Изобретение относится к обработке металлов давлением, может быть использовано для резки прутков на за-. (готовки длиной меньше диаметра и яв- 25 ляется усовершенствованием штампа для резки пруткового материала по авт.св. If I486276.
Известен штамп для резки пруткового материала на заготовки длиной 30 меньше их диаметра, содержащий основание с.неподвижным втулочным ножом, подвижный втулочный нож и механизм осевого сжатия- отрезаемой заготовки включающий толкатель, кинематически 35 связанный с верхней подвижной плитой, в котором кинематическая связь толкате- | ля с верхней подвижной плитой выпол% нена в виде расположенного над подвижным ножом Г-рбразного коромысла, 40 одно плечо которого выполнено с возможностью образования шарнирной связи с подвижным ножом, а другое расположено с возможностью взаимодействия со свободным торцом толкателя, и хвое-45 товика, установленного на коромысле с возможностью регулировочного перемещения вдоль него и взаимодействия с верхней подвижной-плитой.
Недостатками известного штампа для 50 резки пруткового материала являются необоснованные потери энергии в каждом цикле отрез ки и трудоемкость пере наладки штампа, вызываемая необходимостью замены пружины.55
Целью изобретения является повышение экономичности и улучшение условий обслужива.ния путем уменьшения трудоемкости переналадки механизмов
радиального зажима и осевого сжатия , пруткового материала.
Указанная цель достигается тем, что штамп для резки пруткового материала снабжен промежуточной плитой, установленной на прижимной планке,. а связь имеющегося хвостовика с верхней подвижной плитой выполнена в виде балки, установленной между коромыслом и верхней плитой, и дополнительного хвостовика, смонтированного на балке с возможностью перемещения вдоль нее и взаимодействия с верхней плитой, при этом один из концов балки выполнен с возможностью образования шарнирной связи с промежуточной плитой, а дополнительный хвостовик размещен в зоне между имеющимся хвостовиком и шарнирной связью балки с промежуточной плитой.
На чертеже схематически изображен штамп для разделения пруткового материала, продольный разрез.
Шиамп для разделения пруткового материала содержит корпус 1 с неподвижным ножом 2 и системой активного радиального зажима прутка 3, состоящей из прижимной планки 4, плиты 5 и балки 6 с подвижным по его длине основным хвостовиком 7, и подвижный в корпусе ползун 8 с втулочным ножом 9 и толкателем 10. На .ползуне установлено коромысло 1-1 с подвиж ным по его длине хвостовиком 12. Ход ползуна внизу-ограничивается регулируемым упором 13, вверху - огра-: ничителем 1, а возврат ползуна после отрезки заготовки в исходное
s . 1 положение осуществляется пружиной 15.
Штамп работает следующим образом. . Пруток 3 через неподвижный нож 2, закрепленный в корпусе 1, и прижимную планку Ц подают во втулочный нож 9, закрепленный в ползуне 8, на необходимую величину и начинают опус кать верхнюю плиту 16 пресса. Дойдя до хвостовика 7 верхняя плита пресса при помощи балки 6 воздействует на плиту.5 с прижимом А, создавая усилие радиального зажима, и через хвостовик 12 при помощи Г-образного коромысла 11, создавая усилие отрезки и осевого подпора, передаваемые соответственно на ползун 8 и толкатель 10, причем усилия в штампе распределяются следующим образом
Р Р гос гот
Р Р
гос
от
усилие осевого подпора; технологическое усилие отрезки;
плечо силы отрезки; плечо силы осевого подпора.
+ -г
ч
Н
.пУир
Ч
.где Ррг усилие радиального зажима; Ц - плечо усилия радиального
зажима;
1:4 плечо усилия на промежуточном хвостовике.
Из анализа выражений (1) и (2) .следует, что, учитывая неизменность выданной конструкции величины плеча 12, настройка штампа на конкретный типоразмер и материал заготовки производится путем установки необходимого отношения усилия осевого подпора к технологическому усилию отрезки выбором плеча 1,, и последующей установкой соотношения плеч 1 и 1ф в соответствии с формулой (2) для создания необходимого усилия радиаль- ,ного зажима,обеспечивающего удержание прутка в осевом направлении от выталкивателя из подвижного ножа при отрезке.
После отделения заготовки усилия радиального зажима и осевого под1
.
71916А
пора полностью исчезают,.так как ис- чезает усилие РОТ и сопротивление двй- жению ползуна оказывает лишь усилие .пружины 15, величина которого незна-.- чительна по сравнению с Р0тДалее ползун 8 продолжает опус- хат ься и доходит до регулируемого
1(3 упора 13, а плита пресса продолжает движение, балка и Г-образное коромысло поворачиваются в шарнирных опорах, выталкивая отрезанную заготовку из втулочного ножа толкателем 10,
15 пое-ле чего заготовка удаляется на провал. .
При ходе плиты пресса вверх пружина 15 возвращает ползун в исходное 20 положение, определяемое ограничителем k, и процесс повторяется.
i Предлагаемая конструкция штампа позволяет снизить потери энергии при 25 отрезке путем введения системы активного радиального зажима и значительно снизить трудоемкость переналадки
штампа.
