А-А
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| АГРЕГАТ ДЛЯ НАВИВКИ ПРУЖИН | 1993 |
|
RU2057611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИН И АГРЕГАТ ДЛЯ ЕГО ВОПЛОЩЕНИЯ | 2015 |
|
RU2623968C2 |
| Станок для изготовления пружин | 1987 |
|
SU1470402A1 |
| Автомат для изготовления двухспиральных пружин с отогнутыми концами | 1985 |
|
SU1294442A1 |
| АВТОМАТ ДЛЯ ГОРЯЧЕЙ НАВИВКИ ПРУЖИН | 1967 |
|
SU202062A1 |
| СТАНОК ДЛЯ МНОГООПЕРАЦИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ЛИСТОВОГО МЕТАЛЛА | 1971 |
|
SU415071A1 |
| Станок для горячей навивки пружин | 1989 |
|
SU1667999A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Полуавтомат для изготовления многотраверсных цилиндрических сеток типа "беличьего колеса | 1973 |
|
SU720566A1 |
| Автомат для изготовления пружинных колец | 1982 |
|
SU1063517A1 |
Изобретение относится к устройствам для горячей навивки пружин из прутка и позволяет повысить производительность работы устройства. Устройство содержит узел 1 загрузки прутков, нагреватель прутка 5, охлаждающую ванну с расположенным в ней транспортером 33, узлы навивки пружины, захвата конца