Изобретение относится к металлургии, в частности к деталям из алюминиевого сплава, обладающим повышенной усталостной прочностью, и к способу изготовления указанных деталей.
Цель изобретения - повышение усталостной прочности.
Разработаны детали из алюминиевых сплавов, содержащих мас.%: кремний 11- 22; железо 2-5; медь 0,5-4; магний 0,2-1,5, отличающиеся тем. что они содержат также цирконий 0,4-1,5, алюминий - остальное..
После подготовки сплава его выплавляют при температуре свыше 900°С для исключения какого-либо явления - преждевременного осаждения с последующим воздействием на него средства быстрого затвердевания.
Существует несколько способов осуществления быстрого затвердевания:
либо путем распыления расплавленного металла с помощью газа или путем механического распыления с последующим охлаждением в газе (воздух, гелий, аргон), что приводит к получению порошков с гранулометрическим составом менее 400 /гм, которые затем формуются путем холодного или горячего уплотнения в одноосном или изостати- ческом прессе с последующими волочением и/или ковкой;
либо выброс расплавленного сплава на охлажденную металлическую поверхность, англосаксами, эта технология определяется выражением melt spinning или planar flow casting с получением полос толщиной менее 100/ш, которые затем формуются путем указанного уплотнения;
либо еще путем выброса расплавленного распыленного сплава в потоке газа на пограничный слой, эта технология называется еще spray deposition, которая приводит к когерентному осаждению, достаточно ковкому для формования, например, путем ковки, волочения или штамповки,
С целью еще большего облагораживания структуры осаждения, детали, после
со
с
возможной механической обработки, проходят термическую обработку при 430- 520°С в течение 1-10 ч, затем закалку водой перед тем, как подвергнуться отпуску при 155-195°С в течение 2-32 ч, что улучшает их механические характеристики.
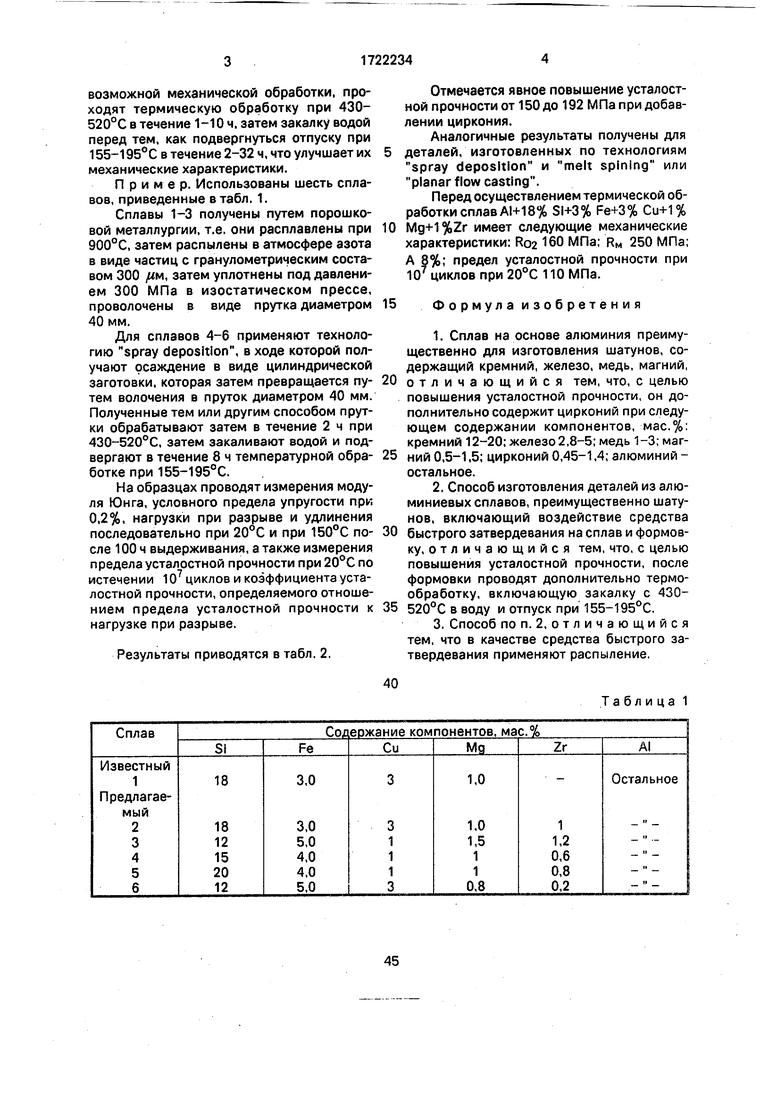
Пример. Использованы шесть сплавов, приведенные в табл. 1.
Сплавы 1-3 получены путем порошковой металлургии, т.е. они расплавлены при 900°С, затем распылены в атмосфере азота в виде частиц с гранулометрическим составом 300 /{м, затем уплотнены под давлением 300 МПа в изостатическом прессе, проволочены в виде прутка диаметром 40 мм.
Для сплавов 4-6 применяют технологию spray deposition, в ходе которой получают осаждение в виде цилиндрической заготовки, которая затем превращается путем волочения в пруток диаметром 40 мм. Полученные тем или другим способом прутки обрабатывают затем в течение 2 ч при 430 520°С, затем закаливают водой и подвергают в течение 8 ч температурной обработке при 155-195°С.
