Изобретение относится к прокатному производству и может быть использовано при многопроходной дрессировке, например, на двухклетевых станах, холоднокатаных полос и жести из малоуглеродистых сталей.
Цель изобретения - повышение качества полос путем обеспечения равномерной шероховатости, по длине прокатываемых полос.
На двухклетевых станах ведут прокатку в валках с регламентированной шероховатостью их поверхностей, в первой клети 2,5-3,5 мкм и во второй клети 0,13-0,5 мкм, при усилии прокатки во второй клети большим, чем в первой. При этом прокатку осу- .ществляют при усилии прокатки во второй клети в 2,0-5,0 раз большим, чем в первой, а отношение усилий в клетях определяют по зависимости
,Rab,
-Т
b
(1)
где Р,
К
-усилие прокатки в первой клети;
-усилие прокатки во второй клети;
-коэффИ1Д1ент пропорциональности 0,0356 ,64;
Rgjj - шероховатость валков пер-. вой клети;
Кд - шероховатость валков второй клети;
00 00 4
оп
- заданная величина шероховатости полосы.
При соотношении усилий прокатки во второй и первой клетях менее 2,0 не обеспечивается стабильность шероховатости поверхности полос, изменение шероховатости UR составляет 0,35-0,50 мкм и величина шероховатости полосы выходит за пределы требуемого диапазона ,16- 0,63 мкм. Увеличение соотношения более 5,0 приводит к чрезмерному упрочнению дрессируемых полос. При этом соотношении усилия во второ клети могут достигнуть допускаемых величин погрузок на дрессировочную клеть. Такое распределение усилий прокатки по клетям необходимо потому, что при использовании в первой клети насеченных валков с шероховатостью 2,5-3,5 мкм полоса выходит из первой клети.с шероховатостью Rg 1,5-3,3 мкм, а для сглаживания пиков микровыступов необходимо обеспечить во второй клети пластическую деформацию поверхностных слоев металла, т.е. создать усилия дрессировки 1,5-7,5 МН/м ширины полосы. Проведенные исследования позволили получить эмпирическую зависимость между усилиями прокатки в первой и второй клетях из условия получения одинаковой шероховатости прокатываемых полос в ходе прокатки отдель ных руло нов.
Коэффициент пропорциональности К получен экспериментально и его величина зависит от величины соотношени заданной шероховатости готовой полосы Кд и шероховатости валков второй клети Rgt . Диапазон возможных изменений коэффициента К устанавливается исходя из следующих положений. Величина отношения изменяется от 2,0 до 5,0. Заданные вели чины шероховатости поверхности готовых полос Rg 0,16-0,62 мкм. Шероховатость поверхности валков, применяемых во второй клети, исходя из опыта работы заводов, пронзводя1цих жесть, Rjjj, 0,13-0,50 мкм. Максимальное соотношение Pj/P 5,0 обепечивает получение жести с шероховатостью Rgn 0,16 мкм при максимальной шероховатости валков в первой клети Rpiij 3,5 мкм и минимальном соотношении Ran/Robi , КдЬг 0,13 мкм. Подставляя эти значения в формулу (1) получ им
Зх5
1 + V OiJ3 ОJ6- 1
0,13
-г - 1
откуда К 0,035
Для получения жести с шероховатостью Rg 0,63 мкм, используя в пер- вой клети валки с шероховатостью Rgj, 3,5 мкм, минимальное соотношение , 2,0 может быть обеспечено при максимальном соотношении 0,63/0,13 3,85. Подставляя эти величины в формулу (1) получим
2,0 1 -f
3.5
К
о,Тз
откуда К 0,64.
Пределы изменения коэффициента пропорциональности
0,035 К 0,64 .