прутка и перемещения оправки 11 в охлаждающую ванну, а также механизм 32 съема готовой пружины. Узел перемещения оправки 11 в охлаждающую ванну выполнен в виде жестко закрепленных на поворотном валу приводного мальтийского креста с фиксатором и диска. На диске с возможностью свободного поворота установлены оси, на которых жестко закреплены оправки 11. 4 ил.
ел
Ј N3
ОЭ J
00
Фиг. 2
Изобретение относится к обработке металлов давлением, в частности к устройствам для горячей навивки пружин.
Цель изобретения - повышение производительности работы устройства.
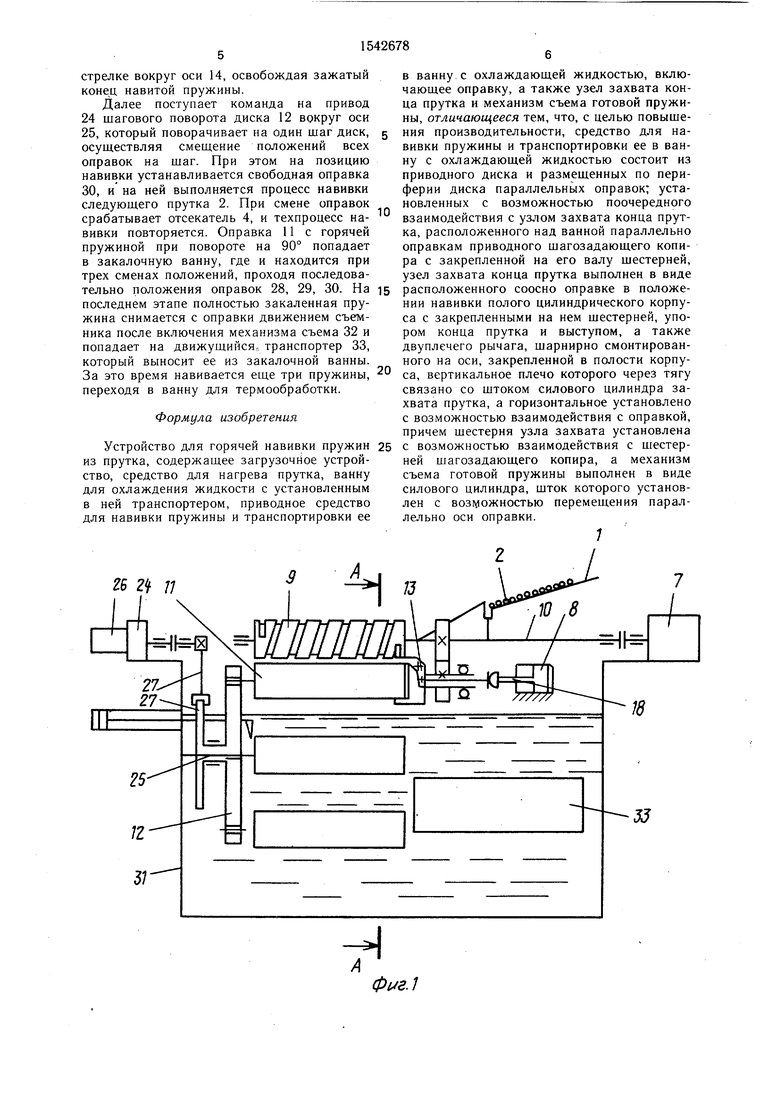
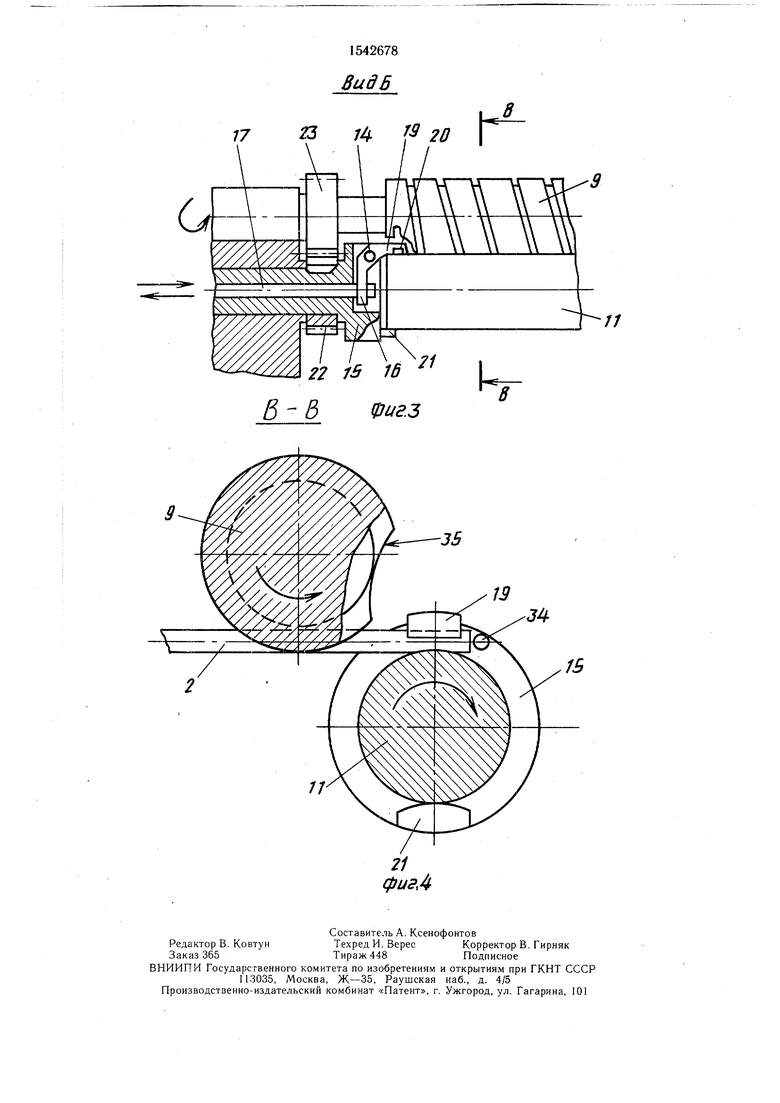
На фиг. 1 изображена кинематическая схема устройства; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - сечение В-В на фиг. 3.
Устройство состоит из загрузочного
щей жидкости-проходит под позицией навивки пружины, т. е. отделяет приводную оправку 11 от остальных оправок.
Устройство также содержит механизм г 32 съема готовой пружины 6 с последней оправки и транспортер 33 для удаления пружины из закалочной ванны 31. На корпусе 15 установлен упор 34 конца прутка, а также выполнен вырез 35.
