Изобретение относится к оборудованию для обработки металлов давлением и может быть использовано гГри производстве холодногнутых равнополочных швеллеров.
Цель изобретения - повышение точности формы и размеров швеллеров.
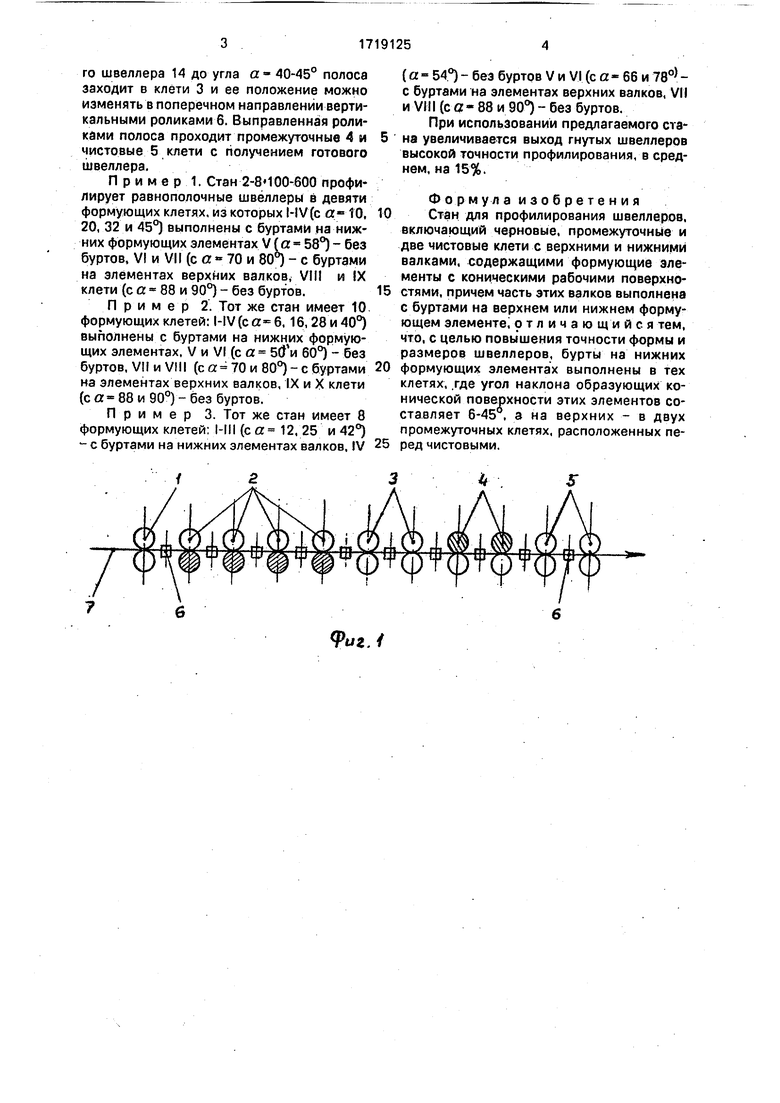
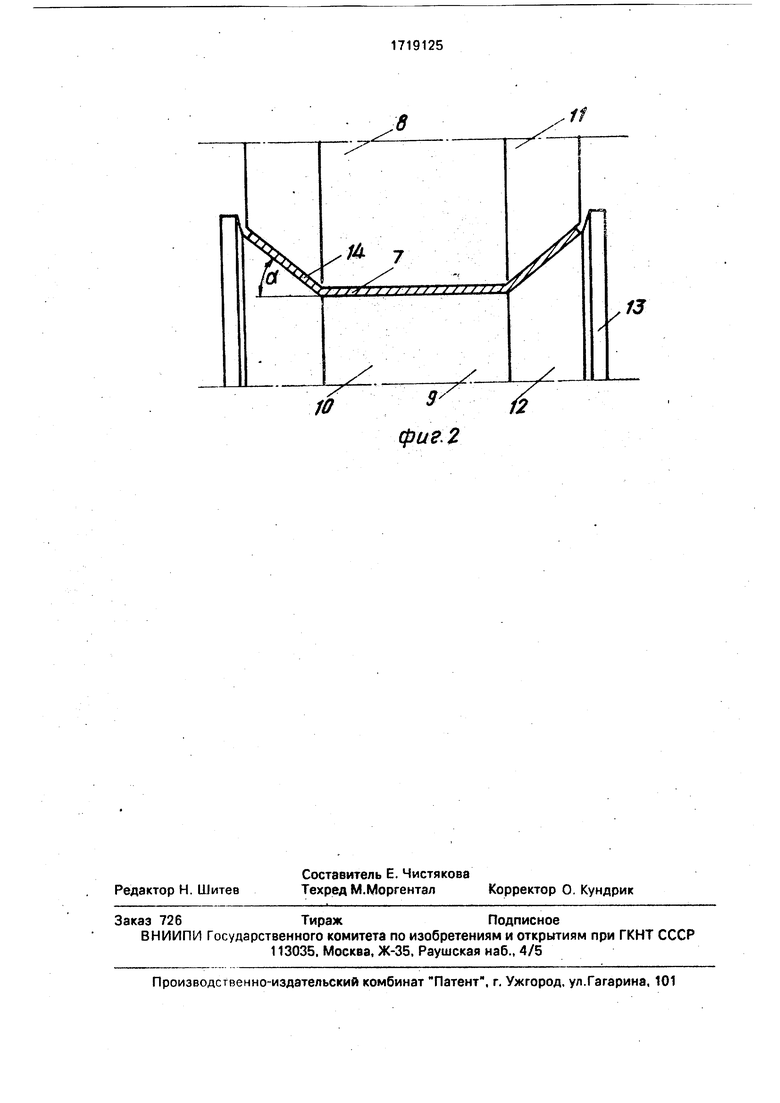
На фиг. 1 показана схема расположения оборудования стана; на фиг. 2 - клеть стана (валки) с буртами на нижнем формующем элементе.
