фиг.1
Изобретение относится к машиностроению, а конкретнее к устройствам для установки и зажима обрабатываемых деталей, и может быть использовано для зажима двух и более пакетов деталей, установленных под углом.
Известна наладка к приспособлению С 7206-7051; содержащая установленные на корпусе губки и боковой упор, составляю-, щие базы для детали, устанавливаемой до бокового упора. Деталь зажимается подвижной губкой под углом к направлению силы зажима.
Однако на этой наладке при обработке пакета деталей часть их отрывается от бокового упора, что снижает надежность их зажима.
Наиболее близкой к предлагаемой является наладка тисков для фрезерования боковой грани резцов, содержащая закрепленный в губках тисков корпус с установочной поверхностью и направляющей, жестко закрепленные на установочной поверхности переднюю и боковую установленную под углом к передней базовые планки, упор, установленный в направляющей корпуса с возможностью перемещения, два прихвата, каждый из которых выполнен в виде подпружиненного двуплечего рычага, установленных на оси с возможностью поворота вокруг трех взаимно перпендикулярных осей, одна из которых совпадает с осью, на которой он установлен, и с возможно-, стью взаимодействия одним плечом с упором. Для поджима деталей к передней базовой планке и выталкивания деталей после обработки предусмотрены двуплечие рычаги и выталкиватели, закрепленные на кронштейнах корпуса.
Недостатком этого устройства является низкая надежность зажима двух и более пакетов деталей, поскольку прижим их под углом ведет к отрыву их от передней и боковой базовых поверхностей.
Цель изобретения - повышение надежности закрепления двух и более пакетов деталей и уменьшение габаритов.
