Изобретение относится к обработке металлов давлением и может использоваться для получения цилиндрических оболочек с помощью операции вытяжки из листовых металлов с плоскостной анизотропией механических свойств. Листовые металлы в большинстве случаев имеют плоскостную анизотропию механических свойств, которая проявляется в образовании фестонов (ушей) на краю детали после вытяжки. В качестве заготовки при вытяжке используется кружок, полученный вырубкой. В некоторых случаях высота фестонов составляет 15...20% от высоты цилиндрической оболочки. В результате этого увеличивается отход металла и себестоимость детали. При вытяжке используется, например, конструкция штампа (рис. 348, стр. 442) для вырубки и вытяжки, в котором установлена матрица с симметричным профилем матричного отверстия (рис. 105, стр. 123), приведенные в [1]. (Романовский В.П. Справочник по холодной штамповке. - 6-е изд., перераб. и доп. - Л.: Машиностроение. Ленингр. отдние, 1979. - 520 с. ) и заготовка в форме кружка. Недостатком конструкции известного устройства является получение детали с фестонами, что увеличивает припуск на обрезку по высоте.
Известно устройство, в котором для устранения фестонообразования при вытяжке круглых заготовок из металлов с плоскостной анизотропией механических свойств используют матрицы с переменной величиной радиуса вытяжных кромок. Меньший радиус дается в тех местах анизотропной заготовки, в которых требуется затормозить течение металла и увеличить высоту вытяжки и наоборот [1]. (рис. 108, стр. 128). Недостатком конструкции матрицы, принятой за прототип, является возможность ее применения для листового металла с однозначно фиксированной плоскостной анизотропией механических свойств, причем размер переменной величины радиусов вытяжных кромок определяется методом экспериментального подбора, что увеличивает трудоемкость подготовки производства. Кроме того, при поступлении новой партии листового металла с другими значениями плоскостной анизотропии возникает необходимость в замене матрицы на матрицу с другой переменной величиной радиуса вытяжных кромок, от чего возрастают затраты на производство цилиндрических оболочек.
Задачей изобретения является устранение фестонообразования, уменьшение отходов металла на обрезку и снижение трудоемкости подготовки производства при получении цилиндрических оболочек из листового металла с плоскостной анизотропией механических свойств.
Указанная задача достигается тем, что устройство для вытяжки цилиндрических оболочек из листового металла с плоскостной анизотропией механических свойств, состоящее из верхней и нижней плиты, направляющих колонок и втулок, матрицы для вырубки, пуансон-матрицы для вырубки и вытяжки, верхнего и нижнего прижима, нижнего буфера, при этом пуансон-матрица состоит из кольца с заходным участком и пуансон-матрицы с выходным участком, рабочие поверхности полостей которых сопряжены, при этом поверхность отверстия кольца с заходным участком выполнена с переменной величиной радиуса вытяжных кромок по периметру, определяемых по зависимости:

а высотой не менее 6÷10 толщинам заготовки.