Стан содержит десять клетей, из которых первая 1 - задающая, с гладкими валками. Четыре первые формующие (т.е. с калибрами, у которых конические части элементов имеют угол наклона образующей а- 6-45°) клети 2 выполнены с буртами на нижних формующих элементах (заштрихованы), две промежуточные клети 3
- без буртов, следующие две промежуточные клети 4, расположенные перед-чистовыми - с буртами на верхних элементах, и две последние (чистовые) клети 5 - без буртов. Между всеми клетями стана размещены вертикальные ролики 6. Стрелкой показано направление движения полосы 7.
Каждая из четырех первых клетей 2 имеет верхний 8 и нижний 9 рабочие валки, состоящие из цилиндрических 10 и конических 11 и 12 формующих элементов, причем на нижних элементах 12 выполнены бурты 13. закрывающие калибр и предотвращающие поперечное смещение формуемой полосы 7.
Стан работает следующим образом
Полосовая заготовка задается в первую формующую клеть 2 стана задающей клетью 1. После подгибки полок формуемоЧ
ю
ю ел
го швеллера 14 до угла а- 40-45° полоса заходит в клети 3 и ее положение можно изменять в поперечном направлении вертикальными роликами 6. Выправленная роликами полоса проходит промежуточные 4 и чистовые 5 клети с получением готового швеллера.
П р и м е р . 1. Стан 2-8 100-600 профилирует равнополочные швеллеры в девяти формующих клетях, из которых l-IV(c a- 10, 20, 32 и 45°) выполнены с буртами на нижних формующих элементах V а- 58°) - без буртов, VI и VII (с а 70 и 80 - с буртами на элементах верхних валков, VIII и IX клети (са 88 и 90°)-без буртов.
Пример 2. Тот же стан имеет 10 формующих клетей: I-IV (с а 6,16,28 и 40°) выполнены с буртами на нижних формующих элементах, V и VI (с а и 60°) - без буртов, VII и VIII (с а 70 и 80°) - с буртами на элементах верхних валков, IX и X клети (с а - 88 и 90°) - без буртов.
Пример 3. Тот же стан имеет 8 формующих клетей: НИ (с а 12, 25 и 42°) - с буртами на нижних элементах валков, IV
(а - 54°) - без буртов V и VI (с а - 66 и 78о) - с буртами на элементах верхних валков, VII и VIII (с а- 88 и 90°) - без буртов.
При использовании предлагаемого стана увеличивается выход гнутых швеллеров высокой точности профилирования, в среднем, на 15%.
Формул а изобретения Стан для профилирования швеллеров, включающий черновые, промежуточные и две чистовые клети с верхними и нижними валками, содержащими формующие элементы с коническими рабочими поверхностями, причем часть этих валков выполнена с буртами на верхнем или нижнем формующем элементе, отличающийся тем, что, с целью повышения точности формы и размеров швеллеров, бурты на нижних формующих элементах выполнены в тех клетях, .где угол наклона образующих конической поверхности этих элементов составляет 6-45 , а на верхних - в двух промежуточных клетях, расположенных перед чистовыми.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 1997 |
|
RU2114712C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2103089C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1999 |
|
RU2230620C2 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2261152C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 2003 |
|
RU2236925C1 |
| Профилегибочный стан для изготовления профилей швеллерного типа | 1990 |
|
SU1759500A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
Изобретение относится к обработке металлов давлением, в частности к оборудова- .нию для профилирования швеллеров. Цель изобретения - повышение точности формы и размеров швеллеров. Стан включает черновые, промежуточные и две чистовые клети с открытыми калибрами и валками с формующими элементами с конической рабочей поверхностью. Бурты на нижних формующих элементах выполнены в тех клетях, где угол наклона образующих конической поверхности этих элементов составляет 6-45°. Бурты на верхних формующих элементах выполнены в двух промежуточных клетях, расположенных перед чистовыми. Точность размеров профилей обеспечивается путем предотвращения закусывания полок профиля в черновых калибрах, имеющих бурты со стороны верхних валков. Стан применим для производства любых профилей,- которые сначала формуются как швеллер. 2 ил.
Фиг.1
фиг. 2
| Производство и применение гнутых профилей проката | |||
| Справочник/Под ред | |||
| И.С.Тришевского, М.: Металлургия, 1975, с | |||
| Пружинная погонялка к ткацким станкам | 1923 |
|
SU186A1 |
