|ЗиЭ Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Наладка тисков | 1989 |
|
SU1703442A1 |
| Наладка тисков | 1987 |
|
SU1468733A1 |
| Устройство для базирования деталей | 1986 |
|
SU1366357A1 |
| Наладка тисков | 1989 |
|
SU1719192A1 |
| Наладка тисков | 1986 |
|
SU1384361A1 |
| Тиски | 1985 |
|
SU1310187A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| Непрерывно-протяжной станок | 1983 |
|
SU1214349A1 |
| Тиски | 1983 |
|
SU1162581A1 |
| Устройство для базирования обрабатываемых деталей | 1976 |
|
SU604658A1 |
Изобретение относится к устройствам для точного базирования и зажима обрабатываемых деталей. Целью изобретения является расширение технологических возможностей путем обеспечения точной установки и зажима пакета резцов с углом наклона главной режущей кромки, отличным от нуля. Наладка тисков содержит основание 1, основную планку 2, упор, боковую планку 4 и боковой плавающий прижим 5, рычаг 8, закрепленный на основании 1 с возможностью вращения, зажимной элемент 11, установленный на конце 12 рычага 8 с возможностью поворота вокруг оси 13, и несколько рядов 21, 22 подпружиненных прижимов 14. Рабочая поверхность 7 основной планки 2 выполнена в виде ряда наклонных к основанию 1 и обращенных в сторону планки 4 базирующих поверхностей 16. Рабочие поверхности прижимов выполнены параллельными поверхностям 16. Перед работой зажимной элемент 11 устанавливают наклонно так, чтобы ряд 21 прижимов 14 был ниже ряда 22. После этого устанавливается пакет резцов 19 и опускается зажимной элемент 