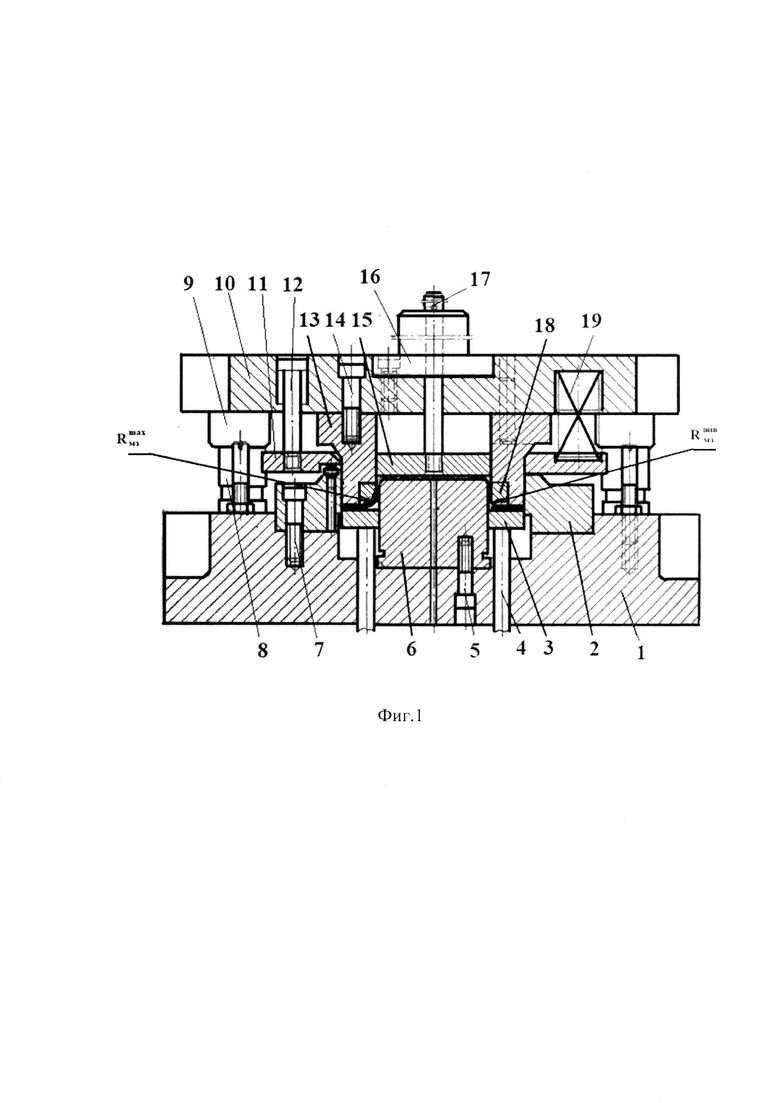
На фиг. 1 показан общий вид устройства для вырубки и вытяжки,
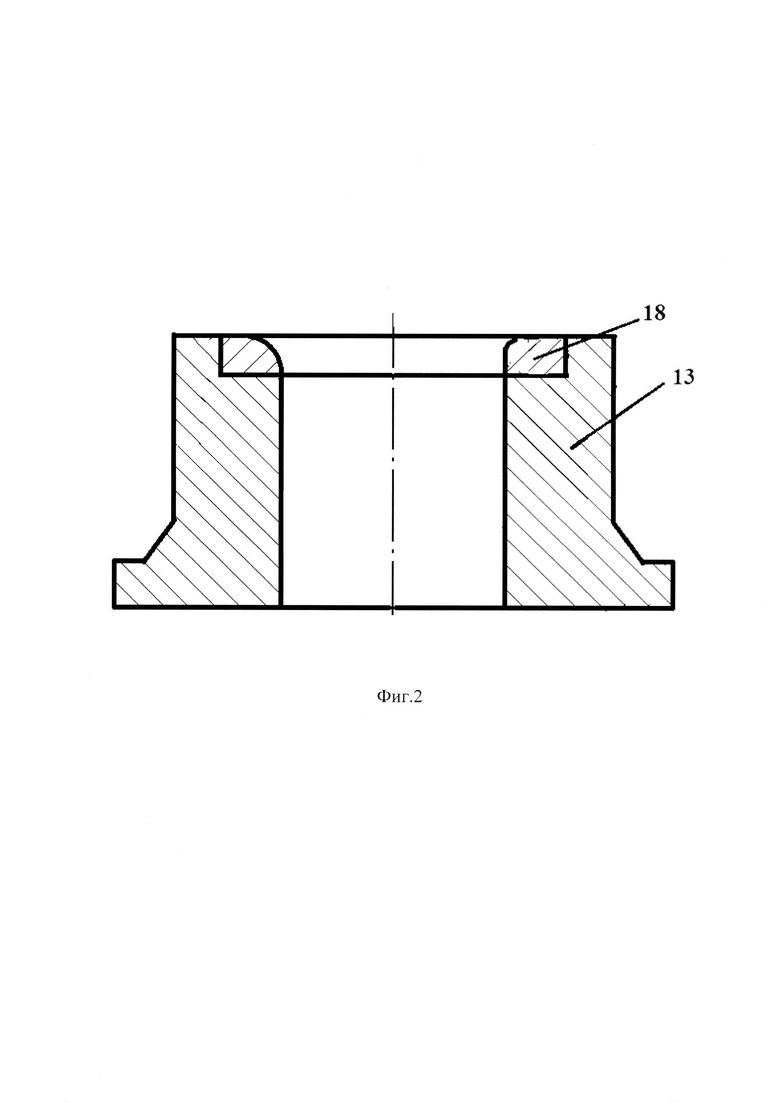
на фиг. 2 - узел пуансон-матрицы для вытяжки,
на фиг. 3 -, цилиндрическая оболочка с фестонами, высотой Δh,
на фиг. 4 - схема для определения радиуса Rx
на фиг. 5 - вид сверху на заходную часть узла пуансон-матрицы для вытяжки.