Поставленная цель достигается тем, что в наладке тисков, содержащей корпус с установочной поверхностью и направляющей, жестко закрепленные на установочной поверхности переднюю и боковую установленную под углом к передней базовые планки, упор, установленный в направляющей корпуса с возможностью перемещения, два прихвата, каждый из которых выполнен в виде подпружиненного двуплечего рычага, установленного на оси с возможностью поворота вокруг трех взаимно перпендикулярных осей, однаиа которых совпадает с осью,
на которой он установлен, и с возможностью взаимодействия одним плечом с упо ром, направляющая корпуса расположена под углом к направлению зажима, а оси рычагов выполнены независимыми друг от друга и имеют сферические головки, взаимодействующие с губками тисков, а наладка тисков снабжена самоустанавливающимися в горизонтальной плоскости губками, ус0 тановленными на свободных плечах рычагов, направляющая корпуса выполнена в виде двух параллельных участков, а упор имеет Z-образную форму.
На фиг. 1 представлена наладка тисков,
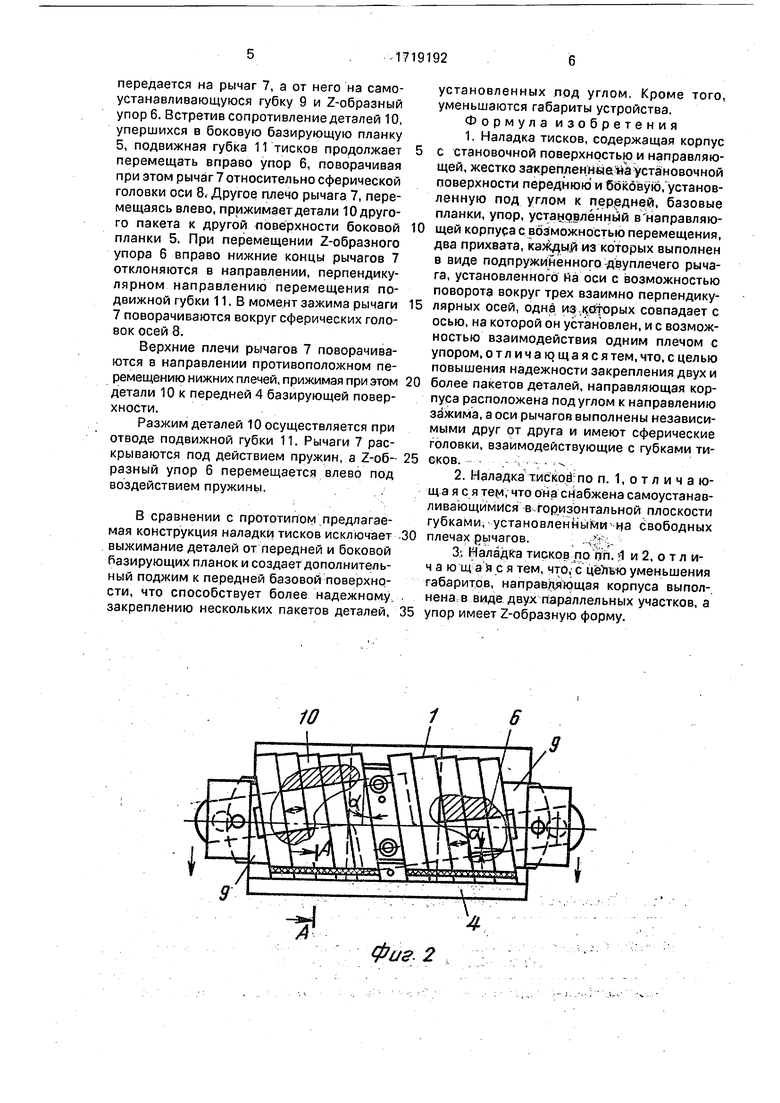
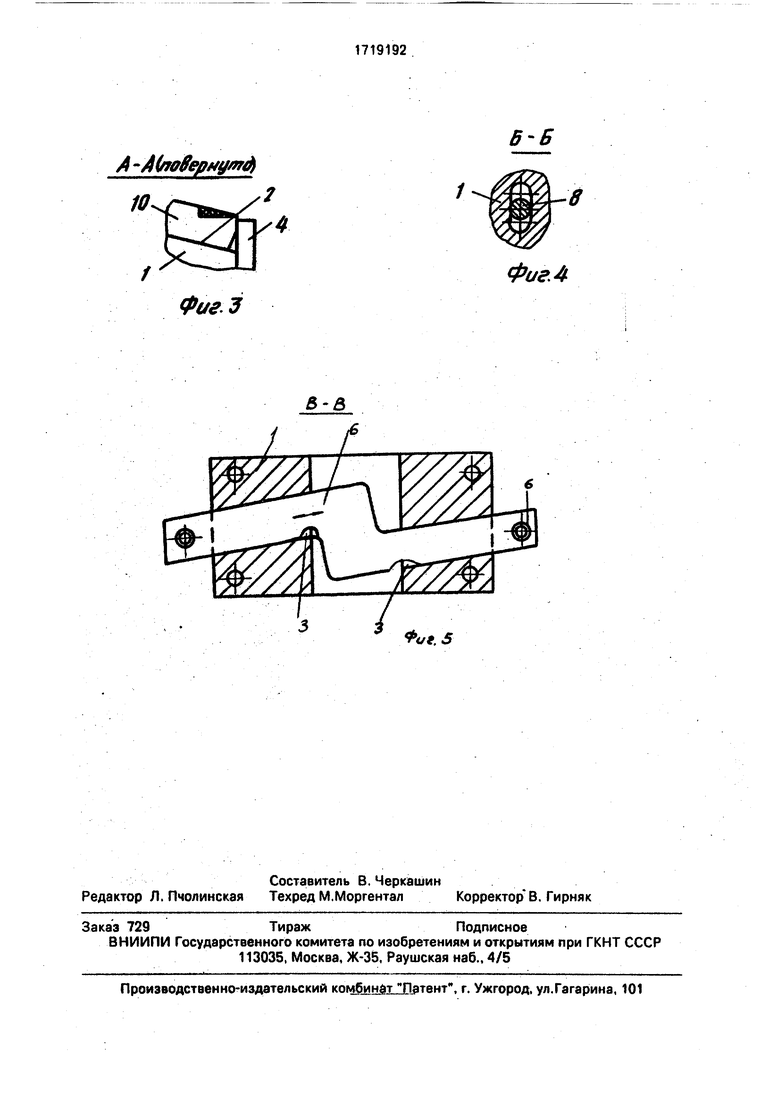
5 продольный разрез; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2 (повернуто); на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 1.
Наладка тисков содержит корпус 1 с ус0 тановочной поверхностью 2 и направляющей 3, жестко закрепленные на установочной поверхности 2 переднюю 4 и боковую 5 установленную под углом к передней базовые планки, упор 6, установлен5 ный в направляющей 3 корпуса 1 с возможностью перемещения, два прихвата, каждый из которых выполнен в виде подпружиненного двуплечего рычага 7, установленного на оси 8 с возможностью поворота
0 вокруг трех взаимно перпендикулярных осей, одна из которых совпадает с осью 8, на которой он установлен, и с возможностью взаимодействия одним плечом с упором 6.
