Изобретение относится к прокатному производству и может быть использовано при изготовлении корытных гнутых профилей относительно малых размеров.
Для изготовления гнутых корытных профилей применяют калибры, образуемые парами верхних и нижних валков, содержащих цилиндрические и конические формирующие элементы и установленных в черновых, промежуточных и чистовых клетях профилегибочного стана. Характерная система калибров (калибровка валков) для корытных профилей описана, например, в [1]. Корытные профили можно изготавливать как на непрерывных станах, так и на станах с поштучным процессом профилирования, причем в последнем случае требуется большее количество формующих клетей.
Известен способ производства гнутых корытных профилей, которые в первых проходах формуют как швеллер, а при достижении полками угла подгибки 45 - 60o осуществляют их перегиб вниз с образованием горизонтальных отбортовок [2]. Недостаток способа - повышенное число клетей и невозможность применения для профилей большой высоты с удлиненными отбортовками.
Известен также способ изготовления гнутого корытного профиля, в котором после каждого из трех последних проходов осуществляют центрирование полосы с дополнительным приложением вертикальных усилий к дну профиля, а после чистовых проходов прикладывают дополнительные горизонтальные усилия к нижним участкам стенок [3]. Недостаток этого способа - повышенный расход валков и вертикальных роликов.
Наиболее близким аналогом к заявляемому объекту является система калибров (калибровка валков) для производства равнополочных корытных профилей, описанная в [4].
Эта система калибров содержит попарно установленные с зазором верхние и нижние валки со средним и краевыми элементами в форме тел вращения с формующими радиусами, образующими последовательно расположенные черновые, промежуточные и чистовые калибры.
Недостатком известной системы калибров является возможность защемления и раскатки валками стенки и горизонтальных полок профиля (особенно - при разнотолщинной заготовке и неправильной настройке стана), что ухудшает геометрию проката и повышает износ валков.
Технической задачей изобретения является улучшение качества (геометрии) гнутых корытных профилей и повышение износостойкости валков.
Для решения задачи в системе калибров, содержащей попарно установленные с зазором верхние и нижние валки со средним и краевыми элементами в форме тел вращения с формующими радиусами, образующими последовательно расположенные черновые, промежуточные и чистовые калибры, средние элементы верхних валков последнего чернового и всех промежуточных калибров выполнены в виде двух усеченных конусов, сопряженных меньшими основаниями и выполненных с углом наклона образующей к оси, составляющим 20 - 25o, а краевые элементы этих валков выполнены в виде усеченных конусов, обращенных меньшими основаниями к средним элементам и выполненных с углом наклона образующей к оси, составляющим 10 - 12oC, при этом величина формующего радиуса средних элементов упомянутых валков составляет 0,5 - 0,8 от величины формующего радиуса краевых элементов.
Приведенные математические величины получены в результате опытов и являются эмпирическими.
Сущность данного технического решения заключается в максимальном освобождении (в определенных калибрах) горизонтальных элементов формуемого профиля от контакта с верхними валками; контакт металла с инструментом осуществляется, практически, только по формующим участкам (закруглениям). При этом радиусы закреплений различны для кромок профиля и его стенки.
В известной же системе калибров в каждом из них все горизонтальные элементы формуемого профиля контактируют с обоими валками, что может привести к зажатию определенных участков полосы и ее раскатке с появлением волнистости, а также ускоренному износу соответствующих элементов валков.
Известно [4] , что на части поверхности валков при профилировании давление металла либо очень мало, либо отсутствует. Так, при формовке корытного профиля "свободна" от давления металла вся средняя цилиндрическая часть верхнего валка, что делает возможным контактирование этого валка с горизонтальной стенкой формуемого профиля только по радиусам изгиба (см. фиг. 1). Так, если при заходе в последующий калибр участки изгиба между вертикальной и горизонтальной полками профиля контактируют, прежде всего с цилиндро-коническими боковыми элементами нижнего валка (их диаметр больше, чем у аналогичных элементов верхнего валка), то для формирования горизонтальных полок достаточен их контакт с верхним валком только по кромкам полосы.
Система калибров содержит и известные калибры (первые черновые и чистовые), которые за счет достаточно большой площади контакта инструмента с формуемой полосой обеспечивают прохождение ее через калибры без пробуксовки.
На чертеже схематично показаны I, IV, VIII калибры.
Система калибров содержит черновые (I - III), промежуточные (IV - VI) и чистовые (VII - VIII) калибры, каждый из которых образован верхним 1 и нижним 2 валками, установленными с заданным зазором S (обычно он равен номинальной толщине полосы).