Устройство (фиг. 1) состоит из нижней плиты 1 на которой закреплена матрица для вырубки 2, прижимного кольца 3, толкателей 4, винтов 5 для крепления к нижней плите пуансона вытяжки 6, винтов 7, направляющих колонок 8, направляющих втулок 9, верхней плиты 10, верхнего прижима 11, специальных винтов 12, детали пуансон-матрицы для вырубки и вытяжки с выходным участком полости 13, винтов для крепления пуансон-матрицы к верхней плите 14, выталкивателя 15, хвостовика 16, толкателя 17, кольца пуансон-матрицы с заходным участком 18, пружин прижима 19.
В устройстве (фиг. 1) вырубают кружок, который формоизменяют в цилиндрическую оболочку с фланцем или без фланца вытяжкой с прижимом заготовки. Для получения готовой детали без фестонов вначале производят наладку устройства. На деталь матрицы с выходным участком 13 (фиг. 2) закрепляют кольцо с заходным участком 18 имеющем постоянный радиус закругления  по периметру, равным 6÷10 толщинам заготовки. После вытяжки в полученной цилиндрической оболочке без фланца, или в цилиндрической оболочке с фланцем измеряют высоту фестонов Δh (фиг. 3) и определяют их расположение относительно направления прокатки листового металла. В зависимости от характера плоскостной анизотропии механических свойств металла фестоны могут располагаться вдоль и поперек направления к прокатке, или под 45°. По графику (фиг. 4) определяют радиус Rx и по выражению
по периметру, равным 6÷10 толщинам заготовки. После вытяжки в полученной цилиндрической оболочке без фланца, или в цилиндрической оболочке с фланцем измеряют высоту фестонов Δh (фиг. 3) и определяют их расположение относительно направления прокатки листового металла. В зависимости от характера плоскостной анизотропии механических свойств металла фестоны могут располагаться вдоль и поперек направления к прокатке, или под 45°. По графику (фиг. 4) определяют радиус Rx и по выражению

рассчитывают текущие значения радиуса закругления  в зависимости от значений угла θ радиуса-вектора и радиуса Rx при заданном значении максимального радиуса закругления .
в зависимости от значений угла θ радиуса-вектора и радиуса Rx при заданном значении максимального радиуса закругления .
Из набора колец 18 матрицы с заходным участком, выбирают такое, которое более всего соответствует расчетным значениям радиуса закругления  . Кольцо 18 фиксируют на детали матрицы штифтами, ориентируя таким образом, чтобы максимальный радиус закругления
. Кольцо 18 фиксируют на детали матрицы штифтами, ориентируя таким образом, чтобы максимальный радиус закругления  совпал с направлением образования впадин (фиг. 5). После проведенной наладки производится штамповка цилиндрической оболочки из полосы или ленты. Полоса или лента устанавливаются в штамп и прижимается к рабочей поверхности матрицы для вырубки 2 прижимом 11. При рабочем ходе происходит вырубка круглой заготовки, которая формоизменяется в цилиндрическую оболочку с фланцем или без фланца вытяжным инструментом. При формоизменении круглой заготовки по поверхности заходного участка кольца 18 с переменными радиусами закругления происходит радиальное течение металла с одинаковыми скоростями, в результате чего край круглой заготовки одновременно по всему периметру достигает рабочего отверстия выходной части матрицы 13. Деталь получается без фестонов. Полученная цилиндрическая оболочка удаляется из рабочего пространства устройства с помощью толкателей 4 нижнего буфера, или выталкивателем 15 и толкателем 17. Полоса подается на шаг подачи и процесс повторяется. При получении листового металла с другой плоскостной анизотропией механических свойств, проводится аналогичная настройка устройства с заменой кольца 18.
