Изобретение относится к изготовлению пружин и может быть использовано для горячей навивки винтовых цилиндрических пружин сжатия, преимущественно крупногабаритных, навиваемых из прутка диаметром 45 мм и более.
Цель изобретения - повышение качества пружин путем устранения задиров на поверхности прутка.
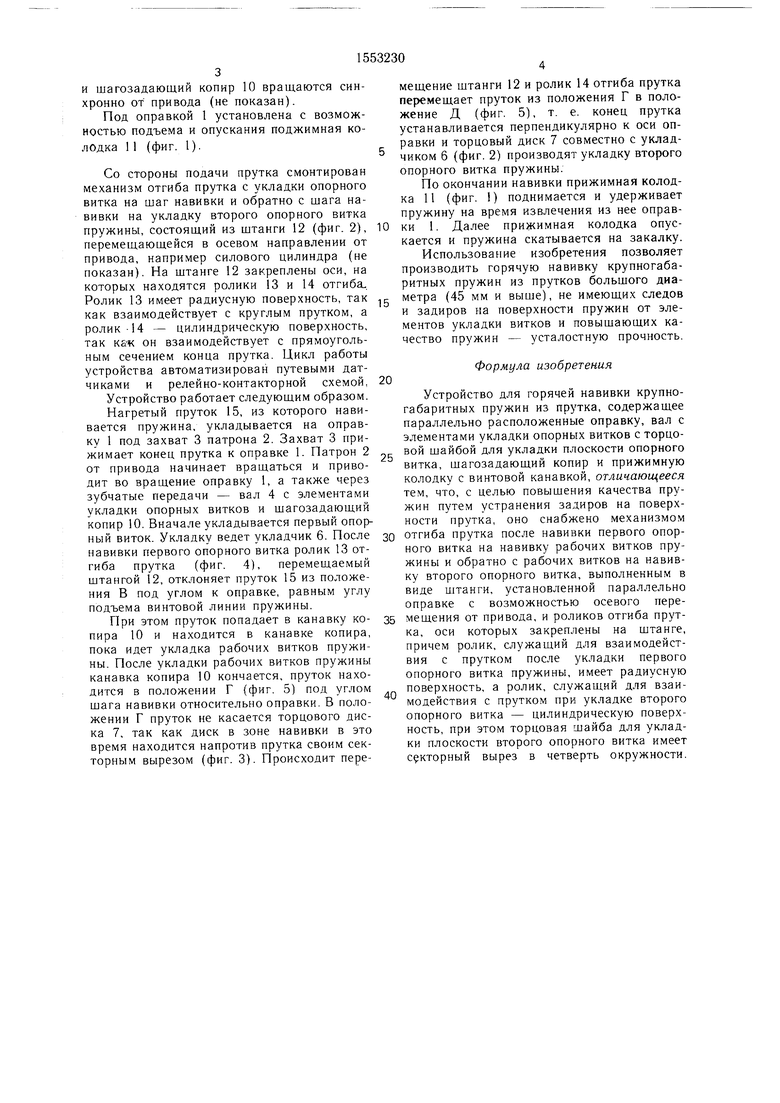