Валки I, II и VII калибров состоят из цилиндрических 3 и конических 4 элементов, валки VIII (последнего чистового) калибра - только из цилиндрических 3 элементов, а верхние валки III - VI калибров - только из конических 4 элементов. Средние элементы 5 верхних валков III - VI калибров имеют форму усеченного конуса и соединены своими меньшими основаниями db < Db, а их образующие наклонены к осям усеченных конусов под углом α = 20 - 25o. Краевые элементы 6 этих валков также выполнены в виде усеченных конусов с большим диаметром  на внешних торцах 7 и с наклоном их образующих к осям конусов под углом β = 10 - 12o. Формующие радиусы 8 средних элементов верхних валков калибров III - VI равны R1 (в последней клети их величина соответствует заданным радиусам изгиба на готовом профиле), а аналогичные радиусы 9 краевых элементов этих же валков равны R2, причем R1 = (0,6 - 0,8)R2.
на внешних торцах 7 и с наклоном их образующих к осям конусов под углом β = 10 - 12o. Формующие радиусы 8 средних элементов верхних валков калибров III - VI равны R1 (в последней клети их величина соответствует заданным радиусам изгиба на готовом профиле), а аналогичные радиусы 9 краевых элементов этих же валков равны R2, причем R1 = (0,6 - 0,8)R2.
Меньшая величина формующих радиусов R1 обусловлена тем, что в связи с большими величинами давлений металла на участки радиусов 8 валков они изнашиваются (что проявляется в увеличении радиусов R1) быстрее, чем участки радиусов 9. Таким образом, при правильно выбранном соотношении между величинами R1 и R2 все радиусы "подойдут" к своей предельно допустимой величине практически одновременно, т.е. ремонт (переточка с восстановлением заданных величин радиусов) всех элементов валков будет осуществляться в одно время.
Опытную проверку заявляемой системы калибров производили на профилегибочных станах 0,3-1,5 • 20-90 и 1-4 • 50-300 АО "ММК". С этой целью опробовались два варианта калибров: изготовленный по известной схеме [1, 4] и по предлагаемой.
В ходе опытов сравнивалось качество (геометрия) получаемых равнополочных корытных профилей толщиной 1 - 3 мм с пределом прочности σв≤ 470 МПа.
Опыты показали, что уровень качества профилей, изготовленных с применением предлагаемой системы калибров, был выше. Так, выход профилей высокой точности (по ГОСТ 8263) возрос в среднем на 10%, а повышенной точности - на 8%. Расход валков при этом был меньше почти на 25%.
Пример конкретного выполнения.
Система калибров для производства гнутого корытного профиля из заготовки толщиной 2 мм содержит семь пар формующих валков. Средние элементы валков последнего чернового (III) и всех промежуточных (IV, V и VI) калибров выполнены в виде двух усеченных конусов, соединенных торцевыми поверхностями меньших диаметров и с наклоном образующих к осям конусов под углом 22o, а краевые элементы этих валков выполнены также коническими с большими диаметрами на внешних торцах и с наклоном образующих к осям конусов под углом 11o, при этом формующие радиусы средних элементов R1 = 0,65 • R2 = 0,65 • 2 = 1,3 мм (R2 - формующие радиусы крайних элементов).
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА КАЛИБРОВ ДЛЯ ИЗГОТОВЛЕНИЯ ГНУТЫХ КОРЫТНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2103089C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСИММЕТРИЧНОГО ГНУТОГО ПРОФИЛЯ КОРЫТНОГО ТИПА | 1992 |