Устройство работает следующим обраустройства 1 с уложенными рядами мерны- Ю зом. ми прутками 2, роликового транспортераНа позиции навивки установлена оправ3 с отсекателем 4 подачи прутка 2 через его ка 11, которая контактирует с выступом нагреватель 5, например индуктор, на пози- 21 корпуса прижима 15. При поступлении цию на,вивки пружины 6. На этой позиции команды из системы управления из загру- установлен привод 7 вращения узла навив- 15 зочного устройства 1 по транспортеру 3 по- ки, а также захватное устройство с приво- дается пруток 2, который, проходя через
индуктор 5, нагревается до требуемой температуры и перемещаетя к позиции навивки. При этом скорость навивки и движения транспортера равны между собой и определяются скоростью достижения заданной температуры прутка в индукторе. В момент попадания прутка строго в желобок 20 до упора 34, закрепленного на корпусе 15, срабатывает датчик и включается привод ство выполнено в виде двуплечего рычага 25 8 захватного устройства и привод 7 враще- 13, шарнирно установленного на . оси 14 в ния копира 9 и оправки 11. При этом шток
18, двигаясь вправо, перемещает тягу 17, которая, в свою очередь, воздействует на плечо 16 рычага 13, поворачивая его вокруг оси 14 в полости корпуса 15. Второе плечо
дом 8 для захвата и удержания конца прутка 2 в узле навивки. Узел навивки включает параллельно установленные шаго- задающий копир 9, жестко смонтированный на выходном валу 10 привода 7 и оправки 0 11, которые одним своим концом шарнирно соединены с диском 12, а свободным концом взаимодействуют с захватным устройством и приводом 7 вращения. Захватное устрой1i
полости корпуса 15. Одним плечом 16 рычаг 13 через тягу 17 подвижно соединен со штоком 18 пневмопривода 8 захвата прутка, а вторым плечом 19 в месте подвода прутка
к оправке 11 и копиру 9 контактирует с 30 19 при развороте рычага 3 также повораоправкой 11. На конце плеча 19, обращенного к оправке 11, предусмотрен желобок 20 для завода прутка 2. Корпус 15, в свою очередь, выступом 21 контактирует с оправкой 11 со стороны, противоположной месту
чивается против часовой стрелки и прижимает конец прутка, находящийся между желобом 20 и оправкой 11 к оправке, а саму оправку 11, контактирующую с выступом 21, прижимает к нему. Усилие прижатия пневконтакта оправки и плеча 19 захватного35 моцилиндром 8 является достаточным для
рычага 13. Средняя часть корпуса 15 пред-зажатия конца прутка, удержания его зажаставляет собой втулку, подвижно установ-тым в течение всей навивки на оправке
ленную на тяге 17. На этой втулке жесткои передачи заданного крутящего момента,
смонтирована шестерня 22, находящаясяОдновременно с зажатием конца прутка
в зацеплении с шестерней 23, которая уста-4Q начинает вращаться выходной вал 10 привоновлена на выходном валу 10 приводада 7 и установленные на нем шестерня
7 вращения узла навивки. Диск 12 соединен23 и копир 9. Шестерня 22, связанная с шес приводом 24 его шагового поворота вокруг оси 25, включающим электродвигатель 26 с редуктором и мальтийский крест 27 с фиксатором.
Минимальное количество оправок, размещенных на диске 12, равно двум, а в данном устройстве - четырем оправкам 11, 28, 29 и 30, причем все Справки расположены на одной окружности с центром на оси поворота диска 12 и отстоят друг от друга на величину, равною шагу поворота - 90°. Оправка 11 в позиции навивки является приводной и находится на опоре в крайнем верхнем положении, а все остальные оправки располагаются ниже и не связаны с приводом 7 вращения.
Устройство снабжено закалочной ванной 31, установленной под диском 12 с оправками таким образом, что уровень охлаждаюстерней 23, вращается с той же скоростью и это вращение через втулку корпуса 15 и его выступ 21 передается на оправку 11. Со- 45 вместное вращение с одинаковой, скоростью обеспечивает горячую навивку прутка по виткам копира 9 с заданным шагом. При этом в положении зажатого конца прутка рычаг 13 своим плечом 19 не касается копира 9, но при холостом вращении последнего в режиме наладки и незажатой оправке 11 возможен упор плеча 19 рычага 13 в копир 9. Для предотвращения этого в копире 9 в зоне траектории движения отжатого плеча 19 предусмотрен вырез 35.
