Изобретение относится к области полимерного машиностроения, а именно к устройствам барабанного типа для термообработки длинномерных полимерных изделий, и может быть использовано для охлаждения кабелей и шлангов, получаемых экструдированием.
Известно устройство для термической обработки длинномерных полимерных изделий, содержащее горизонтальную ванну, наполненную теплоносителем, с отверстиями в торцовых стенках для прохода обрабатываемого изделия и поддерживающими роликами, равномерно расположенными по длине ванны. Устройство простое в изготовлении и эксплуатации.
Однако для обеспечения заданного температурного режима работы (охлаждения) в
зависимости от размеров поперечного сечения изделия оно должно иметь длину до 8...12 м. Это приводит к увеличению габаритов линии в целом и занятию значительных производственных площадей. Кроме того, быстрый износ и выход из строя уплотнений на входе и выходе из ванны ведет к непроизводительным затратам по ремонту устройства и снижает надежность его работы.
Известно также устройство для терми- ческой обработки длинномерных полимерных изделий, содержащее заполняемую теплоносителем ванну, установленный в ней на горизонтальной оси с возможностью вращения барабан для намотки на его обе- чайку непрерывно подаваемого и отбираемого изделия и средство для подачи теплоносителя, устройство имеет небольшие габариты.
Однако надежность работы устройства крайне низкая. Это связано с тем, что бухта изделия, намотанного на обечайку барабана, при непрерывной подаче на барабан и съеме с него должна скользить вдоль горизонтальной оси. Для этого устройство должно быть снабжено специальным приспособлением для смещения витков изделия вдоль обечайки барабана. В противном случае бухта изделия может быть защемлена очередным наматываемым витком изделия и застопорена. Дальнейшая работа устройства при этом будет невозможна.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для охлаждения длинномерного полимерного изделия, содержащее установленные в камере в парал- лельных вертикальных плоскостях с возможностью вращения барабаны с кольцевыми канавками на боковой поверхно- сти для заправки в них обрабатываемого длинномерного изделия и средство для орошения изделия жидким хладагентом, выполненным в виде ванны с перфорированным днищем, установленной вдоль камеры выше барабанов, а камера снабжена средством для заполнения жидким хладагентом.
Данное устройство интенсифицирует процесс охлаждения изделия, однако, режим охлаждения при ламинарном течении отдельных струй хладагента и движении его. капель не может обеспечить достаточную интенсификацию процесса. Кроме того, практически не происходит охлаждения поверхности изделия, находящегося на уст- ройстве, со стороны, контактирующей с наружной поверхностью барабанов. Это может привести к неравномерному охлаждению, деформации изделия и потере его формы.
Целью изобретения является повышение производительности устройства за счет интенсификации процесса охлаждения изделия,
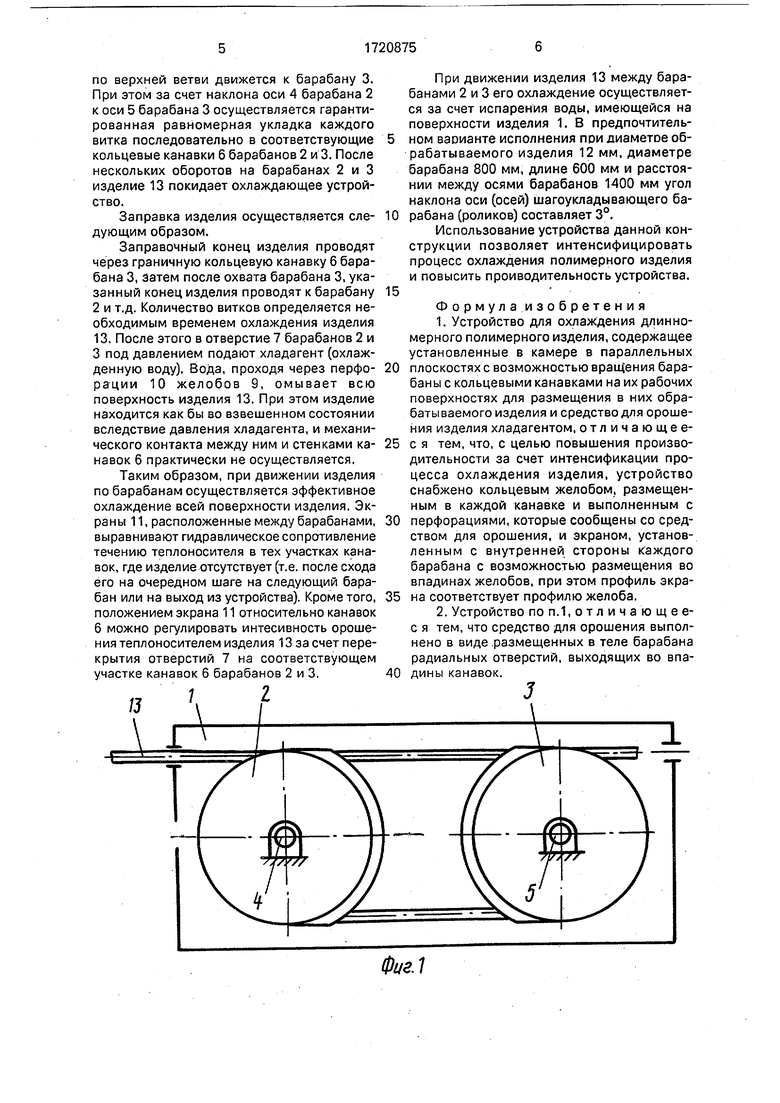
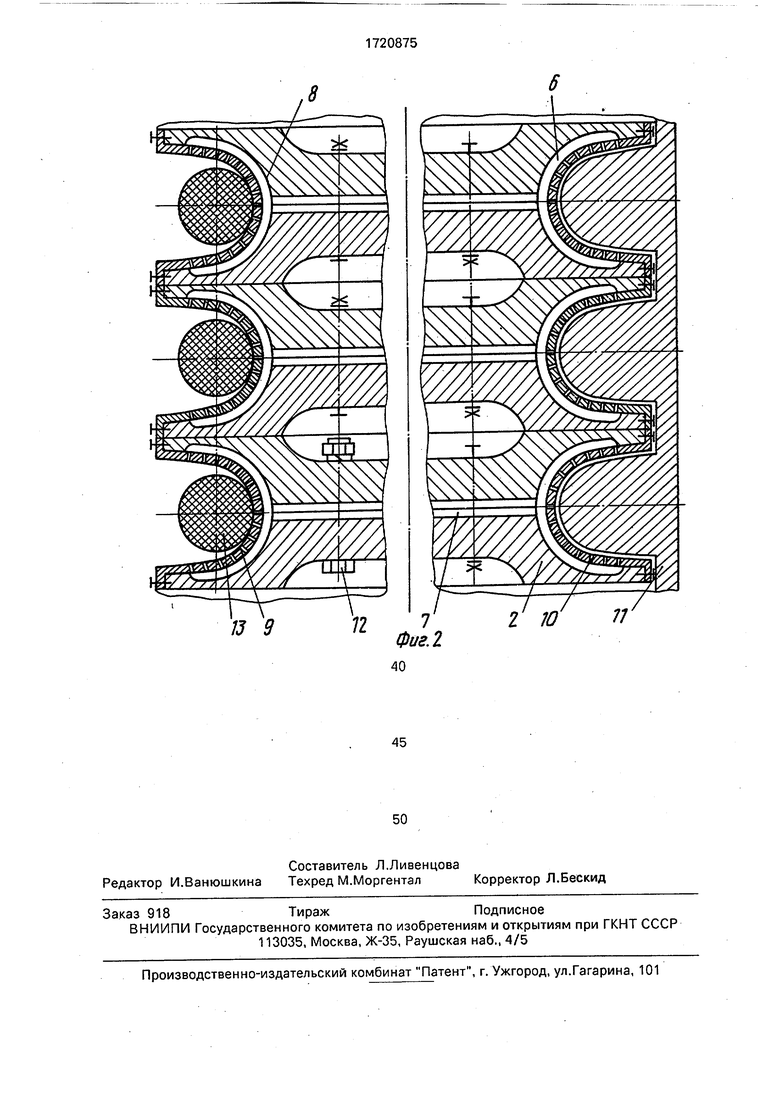
На фиг.1 изображено предлагаемое устройство, вид сбоку; на фиг.2 - то же, разрез.