|
RU2040998C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1995 |
|
RU2085316C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГНУТОГО ПРОФИЛЯ | 1995 |
|
RU2085315C1 |
| СИСТЕМА КАЛИБРОВ ДЛЯ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ ШВЕЛЛЕРОВ | 1992 |
|
RU2025164C1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1997 |
|
RU2113307C1 |
| СИСТЕМА КАЛИБРОВ ПРОФИЛЕГИБОЧНОГО СТАНА | 1996 |
|
RU2096099C1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТОГО КОРЫТНОГО ПРОФИЛЯ | 1994 |
|
RU2063282C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРЫТНОГО ГНУТОГО ПРОФИЛЯ | 2008 |
|
RU2365446C1 |
Изобретение относится к прокатному производству и может быть использовано при изготовлении корытных гнутых профилей относительно малых размеров. Система калибров включает попарно установленные с зазором верхние и нижние валки со средним и краевыми элементами в форме тел вращения с формующими радиусами. Валки образуют последовательно расположенные черновые, промежуточные и чистовые калибры. Средние элементы верхних валков последнего чернового и всех промежуточных калибров выполнены в виде двух усеченных конусов. Конуса сопряжены меньшими основаниями. Угол наклона образующей конуса к оси составляет 20 - 25o. Краевые элементы этих валков выполнены в виде усеченных конусов, обращенных меньшими основаниями к средним элементам. Образующая конуса в этом случае наклонена к оси на угол 10 - 12o. Величина формующего радиуса средних элементов упомянутых валков составляет 0,5 - 0,8 от величины формующего радиуса краевых элементов. В результате повышается качество корытных профилей и повышается износостойкость валков. 1ил.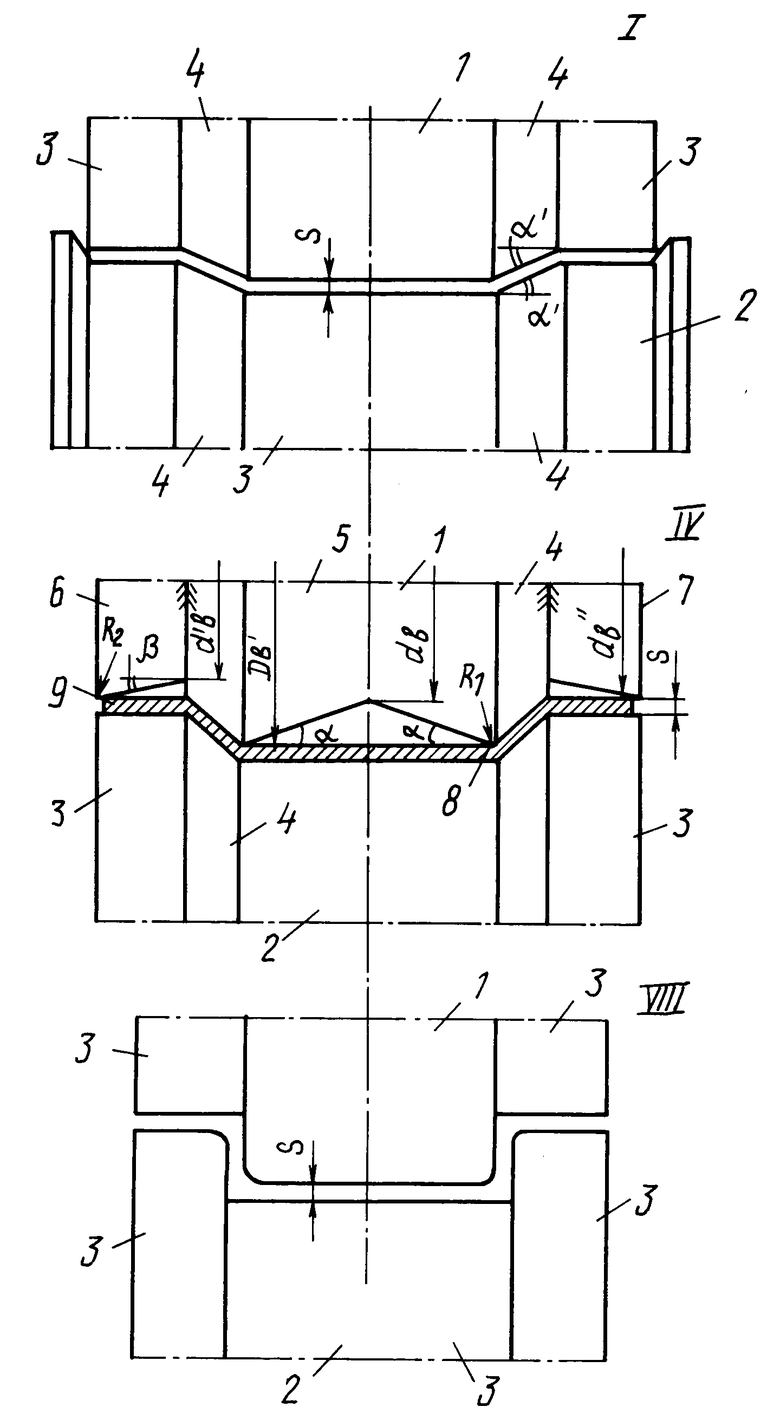
Система калибров для производства гнутых корытных профилей, содержащая попарно установленные с зазором верхние и нижние валки со средним и краевыми элементами в форме тел вращения с формующими радиусами, образующими последовательно расположенные черновые, промежуточные и чистовые калибры, отличающаяся тем, что средние элементы верхних валков последнего чернового и всех промежуточных калибров выполнены в виде двух усеченных конусов, сопряженных меньшими основаниями и выполненных с углом наклона образующей к оси, составляющими 20 - 25o, а краевые элементы этих валков выполнены в виде усеченных конусов, обращенных меньшими основаниями к средним элементам и выполненных с углом наклона образующей к оси, составляющим 10 - 12o, при этом величина формующего радиуса средних элементов упомянутых выше валков составляет 0,5 - 0,8 от величины формующего радиуса краевых элементов.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Тришевский И.С | |||
| и др | |||
| Производство гнутых профилей (оборудование и тех нология) | |||
| - М.: Металлургия, 1982, с.249 - 250 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свид етель ство, 1669613, B 21 D 5/06, 1991 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| RU, патент, 2037352, B 21 D 5/06, 199 5 | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Тришевский И.С | |||
| Калибровка валков для производства гн утых профилей п роката | |||
| - Киев: Техника, 1980, с.108 - 110, рис | |||
| Пишущая машина | 1922 |
|
SU37A1 |