0
5
0
0
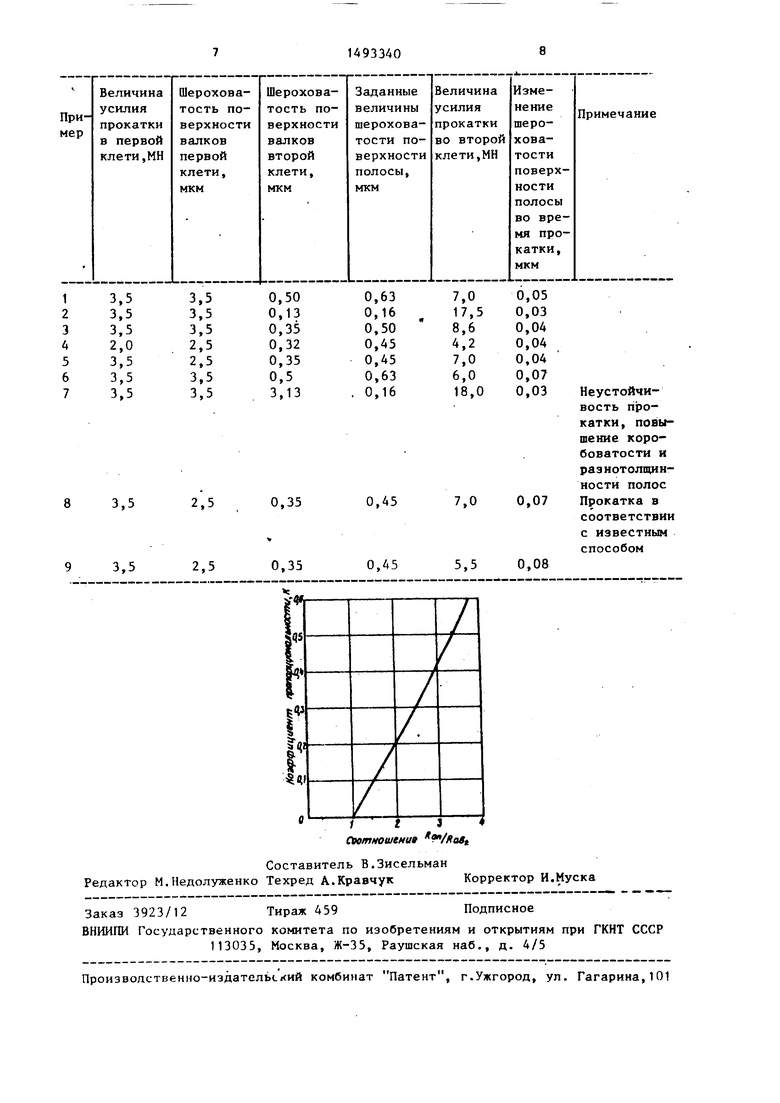
На чертеже приведен характер изменения коэффигщента К в зависимости от соотношения шероховатостей гото-. РОЙ полосы и валков второй клети.
Пример. Предлагаемый способ опробован на двухклетевом дрессировочном стане 1400. Дрессировали полосы толщиной 0,20 мм, шириной 850 мм из стали марки 08КП. В первой клети стана применяли валки с несеченной дробью фракции менее 0,3 мм поверхностью с шероховатостью , 3,5 мкм. Усилие в первой клети Р 3,5 МН. Применение больших усилий приводит к перегреву рабочих валков стана. Во второй клети устанавливались валки с различной шероховатостью (таблица), например с шероховатостью Rgj, 0,35 мкм (таблица пример 2). Для определения соотношения усилий прокатки во второй t и первой клетях сначала рассчитывают величину Ra,,/Rabi 0.5/0,35 1,43 (таблица пример 2). Для стана 1400 к зависимость коэффициента пропор-- циональности К от отношения имеет вид, изображенный на чертеже в соответствии с графиком К 0,070. В соответствии с формулой (1) производится расчет величины усилия прокатки во второй клети:
, (UK
Rab,/Rab,- 1 Каи/Rabo
),5(1+0,07
.
. 0,35
Рассчитанное усилие Pj 8,6
МН веустанавливают во второй клети и дут прокатку.
Результаты проведения опытных прокаток представлены в таблице.
Дпя сравнения предлагаемого способа с известным покатано в соответствии с каждым из них по 320 т металла аналогично сортамента. В обоих случаях исходная шероховатость валков в первой клети составляла Rg|, 3,5.мкм, во второй клети R 0,35 мкм. После прокатки каждых 20-30 т металла замеряли шероховатость R- поверхности валков и полосы В соответствии с предпагаемым способом после измерения шероховатости валков и полосы по формуле (1) рассчитывали и устанавливали усилие дрессировки во второй клети при неизменном усилии в первой клети (T.V 3,5 МН). При реализации предлагаемого способа шероховатость поверхности полос изменялась в пределах Нд„ 0,48-0,60 мкм. При использовании известного способа в процессе прокатки 320 т металла шероховатость поверхности полос составляла R 0,53-0,75 мкм. При реализации предлагаемого способа абсолютное изменение шероховатости полосы составило Лг ц 0,12 мкм, а в известном способе uR,i,y 0,22 мкм. Таким об- рязом, при использовании предлагаемого способа стабилизируется величина шероховатости поверхности полосы.
