фиг.2
Изобретение относится к машиностроению и может быть использовано для горячей навивки пружин из прутка на стенках-полуавтоматах с уклацкой витков копиром, например, для подвижного состава железных дорог, в тракторзстроении и
Др.
Известно устройство для горячей навивки пружин из прутка диаметром 30 мм и более, содержащее параллельно расположенные оправку и копир с вин -овой канавкой, элемент поджатия последнего витка пружины к оправке, а также ко чир с криволинейным выступом, переходящим в винтовой гребень, установленный пе эед копиром с винтовой канавкой, при этом последний имеет выемку для укладки переходной части пружины с опорного витка на наг навивки.
Указанное устройство позволяет получасть пружины без вмятин и продольных борозд на станках-пояуавтоматач с укладкой витков копиром.
Недостатком устройства является невысокое качество получаемых пружин вследствие нестабильности геометрических параметров пружины.
Наиболее близким к предлагаемому является устройство для горячей навивки пружин из прутка, содержащее эараллельно расположенные оправку, ша-озадающий копир с винтовой канавкой, холостой ролик, размещенный со стороны подачи прутка пе-. ред оправкой, элемент поджатия последнего витка пружины к. оп.равке, а также установленную с возможностью возвратно- поступательного перемещения в направлении, перпендикулярном оси оправки посредством силового цилиндра, прижимную колодку, на поверхности которой выполнены винтовые канавки с шагом, равным шагу навиваемой пружины, при этом торцовая шайба и шагозадающий копир размещены на общем валу с возможностью осевого перемещения и совместно подпружинены. Гребни канавки копира для укладки первого и последнего опорных витков имеют скос для укладки опорных витков пружины.
Указанное устройство позволяет повысить качество пружин благодаря тому, что прижимная колодка при извлечении оправки поддерживает пружину снизу, а гребни копира - сверху, в результате исключаются случаи деформации пружин при съеме, а также появление отпечатков от гребней копира. Подпружиненный копир с гребнем, имеющим скос для укладки опорных витков, позволяет получать ровные плоскости опорных витков пружины, что снижает объем работ по их подшлифовке.
Недостатком устройства является получение пружин с нестабильными размерами по шагу (разность шага не удовлетворяет требованиям ГОСТ 1452-86), с вмятинами на
боковых поверхностях витков от прижимной колодки.
Цель изобретения - повышение качества пружин путем обеспечения стабильности их геометрических параметров и снижение
остаточных напряжений при навивке.
На фиг.1 изображено предлагаемое устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 разрез Г-Г на фиг.2.