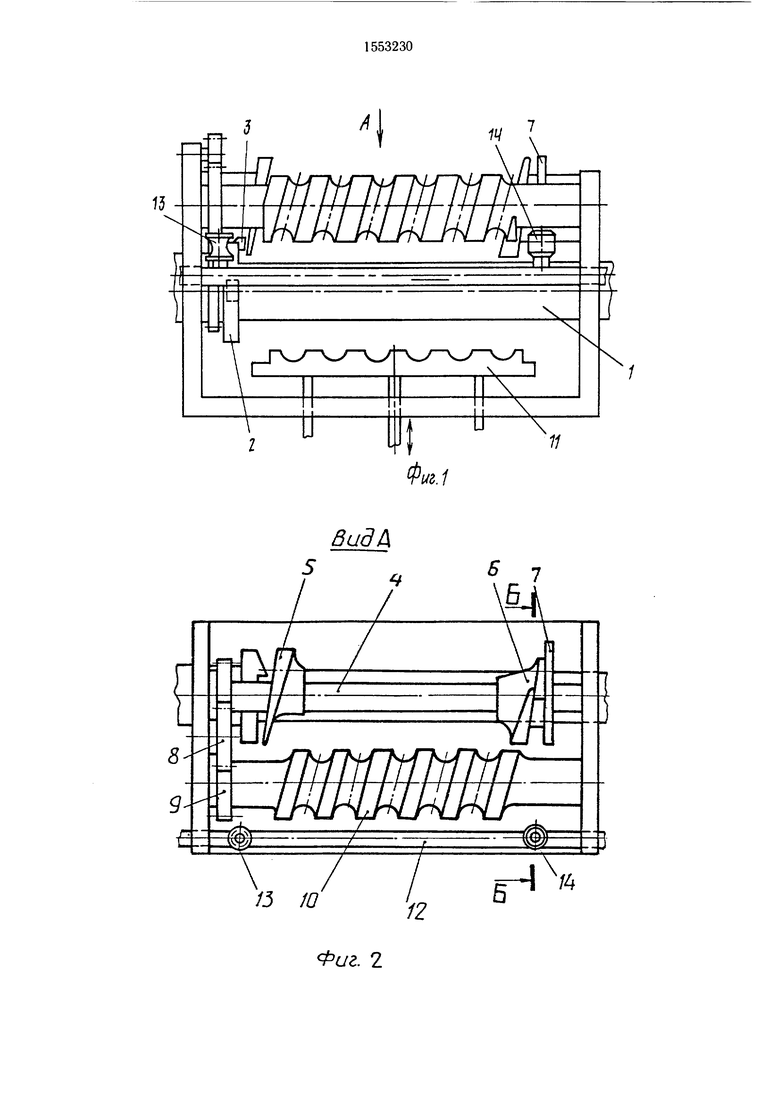
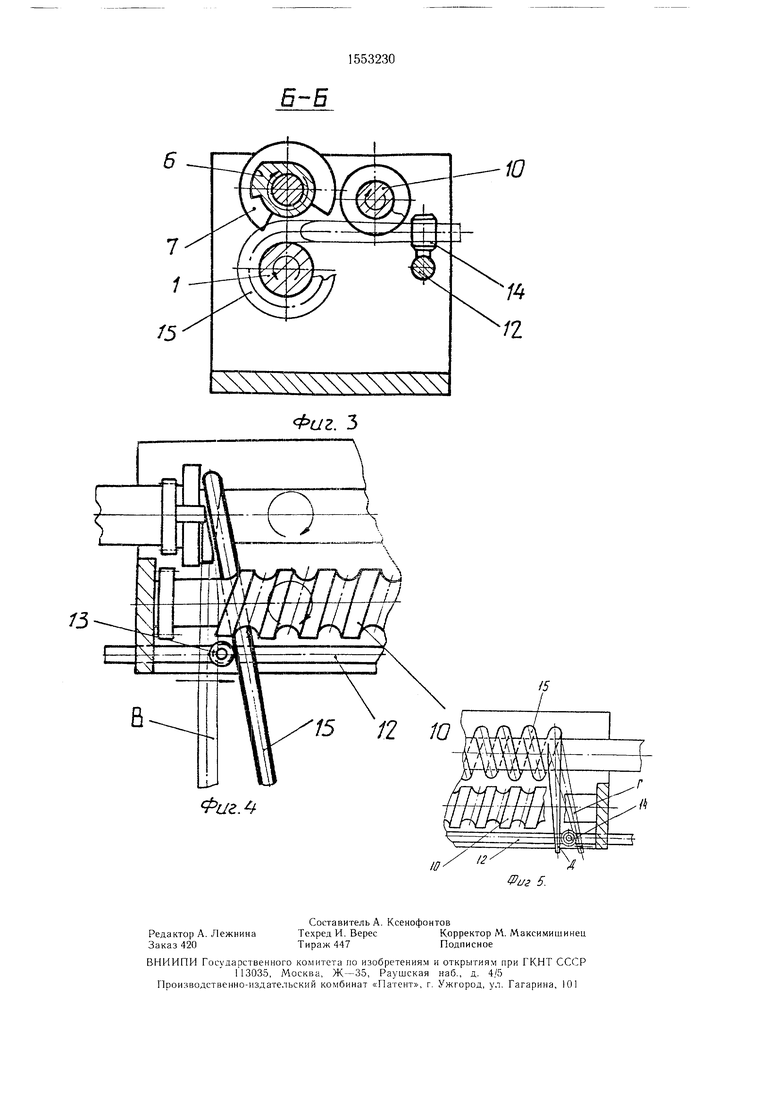
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - устройство при переводе прутка с укладки первого опорного витка на шаг навивки; на фиг. 5 - то же, при переводе с укладки рабочих витков на укладку второго опорного витка.