Устройство для охлаждения длинномерного полимерного изделия, получаемого посредством экструдирования, содержит камеру 1 с размещенными внутри нее в параллельных плоскостях барабанами 2 и 3, установленными с возможностью вращения на осях 4 и 5. На рабочих поверхностях барабанов 2 и 3 выполнены кольцевые канавки 6 для размещения в них обрабатыва- емого изделия. Камера 1 содержит средство для орошения изделия хладагентом, выполненное в виде размещенных в числе барабанов 2 и 3 радиальных отверстий 7, выходящих во впадины 8 канавок 6. Устройство снабжено также кольцевым желобом 9, размещенным в каждой канавке 6 и выполненным с перфорациями 10, которые сообщены с радиальными отверстиями 7 средства для орошения, Устройство снабжено экраном 11. установленным с внутренней стороны барабанов 2 и 3 с возможностью размещения во впадинах желобов 9. При этом профиль экрана 11 соответствует профилю желоба 9.
Экраны 11 снабжены улотнениями для предотвращения непроизводительного расхода теплоносителя. Барабаны 2 и 3 выполнены по длине из отдельных роликов, ширина каждого из которых равна шагу расположения канавок 6, при этом каждая канавка 6 выполнена на отдельном ролике. Барабаны 3 и 4 выполнены из жестко скрепленных друг с другом болтами 12 на общей оси дисков, образующих рабочую поверхность соответствующего барабана. При этом радиальные отверстия 8 образованы стенками пазов, выполненных на одном из дисков, и поверхностью соседнего диска.
С целью улучшения укладки изделия на барабаны ось 4 барабана 2 наклонена в соответствующей горизонтальной плоскости к оси 5 барабана 3 на 1 ...5°. Кольцевые канавки 6 на рабочих поверхностях барабана 2 и 3 смещены одна относительно другой на величину, равную половине ширины канавки.
Устройство работает следующим образом.
Выходящее из экструдера длинномерное полимерное изделие 13 (например, кабель) огибает барабан 3 и далее движется к барабану 2, установленному по ходу движения изделия 13 первым, огибает его и вновь
по верхней ветви движется к барабану 3. При этом за счет наклона оси 4 барабана 2 к оси 5 барабана 3 осуществляется гарантированная равномерная укладка каждого витка последовательно в соответствующие кольцевые канавки 6 барабанов 2 и 3. После нескольких оборотов на барабанах 2 и 3 изделие 13 покидает охлаждающее устройство.
Заправка изделия осуществляется еле- дующим образом.
Заправочный конец изделия проводят через граничную кольцевую канавку 6 барабана 3, Затем после охвата барабана 3, указанный конец изделия проводят к барабану
2и т.д. Количество витков определяется необходимым временем охлаждения изделия 13. После этого в отверстие 7 барабанов 2 и
3под давлением подают хладагент (охлажденную воду). Вода, проходя через перфо- рации 10 желобов 9, омывает всю поверхность изделия 13. При этом изделие находится как бы во взвешенном состоянии вследствие давления хладагента, и механического контакта между ним и стенками ка- навок 6 практически не осуществляется.
Таким образом, при движении изделия по барабанам осуществляется эффективное охлаждение всей поверхности изделия. Экраны 11, расположенные между барабанами, выравнивают гидравлическое сопротивление течению теплоносителя в тех участках канавок, где изделие отсутствует (т.е. после схода его на очередном шаге на следующий барабан или на выход из устройства). Кроме того, положением экрана 11 относительно канавок б можно регулировать интесивность орошения теплоносителем изделия 13 за счет перекрытия отверстий 7 на соответствующем участке канавок 6 барабанов 2 и 3.
При движении изделия 13 между барабанами 2 и 3 его охлаждение осуществляется за счет испарения воды, имеющейся на поверхности изделия 1. В предпочтительном варианте исполнения пои диаметое обрабатываемого изделия 12 мм, диаметре барабана 800 мм, длине 600 мм и расстоянии между осями барабанов 1400 мм угол наклона оси (осей) шагоукладывающего барабана (роликов) составляет 3 .