Технико-экономические преимущества предлагаемого способа состоят в
14933406
повышении выхода годных полос за счет повышения равномерности шероховатости. Кроме того, увеличивается продолжительность работы Дрессировочного стана без перевалок, снижается расход валков.
10
.
15
20
Формула изобретения
1.Способ прокатки полос преимущественно на двух клетевых станах, включающий прокатку в валках с шероховатой поверхностью в первой клети и во второй клети, отличающийся тем, что, с целью повышения качества полос путем обеспечения равномерной шероховатости по длине прокатываемых полос, прокатку ведут усилием во второй клети, в 2,05,0 раз больглям, чем в первой.
2.Способ по п. 1, отличающийся тем, что отношение усилий прокатки определяют зависимостью
25
аЬ
Рг Р
1 + к
аЬ,
RO.
7b
Р
усилие клети, усилие
прокатки в первой
i
прокатки во ВТО-
0
5
, Rab
R«n
рои клети, %; коэффициент, зависящий от с ОС т ноше- шероховатости noBi-рлчос ; ей полосы и аалкон второй клети; шерохонатость поверхности налкон первой клети, мкм; |исроховатос;ть поверхности ьал . ов второй клети, мкм; эада)(ная величина шероховатости noHepxifocTH поло- си, мкм.
3,5 3,5 3,5 2,0 3,5 3,5 3,5
3,3 3,5 3,5 2,5 2,5 3,5 3,5
0,50
0,13
0,35
0,32
0,35
0,5
3,13
3,5
2,5
0,35
7,0
17,5
8,6
4,2
7,0
6,0
18,0
0,05 0,03 0,04 0,04 0.04 0,07 0,03
7,0
0,07
Неустойчивость прокатки, повышение коро- боватости и раэнотолп(нн- ности полос Прокатка в соответствии с известным способом
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО АВТОМОБИЛЬНОГО ЛИСТА | 2009 |
|
RU2414973C1 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОГО ОЦИНКОВАННОГО АВТОЛИСТА | 2007 |
|
RU2354466C1 |
| Способ механической обработкибОчЕК ОпОРНыХ ВАлКОВ | 1978 |
|
SU801916A1 |
| Способ производства листов | 1984 |
|
SU1255224A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОЦИНКОВАННОЙ ПОЛОСОВОЙ СТАЛИ ДЛЯ ПОСЛЕДУЮЩЕГО НАНЕСЕНИЯ ВЫСОКОКАЧЕСТВЕННЫХ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ | 1999 |
|
RU2149717C1 |
| Прокатный валок | 1977 |
|
SU733750A1 |
| Способ производства холоднокатаных полос | 1983 |
|
SU1093369A1 |
| Прокатный валок | 1979 |
|
SU854470A1 |
| СПОСОБ УСТАНОВКИ ПОВЕРХНОСТНОЙ СТРУКТУРЫ ПРОКАТА ПРИ ХОЛОДНОЙ ПОДКАТКЕ В ДРЕССИРОВОЧНЫХ ПРОКАТНЫХ КЛЕТЯХ | 2002 |
|
RU2286218C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЛЕНТЫ ИЗ НИЗКОУГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2012 |
|
RU2479641C1 |
Изобретение относится к прокатному производству и может быть использовано при многопроходной дрессировке, например, на двухплетевых станах холоднокатаных полос и жести из малоуглеродистых сталей. Целью изобретения является повышение качества полос путем обеспечения равномерной шероховатости по длине прокатываемых полос. Для этого прокатку на двухплетевых станах с валками, имеющими шероховатость в первой и второй плетях соответственно 2,5-3,5 и 0,13-0,5 мкм, ведут усилием во второй клети, большим в 2,0-5,0 раз, чем в первой. Конкретное соотношение усилий определяют в зависимости от шероховатости валков и заданной шероховатости полосы. 1 ил., 1 табл.
| Третьяков Е.М | |||
| и др | |||
| Дрессировка и качество тонного листа | |||
| М.: Металлургия, 1977, с | |||
| Крутильно-намоточный аппарат | 1922 |
|
SU232A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