Устройство содержит оправку 1, взаимодействующую квадратным шипом (не показан) с патроном 2, в котором находится захват 3 прутка. С патроном 2 через зубчатую передачу с передаточным числом 1:1 связан вал 4 (фиг. 2), на котором закреплены укладчик 5 первого опорного витка, укладчик 6 второго опорного витка, имеющий профильный выступ для закатывания конца прутка в диаметр пружины, и торцовый диск 7, формирующий плоскую поверхность второго опорного витка пружины.
Торцовый диск 7 имеет секторный вырез в 1/4 диска (фиг. 3) и закреплен на валу 4 так, что в этот вырез попадает конец прутка при навивке пружины (фиг. 5, положение Г прутка). Посредстсвом шестерней 8 и 9 шагозадающий копир 10 связан с патроном и валом 4 с элементами укладки опорных витков. Передаточное число шестерней 1:1, поэтому патрон 2 с оправкой 1, вал 4
сл ел
со ю
со
и шагозадающий копир 10 вращаются синхронно от привода (не показан).
Под оправкой 1 установлена с возможностью подъема и опускания поджимная ко- лОдка 1 1 (фиг. 1).
мещение штанги 12 и ролик 14 отгиба прутка перемещает пруток из положения Г в положение Д (фиг. 5), т. е. конец прутка устанавливается перпендикулярно к оси оправки и торцовый диск 7 совместно с укладчиком 6 (фиг. 2) производят укладку второго опорного витка пружины.
По окончании навивки прижимная колодка 11 (фиг. 1) поднимается и удерживает пружину на время извлечения из нее оправСо стороны подачи прутка смонтирован механизм отгиба прутка с укладки опорного витка на шаг навивки и обратно с шага навивки на укладку второго опорного витка
пружины, состоящий из штанги 12 (фиг. 2), 10 ки 1. Далее прижимная колодка опус- перемещающейся в осевом направлении от кается и пружина скатывается на закалку, привода, например силового цилиндра (неИспользование изобретения позволяет
показан). На штанге 12 закреплены оси, напроизводить горячую навивку крупногабакоторых находятся ролики 13 и 14 отгиба.ритных пружин из прутков большого диаРолик 13 имеет радиусную поверхность, так 15 метра (45 мм и выше), не имеющих следов как взаимодействует с круглым прутком, а ролик-14 - цилиндрическую поверхность, так как он взаимодействует с прямоугольным сечением конца прутка. Цикл работы устройства автоматизирован путевыми датчиками и релейно-контакторной схемой. 20
Устройство работает следующим образом.Устройство для горячей навивки крупноНагретый пруток 15, из которого нави-габаритных пружин из прутка, содержащее
вается пружина, укладывается на оправ-параллельно расположенные оправку, вал с
ку 1 под захват 3 патрона 2. Захват 3 при-элементами укладки опорных витков с торцожимает конец прутка к оправке 1. Патрон 2 „„ вой шайбой для укладки плоскости опорного
и задиров на поверхности пружин от элементов укладки витков и повышающих качество пружин - усталостную прочность.