5 Направляющая корпуса 3 расположена под углом 2 к направлению зажима, а оси 8 рычагов 7 выполнены независимыми друг от друга и имеют сферические головки, взаимодействующие с губками 11 тисков. Сво0 бодное плечо рычага 7 снабжено самоустанавливающей.ся в горизонтальной плоскости губкой 9, взаимодействующей с деталью 10.
Направляющая 3 корпуса 1 выполнена
5 в виде двух параллельных участков, а упор 6 имеет Z-образную форму для взаимодействия с направляющей 3 корпуса 1.
Наладка тисков работает следующим образом.
0 В исходном положении подвижная губка 11 тисков отведена, Z-образный упор 6 под действием пружины смещен влево, а рычаги 7 разведены.
Пакеты деталей 10 устанавливают на ус55 тановочную поверхность 2 корпуса 1 до упора в переднюю 4 и боковую 5 базовые планки.
Включают тиски. Подвижная губка 11 тисков, перемещаясь вправо, нажимает на сферическую головку оси 8. Усилие при этом
передается на рычаг 7, а от него на самоустанавливающуюся губку 9 и Z-образный упор 6. Встретив сопротивление деталей 10, упершихся в боковую базирующую планку 5, подвижная губка 11 тисков продолжает перемещать вправо упор 6, поворачивая при этом рычаг 7 относительно сферической головки оси 8. Другое плечо рычага 7, перемещаясь влево, прижимает детали 10 другого пакета к другой поверхности боковой планки 5. При перемещении Z-образного упора 6 вправо нижние концы рычагов 7 отклоняются в направлении, перпендикулярном направлению перемещения подвижной губки 11. В момент зажима рычаги 7 поворачиваются вокруг сферических головок осей 8.
Верхние плечи рычагов 7 поворачиваются в направлении противоположном перемещению нижних плечей, прижимая при этом детали 10 к передней 4 базирующей поверхности.
Разжим деталей 10 осуществляется при отводе подвижной губки 11. Рычаги 7 раскрываются под действием пружин, а Z-об- разный упор 6 перемещается влево под воздействием пружины.
В сравнении с прототипом предлагаемая конструкция наладки тисков исключает выжимание деталей от передней и боковой базирующих планок и создает дополнительный поджим к передней базовой поверхности, что способствует более надежному, закреплению нескольких пакетов деталей,
установленных .под углом. Кроме того, уменьшаются габариты устройства. Формула изобретения 1. Наладка тисков, содержащая корпус с становочной поверхностью и направляющей, жестко закрепленнйе на установочной поверхности переднюю и ббкбвую. установ- ленную под углом к передней, базовые планки, упор, установленной в направляю- щей корпуса с возможностью перемещения, два прихвата, каждый из которых выполнен в виде подпружиненного-двуплечего рычага, установленного на оси с возможностью поворота вокруг трех взаимно перпендикулярных осей, одна ид,кШхэрых совпадает с осью, на которой он установлен, и с возможностью взаимодействия одним плечом с упором, отличающаяся тем, что. с целью повышения надежности закрепления двух и более пакетов деталей, направляющая корпуса расположена под углом к направлению зажима, а оси рычагов выполнены независимыми друг от друга и имеют сферические головки, взаимодействующие с губками тисков. - , Ч -; - Ч
