Фиг.1
Изобретение относится к области переработки полимерных материалов в изделия и предназначено для охлаждения длинномерных изделий, в частности кабелей и шлангов с экструдированным полимерным покрытием.
Цель изобретения - интенсификация процесса охлаждения.
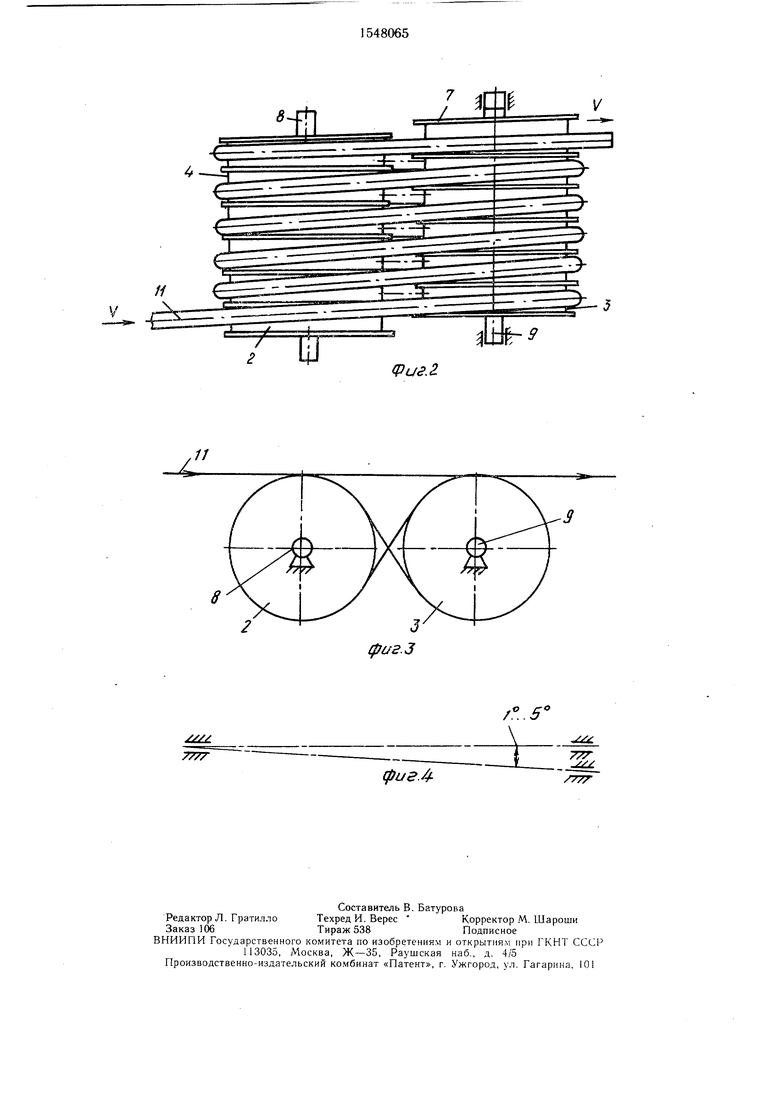
На фиг. 1 изображено предлагаемое устройство для охлаждения; на фиг. 2 - барабаны с изделием, вид сверху; на фиг. 3 - заправка изделия на барабаны; на фиг. 4 - схема взаимного расположения осей барабанов.
Устройство для охлаждения длинномерного полимерного изделия содержит установленные в камере 1 в параллельных вертикальных плоскостях с возможностью вращения барабаны 2 и 3 с кольцевыми канавками 4 на боковой поверхности для заправки в них обрабатываемого длинномерного изделия. Камера 1 снабжена средством для заполнения жидким хладагентом.
Для интенсификации процесса охлаждения в устройстве имеется средство 5 для орошения изделия жидким хладагентом, а камера 1 снабжена средством 6 для заполнения жидким хладагентом.
Средство 5 для орошения изделия жидким хладагентом выполнено в виде ванны 7 с перфорированным днищем, установленной вдоль камеры 1 выше барабанов 2 и 3.
Ось 8 барабана в вертикальной плоскости расположена с наклоном по отношению к оси 9 барабана 3 (фиг. 4) в пределах 1-5°.
Барабаны 2 и 3 установлены относительно друг друга в осевом направлении со смещением, равным половине ширины кольцевой канавки 4, а ширина канавок выбрана в пределах 0,05-0,1 диаметра барабана.
Устройство работает следующим образом.
Выходящее из экструдера V10 длинномерное полимерное изделие 11 предварительно охлаждается в заполненном хладагентом лотке 12, а затем подается на барабан 2 устройства для охлаждения, камера 1 которого . заполнена жидким хладагентом, а барабаны погружены в последний на 1/3 их диаметра.
При подаче изделия 11 на дальний от
экструдера 10 барабан 8 (фиг. 1) отбор изделия производится с ближнего к экстру- деру 10 барабана 2. В этом случае угол охвата изделием 11 каждой из кольцевых канавок 4 барабанов составит 180°. Наклон оси барабана 2 в вертикальной плоскости относительно оси барабана 3 обеспечивает надежный переход каждой из ветвей изделия 11 с одного барабана на другой. Возможен и второй вариант заправки изделия на барабаны 2 и 3, при котором
изделие подается на барабан 2 сверху и огибает барабан 3 снизу (фиг. 3). При этом угол охвата каждой из ветвей изделия 11 барабанов близок к 320°, а барабаны 2 и 3 вращаются в противоположные стороны. Однако применение этого варианта заправки изделия возможно только в случае малого диаметра изделия и большого диаметра барабанов, так как чрезмерный перегиб изделия может привести к снижению его качественных показателей.