Формула изобретения
от привода начинает вращаться и приводит во вращение оправку 1, а также через зубчатые передачи - вал 4 с элементами укладки опорных витков и шагозадающий копир 10. Вначале укладывается первый опорвитка, шагозадающий копир и прижимную колодку с винтовой канавкой, отличающееся тем, что, с целью повышения качества пружин путем устранения задиров на поверхности прутка, оно снабжено механизмом
ный виток. Укладку ведет укладчик 6. После зо отгиба прутка после навивки первого опорнавивки первого опорного витка ролик 13 отгиба прутка (фиг. 4), перемещаемый штангой 12, отклоняет пруток 15 из положения В под углом к оправке, равным углу подъема винтовой линии пружины.
ного витка на навивку рабочих витков пружины и обратно с рабочих витков на навивку второго опорного витка, выполненным в виде штанги, установленной параллельно оправке с возможностью осевого переПри этом пруток попадает в канавку ко- 35 мещения от привода, и роликов отгиба прутпира 10 и находится в канавке копира, пока идет укладка рабочих витков пружины. После укладки рабочих витков пружины канавка копира 10 кончается, пруток находится в положении Г (фиг. 5) под углом шага навивки относительно оправки. В положении Г пруток не касается торцового диска 7, так как диск в зоне навивки в это время находится напротив прутка своим секторным вырезом (фиг. 3). Происходит пере40
ка, оси которых закреплены на штанге, причем ролик, служащий для взаимодействия с прутком после укладки первого опорного витка пружины, имеет радиусную поверхность, а ролик, служащий для взаимодействия с прутком при укладке второго опорного витка - цилиндрическую поверхность, при этом торцовая шайба для укладки плоскости второго опорного витка имеет секторный вырез в четверть окружности.
мещение штанги 12 и ролик 14 отгиба прутка перемещает пруток из положения Г в положение Д (фиг. 5), т. е. конец прутка устанавливается перпендикулярно к оси оправки и торцовый диск 7 совместно с укладчиком 6 (фиг. 2) производят укладку второго опорного витка пружины.
По окончании навивки прижимная колодка 11 (фиг. 1) поднимается и удерживает пружину на время извлечения из нее оправметра (45 мм и выше), не имеющих следов
и задиров на поверхности пружин от элементов укладки витков и повышающих качество пружин - усталостную прочность.
Формула изобретения
витка, шагозадающий копир и прижимную колодку с винтовой канавкой, отличающееся тем, что, с целью повышения качества пружин путем устранения задиров на поверхности прутка, оно снабжено механизмом
ного витка на навивку рабочих витков пружины и обратно с рабочих витков на навивку второго опорного витка, выполненным в виде штанги, установленной параллельно оправке с возможностью осевого пере мещения от привода, и роликов отгиба прут0
ка, оси которых закреплены на штанге, причем ролик, служащий для взаимодействия с прутком после укладки первого опорного витка пружины, имеет радиусную поверхность, а ролик, служащий для взаимодействия с прутком при укладке второго опорного витка - цилиндрическую поверхность, при этом торцовая шайба для укладки плоскости второго опорного витка имеет секторный вырез в четверть окружности.
