующим составом, нагнетаемые с помощью центробежных насосов. 1 ил. сл с 00 00 о ел
| АППАРАТ ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 0 |
|
SU299216A1 |
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