.
- е 30
40
45
50
Формула изобретения
Штамп для резки пруткового материала по авт.св. .№ 1 8б27б, отличающийся тем, что, с целью повышения экономичности и улучшения условий обслуживания за счет уменьшения трудоемкости переналадки механизмов радиального зажима и осевого сжатия пруткового материала, он снабжен промежуточной плитой, установленной на прижимной планке, а связь имеющегося хвостовика с верхней подвижной плитой выполнена в виде балки, установленной между коромыслом и верхней плитой, и дополнительного хвостовика, смонтированного на .балке с возможностью перемещения вдоль нее и взаимодействия с верхней плитой, при этом один из концов балки выполнен с возможностью образования шарнирной связи с промежуточной плитой,а дополнительный хвостовик размещен в зоне между имеющимся хвостовиком и шарнирной связью балки с промежуточной плитой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ИЗ ПРУТКА ДЕТАЛЕЙ С ПОЛОСТЬЮ | 2002 |
|
RU2219011C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1998 |
|
RU2129935C1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКА ФАСОННОГО ПРОФИЛЯ | 2007 |
|
RU2339489C1 |
| Устройство для разделения пруткового материала | 1986 |
|
SU1379026A1 |
| Штамп для резки пруткового материала | 1981 |
|
SU990441A1 |
| Штамп для резки пруткового материала | 1986 |
|
SU1382602A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| ШТАМП ДЛЯ РЕЗКИ ПРОКАТА | 1989 |
|
RU2025227C1 |
| Устройство для разделения пруткового материала | 1978 |
|
SU764881A1 |
Изобретение относится к обработ - ке металлов давлением и может быть использовано для резки пруткового материала на заготовки длиной меньше их диаметра. Цель изобретения - повышение экономичности и улучшение условий обслуживания за счет уменьшения трудоемкости переналадки механизмов радиального зажима и .осевого сжатия пруткового материала. Пруток 3 через неподвижный нож 2, закрепленный в корпусе 1, и радиальную прижимную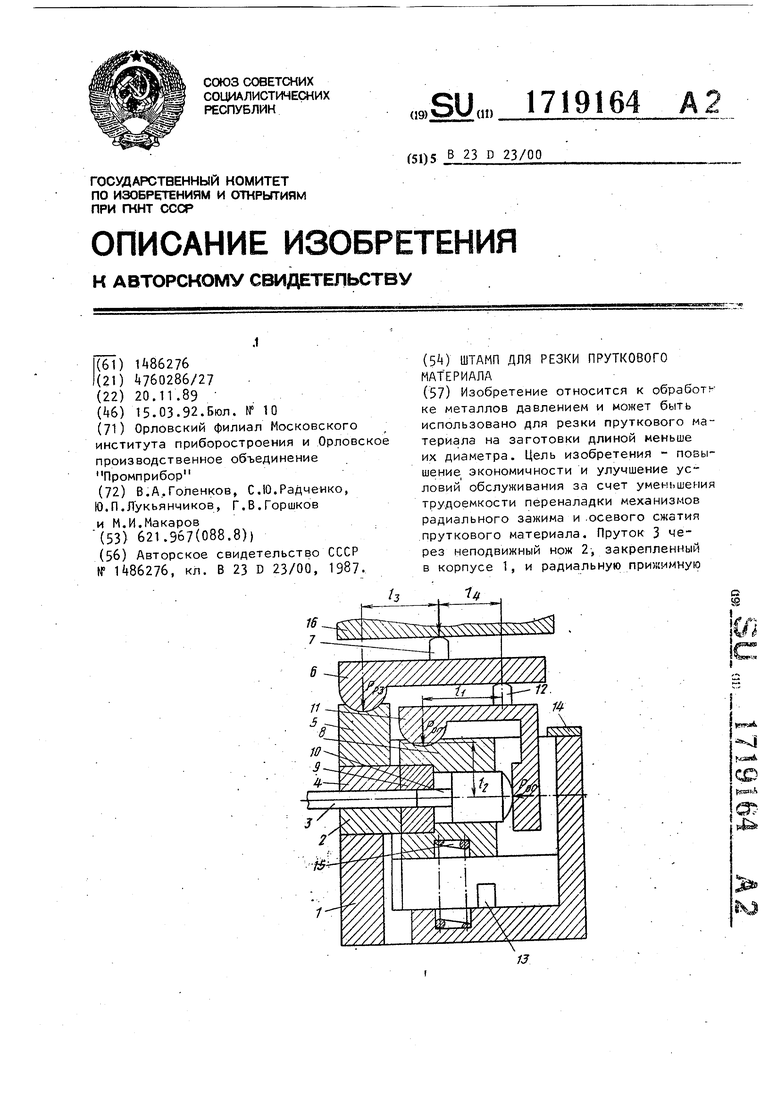
| Авторское свидетельство СССР № 1486276, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