2. Наладка тисков : по п. 1,отличаю- ща я с я тем, что она снабжена самоустанавливающимися в горизонтальной плоскости губками, установленными на свободных плечах рычагов. .чйЧ3; .(Наладка тисков поШ. 1 и 2, о т л и- ч а ю щ а я с я тем, что,; с целью уменьшения габаритов, направляющая корпуса выполнена .в виде двух параллельных участков, а упор имеет Z-образную форму.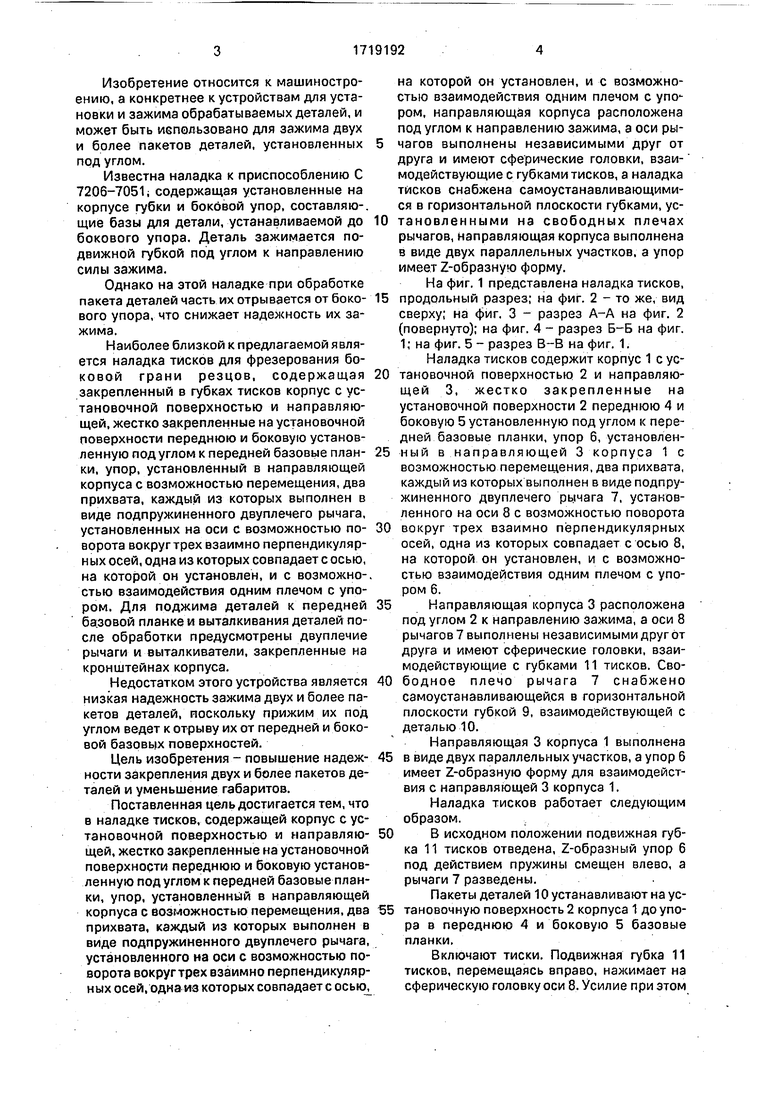
| название | год | авторы | номер документа |
|---|---|---|---|
| Наладка тисков | 1989 |
|
SU1703442A1 |
| Тиски | 1985 |
|
SU1252153A1 |
| СТАНОЧНЫЕ ТИСКИ | 1993 |
|
RU2091203C1 |
| Устройство для базирования деталей | 1986 |
|
SU1366357A1 |
| Переналаживаемое устройство для установки пакета плоских деталей | 1990 |
|
SU1764934A1 |
| Наладка тисков | 1987 |
|
SU1524991A1 |
| СТАПЕЛЬ ДЛЯ СБОРКИ АЭРОДИНАМИЧЕСКОГО ОРГАНА УПРАВЛЕНИЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2012 |
|
RU2509038C1 |
| ПРЕЦИЗИОННЫЕ ТИСКИ | 1992 |
|
RU2036072C1 |
| Самоцентрирующие тиски | 1978 |
|
SU812553A1 |
| Многооперационный станок с ЧПУ | 1985 |
|
SU1305000A1 |
Изобретение относится к станочным приспособлениям для зажима деталей. Целью изобретения является повышение надежности зажима двух и более пакетов деталей. Наладка тисков содержит корпус 1 с установочной поверхностью 2. и направляющей 3, переднюю и боковую базовые планки 4 и 5,улор 6, два прихвата в виде двуплечих рычагов 7, установленных в корпусе 1 на осях 8, с самоустанавливающимися губками 9, взаимодействующими с деталями 10. Направляющая 3 выполнена в виде двух параллельных участков, а упор 6 имеет Z-об- разную форму и установлен в направляющей 3. При воздействии подвижной губки 11 тисков на сферическую головку оси 8 усилие передается на рычаг 7, а от него самоустанавливающуюся губку 9 и Z-образный упор 6. При дальнейшем движении губки 11 тисков перемещается упор 6 и поворачивает рычаги 7 на осях 8 в двух взаимно перпендикулярных направлениях, обеспечивая прижатие зажимаемых пакетов деталей 10 к базовым планкам 4 и 5. 2 з. п. ф-лы, 5 ил.
фиг 2
А-А070#ер#ут$
Фиг 3
6-6
ФигЛ
#vt. S
| Наладка для фрезерования боковой грани резцов | |||
| Черт | |||
| КЕРОСИНОВАЯ ПЕЧЬ-ПЛИТА | 1925 |
|
SU7210A1 |
| - Харьков, 1988 | |||
| Типовые конструкции станочных приспособлений | |||
| Универсальные и специализи- рованные приспособления для механической обработки.-РТМ, Выпуск 11, индекс № 203-1587 / Оргстанкинпром: М | |||
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