11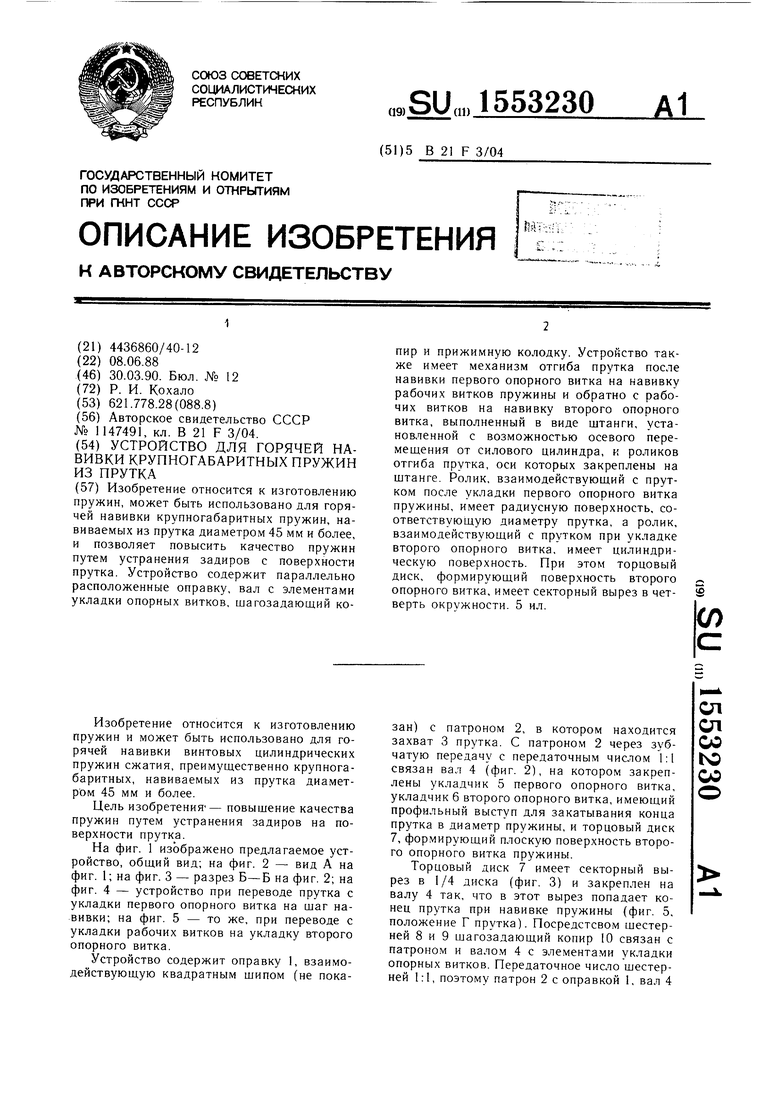
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для горячей новивки пружин из прутка | 1990 |
|
SU1719138A1 |
| Устройство для горячей навивки пружин из прутка | 1988 |
|
SU1533806A1 |
| Устройство для горячей навивки пружин из прутка | 1988 |
|
SU1542678A1 |
| Устройство для навивки цилиндрических пружин с переменным щагом | 1986 |
|
SU1787631A1 |
| Станок для горячей навивки пружин кручения | 1988 |
|
SU1528597A2 |
| Станок для горячей навивки пружин кручения | 1985 |
|
SU1282948A1 |
| Устройство для горячей навивки пружин из прутка | 1977 |
|
SU673362A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1985 |
|
SU1726096A1 |
| Устройство для навивки пружин | 1987 |
|
SU1484420A1 |
| Устройство для навивки цилиндрических пружин с переменным шагом | 1983 |
|
SU1650310A1 |
Изобретение относится к области изготовления пружин, может быть использовано для горячей навивки крупногабаритных пружин, навиваемых из прутка диаметров 45 мм и более, и позволяет повысить качество пружин путем устранения задиров с поверхности прутка. Устройство содержит параллельно расположенные оправку, вал с элементами укладки опорных витков, шагозадающий копир и прижимную колодку. Устройство также имеет механизм отгиба прутка после навивки первого опорного витка на навивку рабочих витков пружины и обратно с рабочих витков на навивку второго опорного витка, выполненный в виде штанги, установленной с возможностью осевого перемещения от силового цилиндра, и роликов отгиба прутка, оси которых закреплены на штанге. Ролик, взаимодействующий с прутком после укладки первого опорного витка пружины, имеет радиусную поверхность, соответствующую диаметру прутка, а ролик, взаимодействующий с прутком при укладке второго опорного витка, имеет цилиндрическую поверхность. При этом торцовой диск, формирующий поверхность второго опорного витка, имеет секторный вырез в четверть окружности. 5 ил.
ВидА
15 Ю
Фиг. 2
5-Б
Фиг. 3
15 12 Ю
Фиг. 4
| Авторское свидетельство СССР № 1147491, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
