Изобретение относится к машиностроению, а более конкретно - к устройствам для установки и зажима1 обрабатываемых деталей и может быть использовано для зажима пакета деталей.
Известна наладка для фрезерования уступа к приспособлению С 7206-4051 (типовые конструкции станочных приспособлений. Универсальные и специализированные приспособления для механической обработки. РТМ. Выпуск II; индекс № 203-1587. М.: Ор- гстэнкинпром, М. 1975, с.9. второй ряд), содержащая установленные на корпусе губки и боковой упор, составляющие базы для деталей, устанавливаемых до бокового упора.
При обработке пакета деталей, закрепленных в такой наладке, происходит отрыв
от основания, что снижает надежность зажима.
Наиболее близким техническим решением к изобретениию является наладка, содержащая основание, установленный на нем корпус с базовыми установочными элементами, рычаг, закрепленный первым своим концом с возможностью вращения на корпусе вокруг оси, параллельной основанию и снабженная толкателем, первый конец которого закреплен шарнирно на рычаге, а второй предназначен для взаимодействия с подвижной губкой тисков зажимным элементом, установленным на втором конце рычага с возможностью вращения вокруг оси, параллельной оси вращения рычага, и подпружиненными прижимами, установленными в зажимном элементе.
XI
о ы
fc
ю
Эта наладка не обеспечивает дополнительного прижима деталей разных типоразмеров к установочным базовым поверхностям, что снижает надежность закрепления.Целью изобретения является повышение надежности путем обеспечения дополнительного прижима деталей к установочным базовым поверхностям.
Поставленная цель достигается тем, что в наладке тисков, содержащей корпус с базовыми установочными поверхностями, рычаг, закрепленный на корпусе на оси с возможностью вращения, подпружиненные прижимы, установленные на рычаге, и толкатель, корпус выполнен с пазом, ось которого параллельна оси вращения рычага, рычаг подпружинен относительно корпуса, толкатель выполнен в виде сферической головки, предназначенной для взаимодействия