Устройство для горячей навивки пружин содержит параллельно расположенные в корпусе оправку 1, шагозадающий копир 2, углозадающий копир 3. ролик 4 и элемент 5
поджатия последнего опорного витка пружины. Оправка 1 входит передней.частью в патрон 6, где находится захват 7 конца навиваемого прутка. С противоположной патрону 6 стороны установлена торцовая
шайба 8. Патрон 6 и шагозадающий копир 2 кинематически связаны между собой зубчатой передачей 9. В свою очередь шагозадающий копир 2 кинематически посредством паразитной шестерни 1.0 с передаточным
числом 1:1 связан с углозадающим копиром 3/
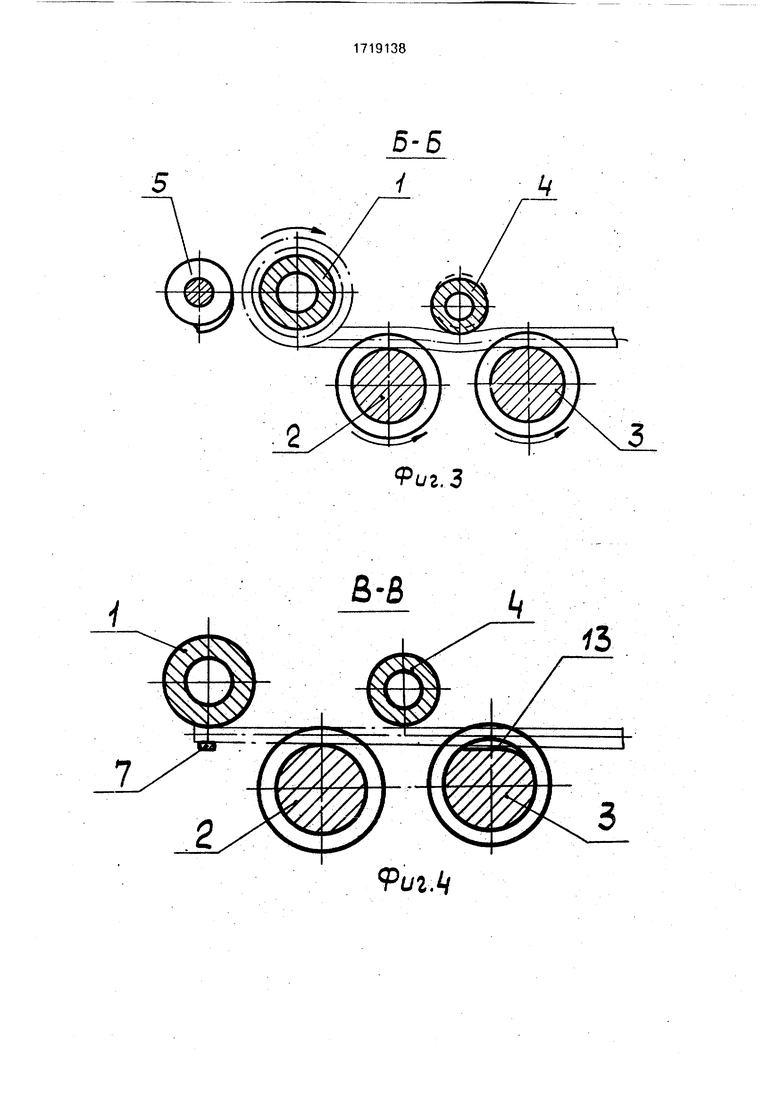
Шагозадающий копир 2 имеет криволинейный выступ 11 и винтовую канавку для укладки витков пружины. Углозадающий копир 3 имеет криволинейный выступ 12 (фиг.2), выемку 13 (фиг.4) для свободного прохода прутка к захвату 7 в начале навивки и аналогичную с копиром 2 винтовую канавку, но расположенную со смещением на величину а (фиг.2), определяемую по формуле
a L tga,
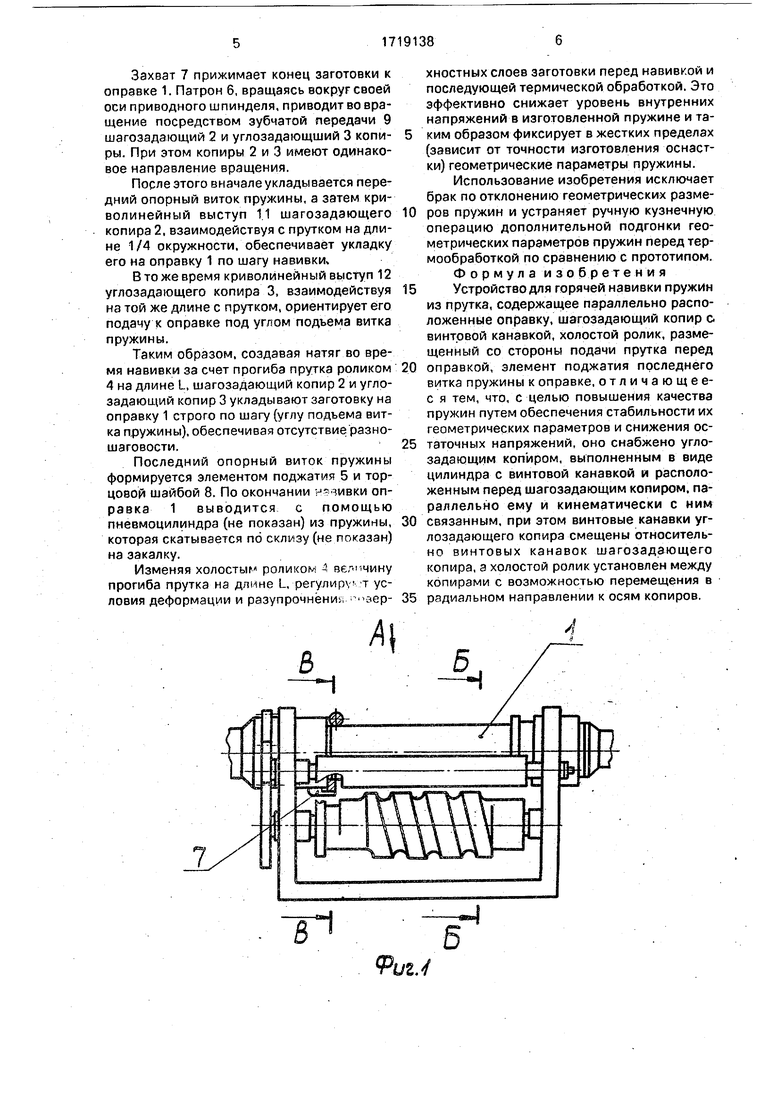
где L - межцентровое расстояние копиров; се-у гол, подъема витка пружины. Ролик 4 (фиг.З) расположен между и над
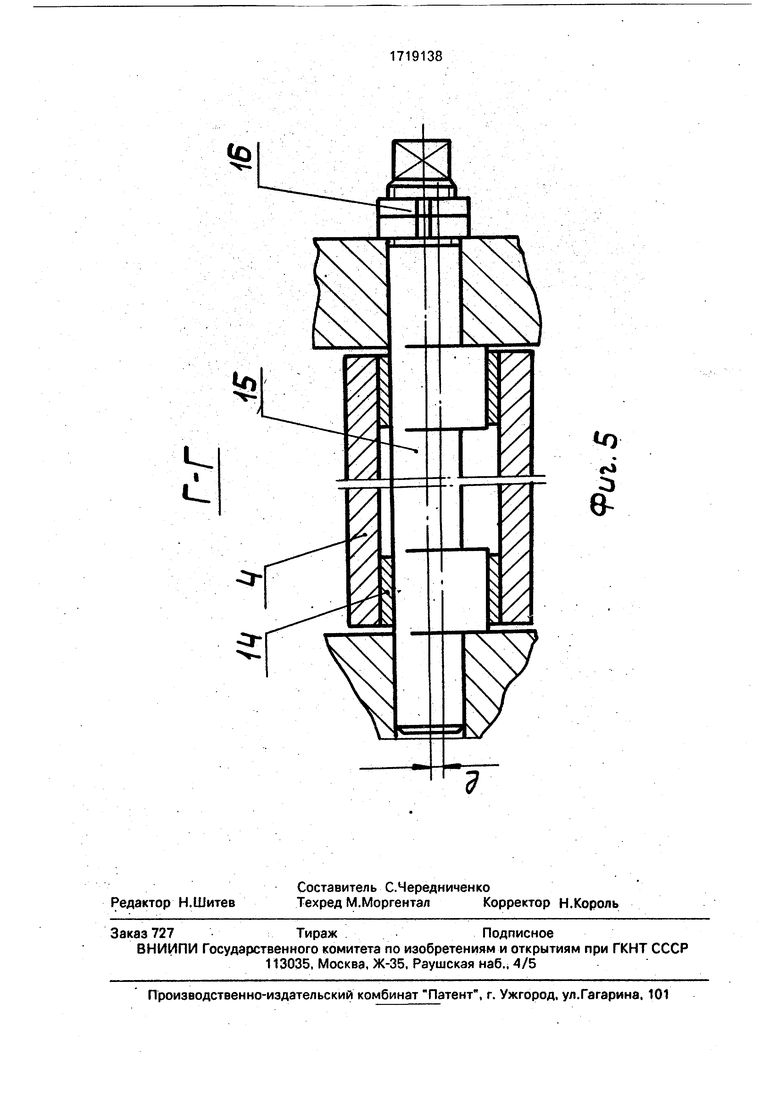
копирами 2 и 3, установлен с втулками 14 скольжения (фиг.5) на оси 15, размещенной в корпусе устройства с возможностью фиксации ее положения посредством стопор- . ных гаек 16 (фиг.5).
