Изобретение относится к листовой штамповке.
Целью изобретения является повышение производительности.
На фиг. 1 схематически показано прокатывание заготовки между роликами по фланцу в труднодеформируемых участках согласно изобретению; на фиг. 2 - штамп с расположением роликов, осуществляющих прокатывание труднодеформируемых участков заготовки, вид сверху.
Способ осуществляют следующим образом.
Круглую листовую заготовку 1 помещается и листовая заготовка 1 может иметь меньшие размеры по диаметру.
Использование предложенного способа обеспечивает экономию металла вследствие подавления фестонообразования, так как в этом случае устраняется необходимость подрезки торца изделия после вытяжки или уменьшение припуска на его подрезку и более равномерное распределение материала вдоль стенки изделия и по контуру, что 10 приводит к повышению качества. Вытяжка полого изделия осуществляется без расчленения на предварительную и окончательную вытяжку, что ведет к упрощению процесса вытяжки полого изделия и повышению
щают в установочное местЪ 2 матрицы 3.
Прижим 4 опускается до упорного кольца 5, производительности на 10-15%. которое обеспечивает работу прижима с необходимым заглублением роликов в за-Формула изобретения
готовку 1 для прокатывания труднодеформируемых участков. При движении пуан-Способ вытяжки полых изделий из ани- сона 6 вниз происходит вытяжка полой де- зотропных материалов, при котором заго- тали из листовой заготовки 1. При этом 20 товку предварительно ориентируют в штам- на участках труднодеформируемых зон 7 пе с учетом анизотропии свойств и осу- осуществляется прокатывание листовой заготовки 1 между роликами 8 и 9. В результаществляют перераспределение деформаций по ее контуру, отличающийся тем, что, с целью повышения производительности, пере- 25 распределение деформаций производят путем прокатывания труднодеформируемых участков между телами качения в процессе вытяжки.
те происходит перераспределение металла и впадины в труднодеформируемых зонах 7 уменьшаются, а также уменьшается фесто- нообразование. Вследствие этого припуск на обработку торца полого изделия уменьщается и листовая заготовка 1 может иметь меньшие размеры по диаметру.