с подвижной губкой тисков, и пальцев, один из которых предназначен для поджа- тия деталей к базовой поверхности, а другой установлен в пазу корпуса с возможностью перемещения и взаимодействия с рычагом, который выполнен двупле- чим, одно из плечей. взаимодействующее с толкателем, имеет скос, направленный, в сторону толкателя, а другое выполнено упругим и предназначено для взаимодействия с деталями, рычаг выполнен с отверстиями, а оси подпружиненных прижимов перпендикулярны оси вращения рычага.
Для зажима пакета деталей, в том числе и разного типоразмера, упругое плечо дву- плечего рычага может быть выполнено в виде пластин, наклоненных в сторону боковой и передней базирующих установочных поверхностей.
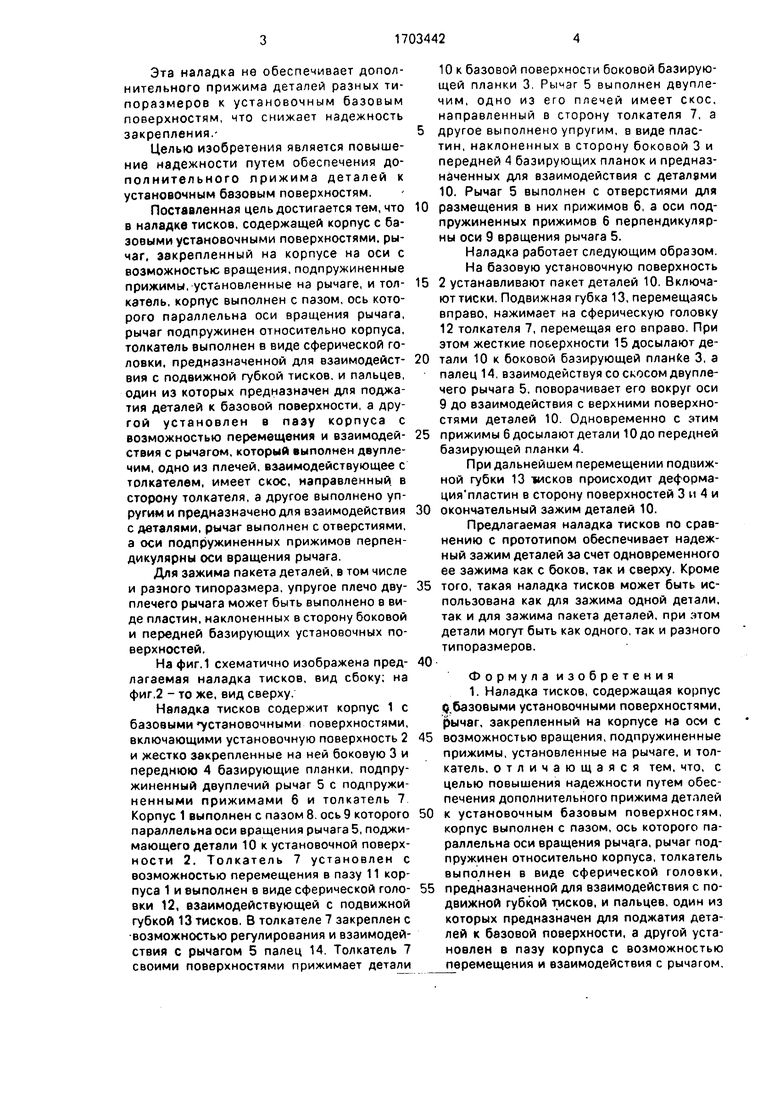
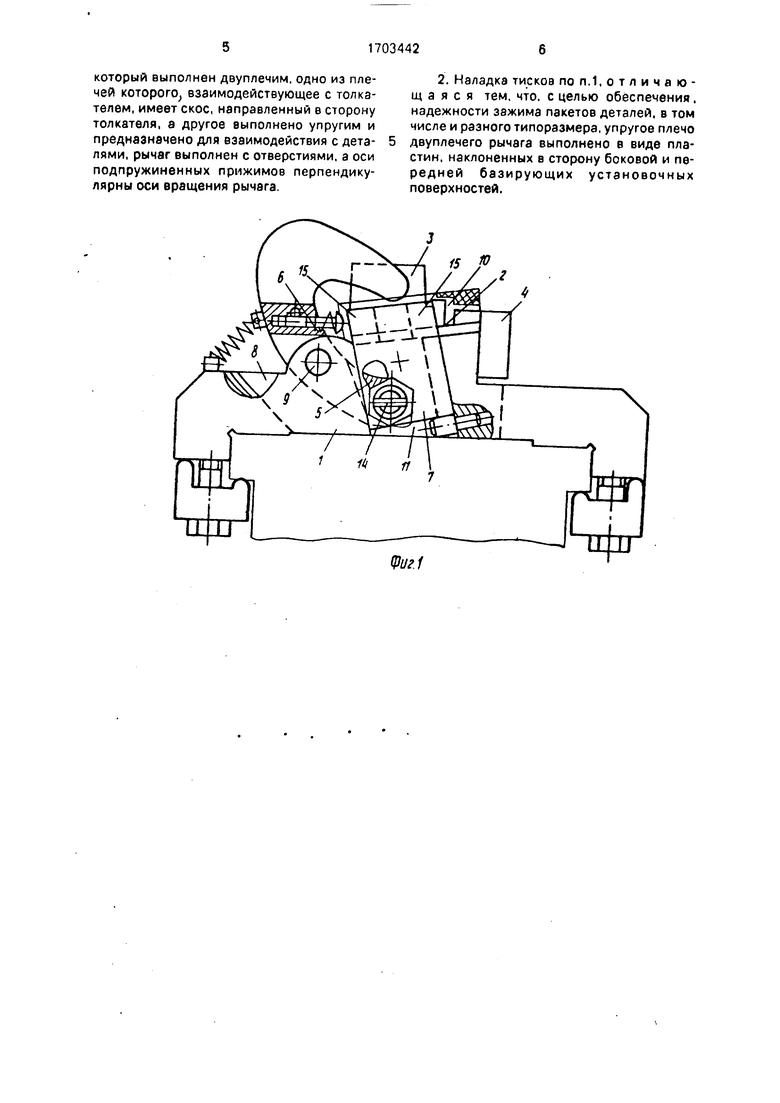
На фиг.1 схематично изображена предлагаемая наладка тисков, вид сбоку; на фиг,2 - то же, вид сверху.
Наладка тисков содержит корпус 1 с базовыми установочными поверхностями, включающими установочную поверхность 2 и жестко закрепленные на ней боковую 3 и переднюю 4 базирующие планки, подпружиненный двуплечий рычаг 5 с подпружиненными прижимами б и толкатель 7 Корпус 1 выполнен с пазом 8. ось 9 которого параллельна оси вращения рычага 5, поджимающего детали 10 к установочной поверхности 2. Толкатель 7 установлен с возможностью перемещения в пазу 11 корпуса 1 и выполнен в виде сферической головки 12, взаимодействующей с подвижной губкой 13 тисков. В толкателе 7 закреплен с возможностью регулирования и взаимодействия с рычагом 5 палец 14. Толкатель 7 своими поверхностями прижимает детали
10 к базовой поверхности боковой базирующей планки 3, Рычаг 5 выполнен двупле- чим, одно из его плечей имеет скос, направленный в сторону толкателя 7, а
другое выполнено упругим, в виде пластин, наклоненных в сторону боковой 3 и передней 4 базирующих планок и предназначенных для взаимодействия с деталями 10. Рычаг 5 выполнен с отверстиями для
0 размещения в них прижимов 6, а оси подпружиненных прижимов 6 перпендикулярны оси 9 вращения рычага 5.