Ось 15, выполненная с эксцентриситетом е, позволяет достичь роликом 4 необходимый прогиб прутка на длине L
Устройство работает следующим образом.
Нагретый до требуемой температуры пруток подводится передним концом через выемку 13 углозэдающего копира 3 и укладывается на оправку 1 под захват 7 патрона 6.
Захват 7 прижимает конец заготовки к оправке 1. Патрон 6, вращаясь вокруг своей оси приводного шпинделя, приводит во вращение посредством зубчатой передачи 9 шагозадающий 2 и углозадающший 3 копи- ры. При этом копиры 2 и 3 имеют одинаковое направление вращения.
После этого вначале укладывается передний опорный виток пружины, а затем криволинейный выступ 1.1 шагозадающего копира 2, взаимодействуя с прутком на длине 1/4 окружности, обеспечивает укладку его на оправку 1 по шагу навивки
В то же время криволинейный выступ 12 углозадающего копира 3, взаимодействуя на той же длине с прутком, ориентирует его подачу к оправке под углом подъема витка пружины.
Таким образом, создавая натяг во время навивки за счет прогиба прутка роликом 4 на длине L, шагозадающий копир 2 и угло- задающий копир 3 укладывают заготовку на оправку 1 строго по шагу (углу подъема витка пружины), обеспечивая отсутствие раз ноша го вости.
Последний опорный виток пружины формируется элементом поджатия 5 и торцовой шайбой 8. По окончании навивки оправка 1 выводится с помощью пневмоцилиндра (не показан) из пружины, которая скатывается по склмзу (не показан) на закалку.
Изменяя холостым роликом 4 величину прогиба прутка на длине L, регулиру-т условия деформации и разупрочнения -эер-
хностных слоев заготовки перед навивкой и последующей термической обработкой. Это эффективно снижает уровень внутренних напряжений в изготовленной пружине и таким образом фиксирует в жестких пределах (зависит от точности изготовления оснастки) геометрические параметры пружины.
Использование изобретения исключает брак по отклонению геометрических размеров пружин и устраняет ручную кузнечную операцию дополнительной подгонки геометрических параметров пружин перед термообработкой по сравнению с прототипом. Ф о р м у л а изо б р е те ни я Устройство для горячей навивки пружин из прутка, содержащее параллельно расположенные оправку, шагозадающий копир с. винтовой канавкой, холостой ролик, размещенный со стороны подачи прутка перед оправкой, элемент поджатия