11. Происходит досылка резцов 19 до базовых поверхностей, при этом сначала на резцы 19 воздействуют прижимы 14 ряда 21, а при окончательном зажиме также прижимы 14 ряда 22. Определенное положение (наклонное) при досылке резцов 19 зажимному элементу 11 обеспечивается пружиной 15. При возрастании зажимного усилия зажимной элемент 11 разворачивается и происходит окончательный зажим резцов 19 всеми прижимами. 5 ил.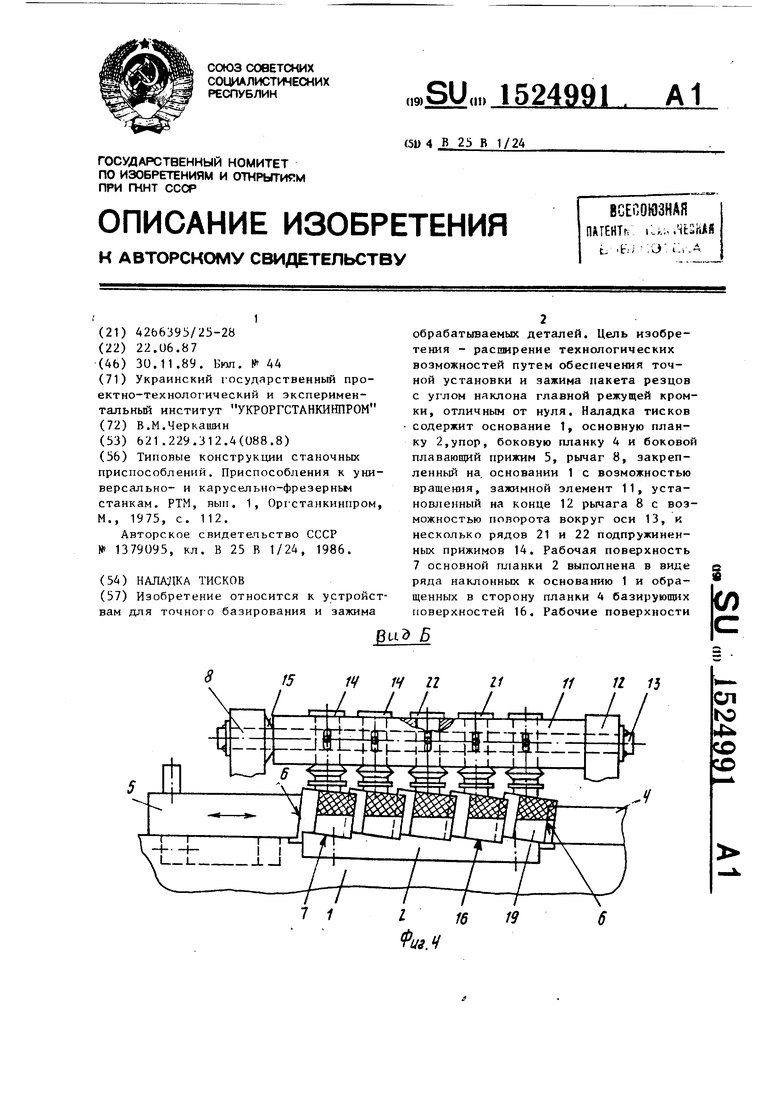
S
1514 14 и
,(ТФ 7ТТ
If
сл го
4
СО
со
J152499
прижимов выполнены параллельньми поверхностям 16. Перед работой зажимной элемент 11 устанавливают наклонно так, чтобы ряд 21 прижимов 14 был ни- , же ряда 22. После этого устанавливается пакет резцов 19 и опускается за- жимиой элемент 11, Происходит досыпка резцов 19 до базовых поверхностей, при этом сначала на резцы 19 воздейст-ю
Изобретение относится к матност- роению, конкретно устройствам для установки и зажима обрабатываемых деталей, и может быть использовано для зажима пакета резцов с углом наклона главной режущей кромки, отличным от
л
Цель изобретения - расширение тех- нолйгических возможностей путем обес- ечения точной установки и зажима па- Кета резцов с углом наклона главной режущей кромки, отличным от нуля,
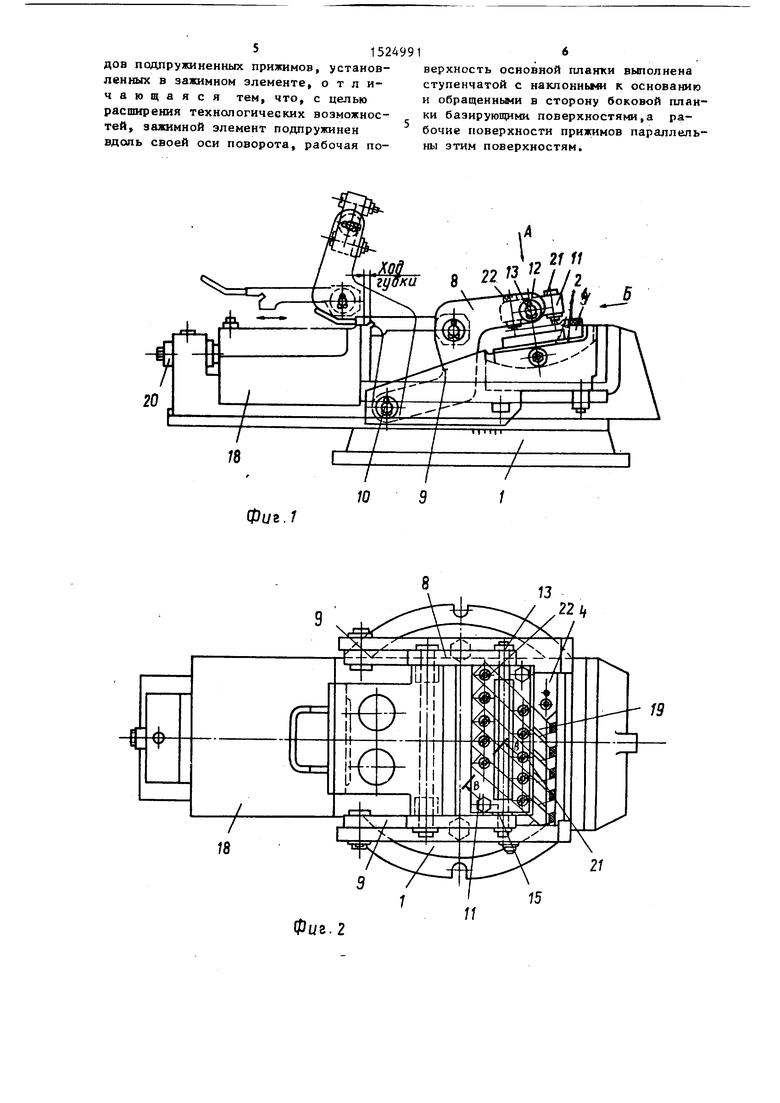
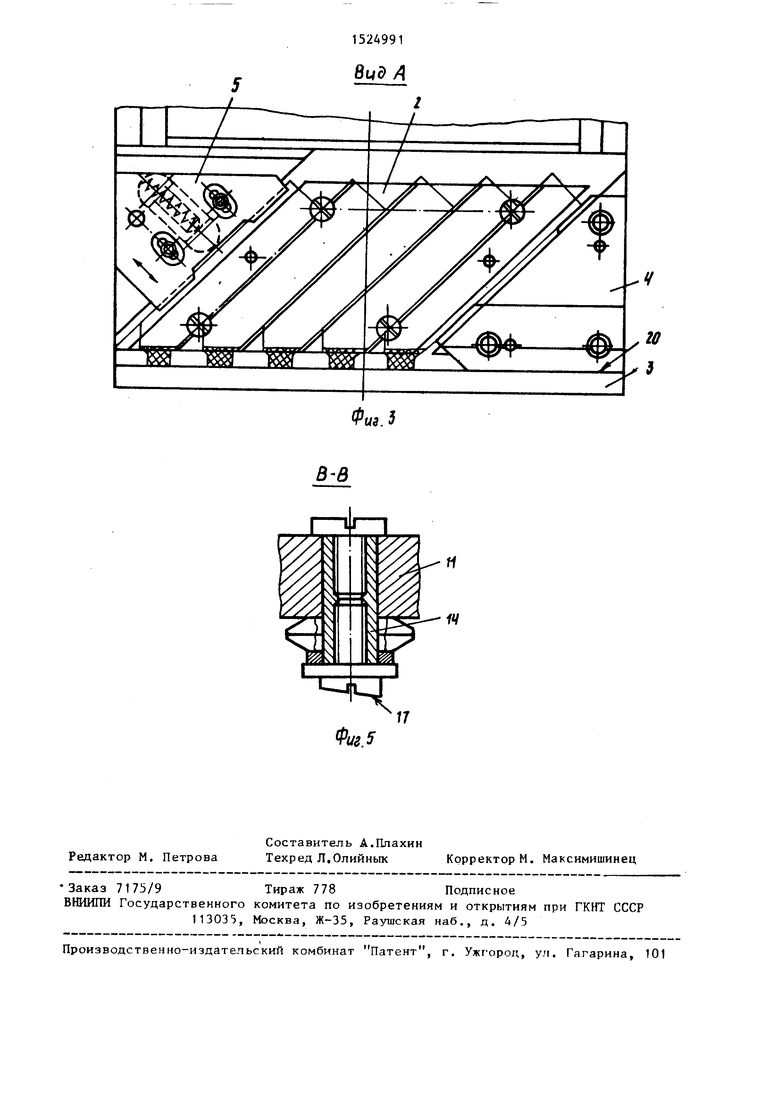
На фиг. 1 приведена наладка тисков; на фиг. 2 - то же, вид сверху; на фиг. 3 - виг А на фиг. 1 (зажим- ной элемент условно не показан); на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - сечение В-В на фиг. 2.