Использование устройства данной конструкции позволяет интенсифицировать процесс охлаждения полимерного изделия и повысить проиводительность устройства.
Формула.изобретения
1.Устройство для охлаждения длинномерного полимерного изделия, содержащее установленные в камере в параллельных плоскостях с возможностью вращения барабаны с кольцевыми канавками на их рабочих поверхностях для размещения в них обрабатываемого изделия и средство для орошения изделия хладагентом, отличающее- с я тем, что, с целью повышения производительности за счет интенсификации процесса охлаждения изделия, устройство снабжено кольцевым желобом, размещенным в каждой канавке и выполненным с перфорациями, которые сообщены со средством для орошения, и экраном, установленным с внутренней стороны каждого барабана с возможностью размещения во впадинах желобов, при этом профиль экрана соответствует профилю желоба.
2.Устройство по п.1, о т л и ч а ю щ е е- с я тем, что средство для орошения выполнено в виде .размещенных в теле барабана радиальных отверстий, выходящих во впадины канавок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения длинномерного полимерного изделия | 1988 |
|
SU1548065A1 |
| УСТРОЙСТВО ДЛЯ СБОРА ПЛАВАЮЩИХ УГЛЕВОДОРОДОВ С ВОДНОЙ ПОВЕРХНОСТИ | 2012 |
|
RU2499097C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2329892C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА | 2006 |
|
RU2329893C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРОШКА ИЗ ПОЛИМЕРНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2057013C1 |
| Устройство для охлаждения длинномерного полимерного изделия | 1989 |
|
SU1720876A1 |
| ТЕПЛООБМЕННЫЙ АППАРАТ | 1992 |
|
RU2072491C1 |
| СПОСОБ ПЕРЕРАБОТКИ МАТЕРИАЛОВ | 1998 |
|
RU2147463C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ ) | 2008 |
|
RU2375139C2 |
| НЕПРЕРЫВНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛИВНОЙ ТРУБКИ ДЛЯ КАПЕЛЬНОГО ОРОШЕНИЯ | 2005 |
|
RU2282534C1 |
Изобретение относится к полимерному машиностроению, а именно к устройствам барабанного типа для термообработки длинномерных полимерных изделий. Оно м.б. использовано для охлаждения кабелей и шлангов, получаемых экструдированием. Цель изобретения - повышение производительности устройства за счет интенсификации процесса охлаждения изделия. Устройство содержит камеру с размещенными в ней с возможностью вращения барабанами. На рабочих поверхностях барабанов выполнены кольцевые канавки, в которых размещены кольцевые желоба с перфорациями. В теле каждого барабана выполнены радиальные отверстия для подвода хладагента, выходящие во впадины канавок. Каждый барабан снабжен экраном, установленным с его внутренней стороны с возможностью размещения во впадинах желобов. Профиль экрана соответствует профилю желоба. Экструдируемое изделие, например кабель, огибает барабаны, последовательно размещаясь в соответствующие кольцевые канавки. Поступающий по радиальным отверстиям под давлением хладагент, проходя через перфорации желобов, описывает всю поверхность изделия, находящегося во взвешенном состоянии, за счет чего и осуществляется эффективное охлаждение всей поверхности изделия. Экраны выравнивают гидравлическое сопротивление течения хладагента и регулируют интенсивность его орошения изделия. 1 з.п. ф-лы, 2 ил. СО с VJ го о со VI ел
Фиг.1
71
| Троицкий И.Д | |||
| и др | |||
| Производство электрических кабелей и проводов с резинопла- стмассовой изоляцией | |||
| - М.: Высшая школа, 1967,328 | |||
| Устройство для термической обработки длинномерных полимерных изделий | 1984 |
|
SU1316847A1 |
| Солесос | 1922 |
|
SU29A1 |
| Устройство для охлаждения длинномерного полимерного изделия | 1988 |
|
SU1548065A1 |
| Солесос | 1922 |
|
SU29A1 |