последнего витка пружины к оправке, отличающее- с я тем, что, с целью повышения качества пружин путем обеспечения стабильности их геометрических параметров и снижения остаточных напряжений, оно снабжено угло- задающим копиром, выполненным в виде цилиндра с винтовой канавкой и расположенным перед шагозадающим копиром, параллельно ему и кинематически с ним связанным, при этом винтовые канавки углозадающего копира смещены относительно винтовых канавок шагозадающего копира, а холостой ролик установлен между копирами с возможностью перемещения в радиальном направлении к осям копиров.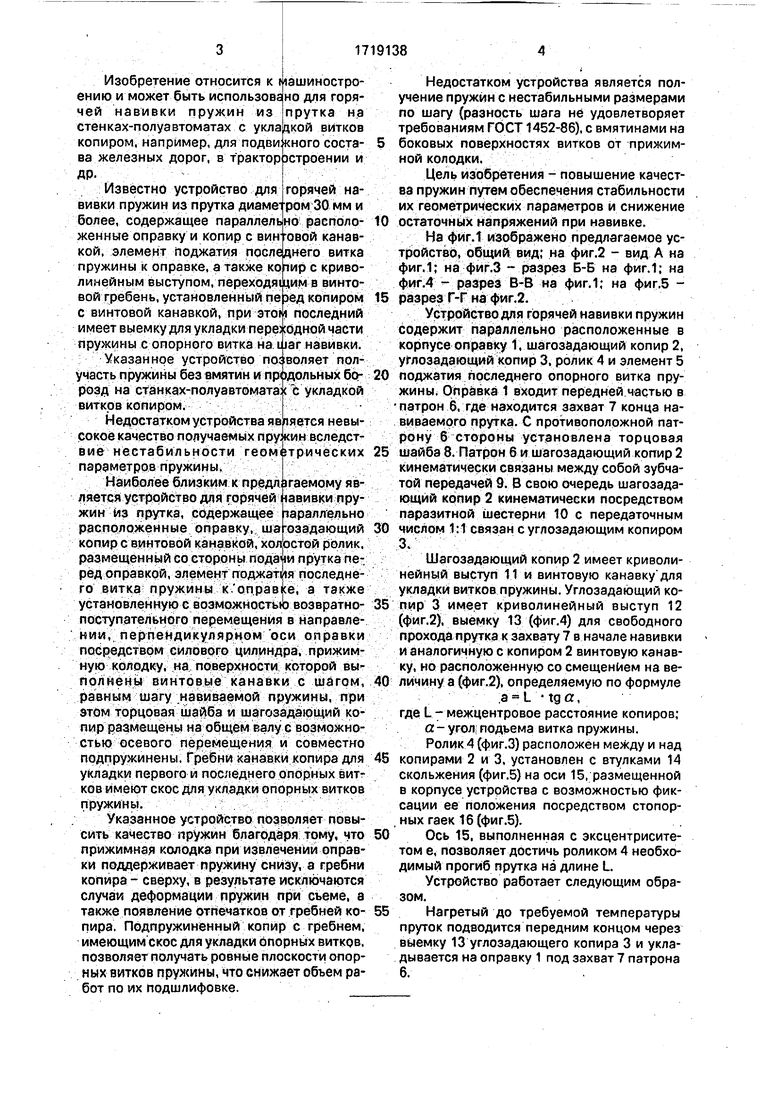
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячей навивки крупногабаритных пружин из прутка | 1988 |
|
SU1553230A1 |
| Устройство для горячей навивки пружин из прутка | 1977 |
|
SU673362A1 |
| УСТРОЙСТВО для ГОРЯЧЕЙ НАВИВКИ ПРУЖИН из ПРУТКА | 1969 |
|
SU253738A1 |
| Устройство для горячей навивки пружин | 1977 |
|
SU639184A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1985 |
|
SU1726096A1 |
| Устройство для навивки цилиндрических пружин с переменным щагом | 1986 |
|
SU1787631A1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ СПИРАЛИ | 2004 |
|
RU2257976C1 |
| Устройство для горячей навивки пружин из прутка | 1988 |
|
SU1533806A1 |
| Устройство для навивки пружин | 1980 |
|
SU961830A1 |
| Устройство для горячей навивки пружин из прутка | 1988 |
|
SU1542678A1 |
Изобретение относится к устройствам для горячей навивки пружин из прутка на станках-полуавтоматах с укладкой витков копиром, применяемых для подвижного состава железных дорог, в тракторостроении и др., и позволяет повысить качество пружин. Устройство для горячей навивки пружин из прутка содержит параллельно расположенные оправку 1, щагозадающий копир 2, холостой ролик 4, элемент 5 поджа- тия пружины к оправке 1, углозадающий копир 3. Углозадающий копир 3 расположен перед и параллельно шагозадающему копиру 2, а винтовые канавки углозадающе- го копира 3 смещены на величину а относительно винтовых канавок шагозадэющего копира 2, кроме того, холостой ролик 4 размещен между копирами 2 и 3 с возможностью перемещения в радиальном к осям копира направлении. 5 ил.
А
.4
СП
I
ел
OJ 00
CM
0
гЛ О
&
| Устройство для горячей навивки пружин из прутка | 1982 |
|
SU1049150A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