5 Для обеспечения высокого качества изделия при оптимальных габаритах изделия барабаны 2 и 3 предпочтительно устанавливать один от другого на расстоянии в пределах 0, i-0,3 их диаметра/
30
Формула изобретения
Устройство для охлаждения длинномерного полимерного изделия, содержащее установленные в камере в параллельных вертикальных плоскостях с возможностью вра5 щения барабаны с кольцевыми канавками на боковой поверхности для заправки в них обрабатываемого длинномерного изделия и средство для орошения изделия жидким хладагентом, отличающееся тем,
Q что, с целью интенсификации процесса охлаждения, средство для орошения выполнено в виде ванны с перфорированным днищем, установленной вдоль камеры выше барабанов, а камера снабжена средством для заполнения жидким хладагентом.
V
/
и
,7 Л
ш
Фиг. 2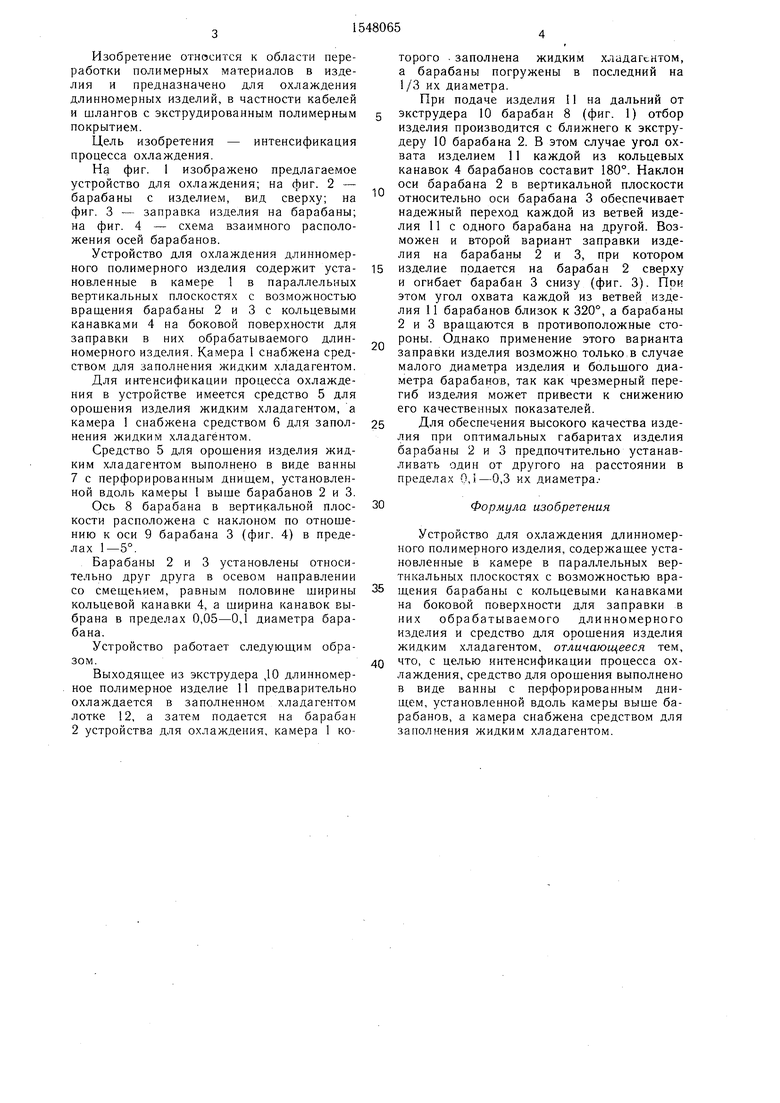
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для охлаждения длинномерного полимерного изделия | 1989 |
|
SU1720875A1 |
| Устройство для охлаждения длинномерных изделий | 1990 |
|
SU1722852A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛИРОВАННОЙ ГИБКОЙ ТРУБЫ | 2010 |
|
RU2494870C1 |
| Устройство для первичной обработки коконов | 1984 |
|
SU1257123A1 |
| Устройство для обработки полимерных изделий | 1990 |
|
SU1689095A1 |
| Устройство для непрерывной вулканизации длинномерных резиновых изделий | 1980 |
|
SU927545A1 |
| Устройство для обработки полимерных изделий | 1990 |
|
SU1813653A1 |
| Устройство для охлаждения проволоки при волочении | 1976 |
|
SU930812A1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ОБЛОЯ С ПОЛИМЕРНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2012500C1 |
| Устройство для удаления облоя с формовых резиновых изделий | 1978 |
|
SU739834A1 |
Изобретение относится к области переработки полимерных материалов в изделия и предназначено для охлаждения длинномерных изделий, в частности кабелей и шлангов с экструдированным полимерным покрытием. Цель изобретения - интенсификация процесса охлаждения. Для этого средство для орошения изделия 11 жидким хладагентом выполнено в виде ванны 7 с перфорированным днищем. Ванна 7 установлена вдоль камеры 1 выше барабанов 2 и 3. Камера 1 снабжена средством 6 для заполнения жидким хладагентом. В процессе охлаждения изделие 11 огибает барабаны 2 и 3, погружаясь в хладагент, находящийся в камере 1, и орошается хладагентом из ванны 7. 4 ил.
8
о с о
/.5
лл.
фигЛ
/77Г
| Устройство для термической обработки длинномерных полимерных изделий | 1984 |
|
SU1316847A1 |
| Солесос | 1922 |
|
SU29A1 |
| Кулачковый цилиндрический механизм | 1985 |
|
SU1537928A1 |
| кл | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