50
55
После окончания процесса навивки поступает команда на оба привода 7 и 8. Вращение прекращается, а тяга 17, перемещаясь влево, поворачивает рычаг по часовой
щей жидкости-проходит под позицией навивки пружины, т. е. отделяет приводную оправку 11 от остальных оправок.
Устройство также содержит механизм 32 съема готовой пружины 6 с последней оправки и транспортер 33 для удаления пружины из закалочной ванны 31. На корпусе 15 установлен упор 34 конца прутка, а также выполнен вырез 35.
Устройство работает следующим образом. На позиции навивки установлена оправчивается против часовой стрелки и прижимает конец прутка, находящийся между желобом 20 и оправкой 11 к оправке, а саму оправку 11, контактирующую с выступом 21, прижимает к нему. Усилие прижатия пневмоцилиндром 8 является достаточным для
стерней 23, вращается с той же скоростью и это вращение через втулку корпуса 15 и его выступ 21 передается на оправку 11. Со- 5 вместное вращение с одинаковой, скоростью обеспечивает горячую навивку прутка по виткам копира 9 с заданным шагом. При этом в положении зажатого конца прутка рычаг 13 своим плечом 19 не касается копира 9, но при холостом вращении последнего в режиме наладки и незажатой оправке 11 возможен упор плеча 19 рычага 13 в копир 9. Для предотвращения этого в копире 9 в зоне траектории движения отжатого плеча 19 предусмотрен вырез 35.
0
После окончания процесса навивки поступает команда на оба привода 7 и 8. Вращение прекращается, а тяга 17, перемещаясь влево, поворачивает рычаг по часовой
стрелке вокруг оси 14, освобождая зажатый конец навитой пружины.
Далее поступает команда на привод 24 шагового поворота диска 12 вокруг оси 25, который поворачивает на один шаг диск, осуществляя смещение положений всех оправок на шаг. При этом на позицию навивки устанавливается свободная оправка 30, и на ней выполняется процесс навивки следующего прутка 2. При смене оправок срабатывает отсекатель 4, и техпроцесс навивки повторяется. Оправка 11 с горячей пружиной при повороте на 90° попадает в закалочную ванну, где и находится при трех сменах положений, проходя последовательно положения оправок 28, 29, 30. На последнем этапе полностью закаленная пружина снимается с оправки движением съемника после включения механизма съема 32 и попадает на движущийся, транспортер 33, который выносит ее из закалочной ванны. За это время навивается еще три пружины, переходя в ванну для термообработки.
Формула изобретения
Устройство для горячей навивки пружин из прутка, содержащее загрузочное устройство, средство для нагрева прутка, ванну для охлаждения жидкости с установленным в ней транспортером, приводное средство для навивки пружины и транспортировки ее
я 2t и
37
0
5 0
5
в ванну с охлаждающей жидкостью, включающее оправку, а также узел захвата конца прутка и механизм съема готовой пружины, отличающееся тем, что, с целью повышения производительности, средство для навивки пружины и транспортировки ее в ванну с охлаждающей жидкостью состоит из приводного диска и размещенных по периферии диска параллельных оправок; установленных с возможностью поочередного взаимодействия с узлом захвата конца прутка, расположенного над ванной параллельно оправкам приводного шагозадающего копира с закрепленной на его валу шестерней, узел захвата конца прутка выполнен в виде расположенного соосно оправке в положении навивки полого цилиндрического корпуса с закрепленными на нем шестерней, упором конца прутка и выступом, а также двуплечего рычага, шарнирно смонтированного на оси, закрепленной в полости корпуса, вертикальное плечо которого через тягу связано со штоком силового цилиндра захвата прутка, а горизонтальное установлено с возможностью взаимодействия с оправкой, причем шестерня узла захвата установлена с возможностью взаимодействия с шестерней шагозадающего копира, а механизм съема готовой пружины выполнен в виде силового цилиндра, шток которого установлен с возможностью перемещения параллельно оси оправки.
1542678
ВидБ
8
23 74 & 20
22 1В 15
В Фиг.з
8
21
h35
13
34
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИН ГОРЯЧЕЙ НАВИВКОЙ | 0 |
|
SU234337A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