Наладка работает следующим образом. На базовую установочную поверхность
5 2 устанавливают пакет деталей 10. Включают тиски. Подвижная губка 13, перемещаясь вправо, нажимает на сферическую головку 12 толкателя 7, перемещая его вправо. При этом жесткие поьерхности 15 досылают де0 тали 10 к боковой базирующей планке 3, а палец 14, взаимодействуя со скосом двупле- чего рычага 5, поворачивает его вокруг оси 9 до взаимодействия с верхними поверхностями деталей 10. Одновременно с этим
5 прижимы 6 досылают детали 10 до передней базирующей планки 4.
При дальнейшем перемещении подииж- ной губки 13 тисков происходит деформа- ция пластин в сторону поверхностей 3 и 4 и
0 окончательный зажим деталей 10.
Предлагаемая наладка тисков по сравнению с прототипом обеспечивает надежный зажим деталей за счет одновременного ее зажима как с боков, так и сверху. Кроме
5 того, такая наладка тисков может быть использована как для зажима одной детали, так и для зажима пакета деталей, при этом детали могут быть как одного, так и разного типоразмеров.
0
Ф о р м у л а и з о б р е т е н и я 1. Наладка тисков, содержащая корпус Q базовыми установочными поверхностями, рычаг, закрепленный на корпусе на оси с
5 возможностью вращения, подпружиненные прижимы, установленные на рычаге, и толкатель, отличающаяся тем, что, с целью повышения надежности путем обеспечения дополнительного прижима деталей
0 к установочным базовым поверхностям, корпус выполнен с пазом, ось которого параллельна оси вращения рычага, рычаг подпружинен относительно корпуса, толкатель выполнен в виде сферической головки,
5 предназначенной для взаимодействия с подвижной губкой тисков, и пальцев, один из которых предназначен для поджатия деталей к базовой поверхности, а другой установлен в пазу корпуса с возможностью перемещения и взаимодействия с рычагом.
который выполнен двуплечим. одно из пле- чей которого, взаимодействующее с толкателем, имеет скос, направленный в сторону толкателя, а другое выполнено упругим и предназначено для взаимодействия с деталями, рычаг выполнен с отверстиями, а оси подпружиненных прижимов перпендикулярны оси вращения рычага.
2. Наладка тисков по п. 1,отличающая с я тем, что, с целью обеспечения. надежности зажима пакетов деталей, в том числе и разного типоразмера, упругое плечо двуплечего рычага выполнено в виде пластин, наклоненных в сторону боковой и передней базирующих установочных поверхностей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Наладка тисков | 1989 |
|
SU1719192A1 |
| Наладка тисков | 1986 |
|
SU1379095A1 |
| Наладка тисков | 1986 |
|
SU1384361A1 |
| Наладка тисков | 1987 |
|
SU1524991A1 |
| Устройство для базирования деталей | 1986 |
|
SU1366357A1 |
| Плавающий зажим | 1978 |
|
SU872240A1 |
| Устройство для обработки деталей типа гильз цилиндров | 1983 |
|
SU1122441A2 |
| Устройство для установки деталей | 1987 |
|
SU1484558A1 |
| Самоцентрирующие тиски | 1978 |
|
SU812553A1 |
| Наладка тисков | 1987 |
|
SU1472237A2 |
Изобретение относится к зажимным устройствам. Целью изобретения является повышение надежности зажима деталей. Наладка дисков содержит корпус 1 с базовыми установочными поверхностями, включающими установочную поверхность 2 и жестко закрепленные на ней боковую 3 и переднюю 4 базирующие планки, двупле- чий рычаг 5, установленный на оси 9, подпружиненные прижимы 6, установленные на рычаге 5, толкатель 7 со сферической головкой 12 и пальцем 14. Палец 14 взаимодействует со скосом на одном из плечей рычага 5, толкатель 7 поджимает детали 10 к базовой поверхности. Одно из плечей рычага 5, взаимодействующее с деталями 10, выполнено упругим, в виде пластин, наклоненных в сторону боковой 3 и передней 4 базирующих планок. При воздействии на сферическую головку 12 трлкателя 7 рычаг 5 поворачивается на оси 9 и поджимает детали к базовым установочным поверхностям. 1 з.п. ф-лы, 2 ил. СО
Ю
Фиг.1
Фиг. 2
| Наладка тисков | 1986 |
|
SU1379095A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