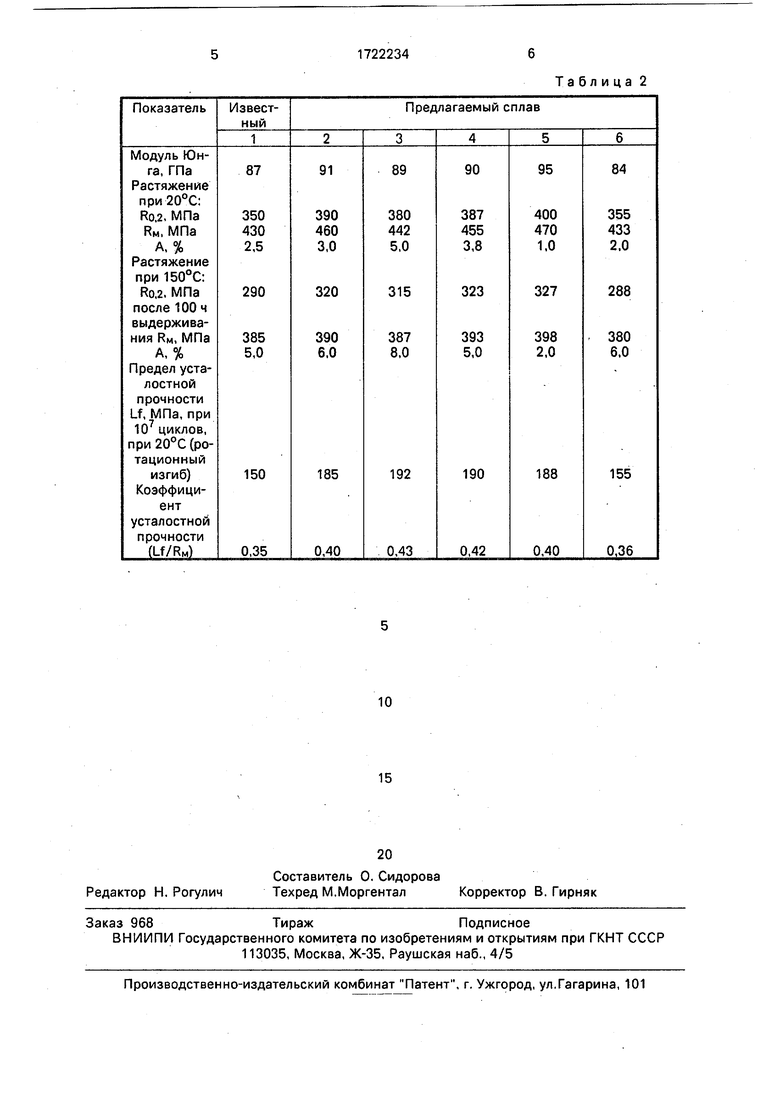
На образцах проводят измерения модуля Юнга, условного предела упругости при 0,2%, нагрузки при разрыве и удлинения последовательно при 20°С и при 150°С после 100 ч выдерживания, а также измерения предела усталостной прочности при 20 С по истечении 107 циклов и коэффициента усталостной прочности, определяемого отношением предела усталостной прочности к нагрузке при разрыве.
Результаты приводятся в табл. 2.
Отмечается явное повышение усталостной прочности от 150 до 192 МПа при добавлении циркония.
Аналогичные результаты получены для деталей, изготовленных по технологиям spray deposition и melt spining или planar flow casting.
Перед осуществлением термической обработки сплав AI+18% Si+3% Fe+3% Cu+1% Mg+1%Zr имеет следующие механические характеристики: Ro2 160 МПа; RM 250 МПа; А 8%; предел усталостной прочности при 10 циклов при 20°С 110 МПа.
15
Формула изобретения
1.Сплав на основе алюминия преимущественно для изготовления шатунов, содержащий кремний, железо, медь, магний, отличающийся тем, что, с целью повышения усталостной прочности, он дополнительно содержит цирконий при следующем содержании компонентов, мас.%: кремний 12-20; железо2,8-5; медь 1-3; магний 0,5-1,5; цирконий 0,45-1,4; алюминий - остальное.
2.Способ изготовления деталей из алюминиевых сплавов, преимущественно шатунов, включающий воздействие средства
быстрого затвердевания на сплав и формовку, отличающийся тем, что, с целью повышения усталостной прочности, после формовки проводят дополнительно термообработку, включающую закалку с 430520°Свводу и отпуск при 155-195°С,
3.Способ по п. 2, отличающийся тем, что в качестве средства быстрого затвердевания применяют распыление.
Изобретение относится к металлургии. Цель изобретения - повышение усталостной прочности. Детали из сплава состава, мас.%: кремний 12-20; железо 2,8-5; медь 1-3; магний 0,5-1,5; цирконий 0,45-1,4; алюминий - остальное, подвергают воздействию средства быстрого затвердевания и формовке, после чего проводят закалку с 430-520°С в воду и отпуск при температуре 155-195°С. Изобретение позволяет получить детали с пределом усталостной прочности до 100 МПа, 107 циклов при 20°С. 2 с. и 1 з.п.ф-лы, 2 табл.
Таблица 1
Таблица 2
| Устройство для получения ползучей скорости вращения асинхронного двигателя | 1961 |
|
SU144898A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Промышленные деформированные спеченные и литейные алюминиевые сплавы | |||
| - М.: Металлургия, 1972, с | |||
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ПОДАЧИ УГЛЯ К ТОПКАМ | 1920 |
|
SU297A1 |