совпал с направлением образования впадин (фиг. 5). После проведенной наладки производится штамповка цилиндрической оболочки из полосы или ленты. Полоса или лента устанавливаются в штамп и прижимается к рабочей поверхности матрицы для вырубки 2 прижимом 11. При рабочем ходе происходит вырубка круглой заготовки, которая формоизменяется в цилиндрическую оболочку с фланцем или без фланца вытяжным инструментом. При формоизменении круглой заготовки по поверхности заходного участка кольца 18 с переменными радиусами закругления происходит радиальное течение металла с одинаковыми скоростями, в результате чего край круглой заготовки одновременно по всему периметру достигает рабочего отверстия выходной части матрицы 13. Деталь получается без фестонов. Полученная цилиндрическая оболочка удаляется из рабочего пространства устройства с помощью толкателей 4 нижнего буфера, или выталкивателем 15 и толкателем 17. Полоса подается на шаг подачи и процесс повторяется. При получении листового металла с другой плоскостной анизотропией механических свойств, проводится аналогичная настройка устройства с заменой кольца 18.
В результате использования предлагаемого устройства значительно уменьшается трудоемкость подготовки производства и отходы на обрезку за счет устранения фестонообразования. Устройство можно использовать при получении цилиндрических оболочек с заданным значением высоты фестонов путем изменения радиуса закругления в заходной части кольца 18, если это требуется при изготовлении цилиндрической оболочки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств | 2019 |
|
RU2727404C1 |
| Штамп для вытяжки | 1978 |
|
SU741994A1 |
| Способ изготовления полых осесимметричных изделий с фланцем | 1989 |
|
SU1722655A1 |
| Устройство для вытяжки оболочек из листовых заготовок квадратной формы | 2019 |
|
RU2714017C1 |
| Способ получения оболочки с переменной толщиной стенки по периметру | 2021 |
|
RU2761569C1 |
| Способ вытяжки полых деталей | 1981 |
|
SU988412A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1017409A1 |
| Штамп для глубокой вытяжки | 1984 |
|
SU1220828A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ КОЛЕС | 2015 |
|
RU2594999C1 |
| ШТАМП ДЛЯ ВЫРУБКИ | 2005 |
|
RU2297296C1 |
Изобретение относится к обработке металлов давлением и может быть использовано для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств. Устройство для вытяжки цилиндрических оболочек из листовых металлов имеет пуансон-матрицу с выходным участком и кольцо с заходным участком, рабочие поверхности полостей которых сопряжены, при этом поверхность отверстия кольца с заходным участком выполнена с переменной величиной радиуса вытяжных кромок по периметру. Повышается качество оболочек за счет устранения фестонообразования в процессе вытяжки. 5 ил.
Устройство для вытяжки цилиндрических оболочек из листовых металлов с плоскостной анизотропией механических свойств, содержащее верхнюю и нижнюю плиты, направляющие колонки и втулки, матрицу для вырубки, пуансон-матрицу для вырубки и вытяжки с переменной величиной радиуса вытяжной кромки, верхнего и нижнего прижима и нижнего буфера, отличающееся тем, что упомянутая пуансон-матрица для вырубки и вытяжки выполнена в виде детали с выходным участком и закрепленного на ней сменного кольца с заходным участком, имеющим переменную величину радиуса вытяжной кромки, рабочие поверхности полостей которых сопряжены, при этом максимальный радиус вытяжной кромки сменного кольца равен не менее 6÷10 толщин листового металла.
| В.П | |||
| РОМАНОВСКИЙ | |||
| Справочник по холодной штамповке | |||
| Л.: Машиностроение, 1979, с.128, рис.108 | |||
| Устройство для изготовления полых цилиндрических изделий прямым ротационным выдавливанием | 1983 |
|
SU1189542A1 |
| СПОСОБ ВЫТЯЖКИ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ ФОРМЫ | 2016 |
|
RU2620219C2 |
| РАССЕКАТЕЛЬ ПОТОКА ЖИДКОСТИ ЭЖЕКЦИОННОГО ТИПА | 2017 |
|
RU2648061C1 |