Наладка тисков содержит основание 1, основную планку 2 и упор 3, зак- репленные на основании 1, боковую планку 4 и боковой плавающий прижим 5, размещенные на основании 1 так, что их рабочие поверхности 6 перпендикулярны рабочей поверхности 7 ос- новной планки 2, рычаг 8, закрепленный первым концом 9 на основании 1 с возможностью вращения вокруг оси 10, параллельной основанию 1, зажимной элемент 11, установленный на вто- ром конце 12 рычага 8 с возможностью вращения вокруг оси 13, параллельной оси 10, и несколько рядов подпружиненных прижимов 14, установленных в зажимном элементе 11, который подпру- жинеи (пружина 15) вдоль своей оси 13.
Рабочая поверхность у основной планки 2 вьтолиена в виде ряда наклон ных к основанию 1 и обращенных в сто- рону боковой планки 4 базирующих поверхностей 16. Рабочие поверхности 17 прижимов 14 выполнены параллельными поверхностям 16.
вуют прижимы 14 ряда 21, а при окончательном зажиме также прижимы 14 ряда 22. Определенное положение (наклонное) при досылке резцов 19 зажимному элементу 11 обеспечивается пружиной 15. При возрастании зажимного усилия зажимной элемент 11 разворачивается и происходит окончательный зажим резцов 19 всеми прижимами. 5 ил.
Устройство работает следующим образом.
Наладка устанавливается в тисках 18. Пакет резцов 19 ориентируется по базовым поверхностям основной 2 и боковой 4 базирующих планок, а также переднего упора 3 и поджимается боковым прижимом Ь, обеспечивая таким образом предварительное базирование. Затем опускается зажимной элемент 11 до контакта прижимов 14 с резцами 19, после чего включается привод 20 тисков 18.
В результате на пакет резцов 19 действуют силы зажима и силы поджима к трем базирующим поверхностям 7, 6, 20, обеспечивающие точное базирование и надежное закрепление его.
Перед опусканием зажимного элемента 11 положение его фиксируют так, чт.обы передний ряд 21 прижимов 14 был наклонен ниже заднего ряда 22.
При контакте с резцами 19 сначала прижимы ряда 21 нажимают на резцы 19, ,а жесткость при этом для поджима создается пружиной 15. При дальнейшем перемещении зажимной элемент 11 поворачивается на оси 13, передний ряд 21 прижимов 14 скользит по резцам, досылая их до упора 3. После контакта заднего ряда 22 прижимов 14 с резцами 19 происходит их окончательный зажим и поджим к упору 3. Формула изобретения
Наладка тисков, содержащая основание, основную планку и упор, закрепленные на основании, боковую планку и боковой плавающий прижим, размещенные на основании так, что их рабочие поверхности перпендикулярны рабочей поверхности основной планки, зажимной элемент, устлновленный на основании с возможностью поворота вокруг оси, параллельной основанию, и несколько рядов подпружиненных прижимов, установленных в зажимном элементе, отличающаяся тем, что, с целью распшрения технологических возможностей, зажимной элемент подпружинен вдоль своей оси поворота, рабочая поФиг.1
18
Фиг. 2
верхность основной планки выполнена ступенчатой с наклонньми к основанию и обращенными в сторону боковой планки базирующими поверхностями,а рабочие поверхности прижимов параллельны этим поверхностям.
Г
,Лг
19
21
Фаз. 5
| Типовые конструкции станочных приспособлений | |||
| Приспособления к универсально- и карусельно-фрезерньи станкам | |||
| РТМ, вып | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
| Наладка тисков | 1986 |
|
SU1379095A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