Использование предложенного способа обеспечивает экономию металла вследствие подавления фестонообразования, так как в этом случае устраняется необходимость подрезки торца изделия после вытяжки или уменьшение припуска на его подрезку и более равномерное распределение материала вдоль стенки изделия и по контуру, что приводит к повышению качества. Вытяжка полого изделия осуществляется без расчленения на предварительную и окончательную вытяжку, что ведет к упрощению процесса вытяжки полого изделия и повышению
производительности на 10-15%. Формула изобретения
Способ вытяжки полых изделий из ани- зотропных материалов, при котором заго- товку предварительно ориентируют в штам- пе с учетом анизотропии свойств и осу-
ществляют перераспределение деформаций по ее контуру, отличающийся тем, что, с целью повышения производительности, пере- распределение деформаций производят путем прокатывания труднодеформируемых участков между телами качения в процессе, вытяжки.
Риг.1
SZKoSstSUDfiUDtf
ffiiif jfuiSi llOHti oSDojoSa- ив efmoHol,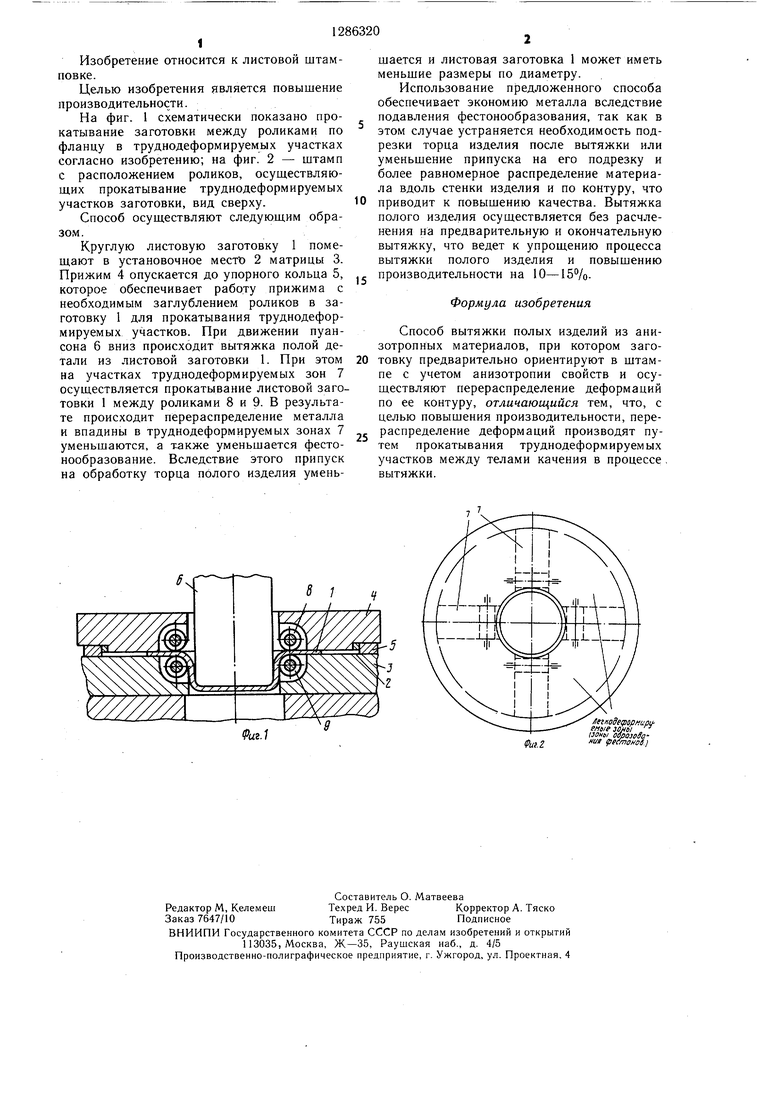
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вытяжки полых деталей | 1981 |
|
SU988412A1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1989 |
|
SU1722655A1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2018 |
|
RU2691016C1 |
| Способ изготовления полых изделий | 1987 |
|
SU1458052A1 |
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2019 |
|
RU2727404C1 |
| Штамп для вытяжки цилиндрических изделий | 1985 |
|
SU1276394A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 1991 |
|
RU2023521C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ4'У;-и, ^• | 1971 |
|
SU415067A1 |
| Способ изготовления полых изделий из листовой заготовки | 1976 |
|
SU597469A1 |
Изобретение относится к листовой штамповке и позволяет повысить производительность при изготовлении полых изделий методом вытяжки. Листовую заготовку из анизотропного материала укладывают в штамп, ориентируя ее с учетом анизотропии ее свойств. При опускании пуансона труднодеформируемые участки прокатывают между роликами, размеш.енными соответственно в прижиме и в матрице. В результате этого происходит перераспределение металла в заготовке, уменьшается фестонообразование. 2 ил. ю 00 а со 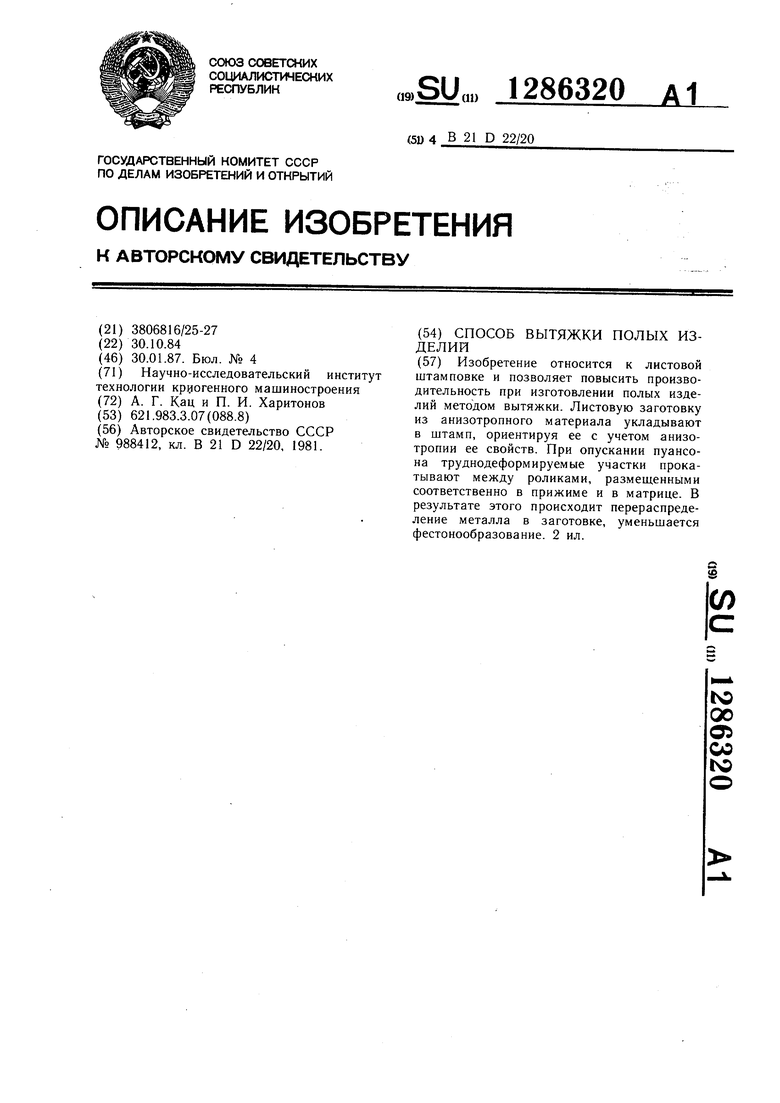
| Способ вытяжки полых деталей | 1981 |
|
SU988412A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
