Изобретение относится к обработке метеллов давлением и может быть использовано в процессах листовой штамповки.
Цель изобретения - повышение производительности процесса за счет интенсификации вытяжки и экономии металла за счет уменьшения фестонообразования.
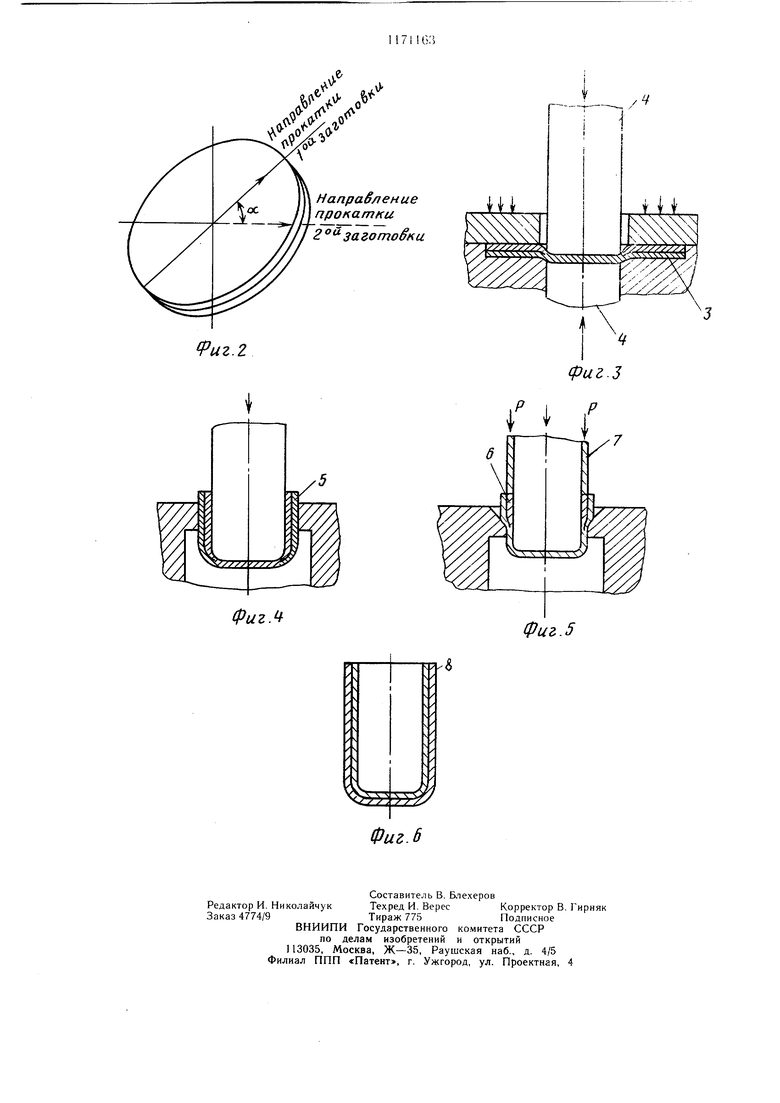
На фиг. 1 показаны фигуры плоской анизотропии заготовок и биметаллического пакета; на фиг. 2 - схема сборки биметаллического пакета; на фиг. 3 - схема процесса осадки центральной зоны пакета; на фиг. 4 - свертка пакета в полый полуфабрикат; на фиг. 5- - вытяжка с утонением; на фиг. 6 - готовое изделие.
Способ осуществляется следующим образом.
Из разнородных материалов вырезают листовые заготовки равного диаметра, которые собирают в пакет. При сборке пакета одну из заготовок с фигурой плоской анизотропии 1 поворачивают таким образом относительно другой заготовки с фигурой плоской анизотропии 2 (фиг. 1), что угол между направлениями прокатки соответствует 45±3° (фиг. 2).
После этого производят осадку центральной зоны биметаллического пакета 3 пуансонами 4 (фиг. 3), осуществляя холодную сварку составляющих его заготовок.
Сваренный пакет свертывают в полый стаканчик-полуфабрикат 5, который затем подвергают вытяжке с утонением стенки. В процессе вытяжки полуфабриката к его более мягкому слою б через втулку 7 прикладывают давление, равное разности величин пределов текучести материалов биметаллического пакета (фиг. 5). В результате получают изделие 8 в виде полого биметаллического стаканчика.
Пример. По предлагаемому способу производят вытяжку с утонением цилиндрического биметаллического стакана диаметром 60 мм, высотой 86 мм и толщиной 1,2 мм из нержавеющей стали марки ОХ18Н9Т и меди марки Ml. Толщина заготовок 1,5 и 1,5 мм соответственно, диаметр 98 мм.
На первом этапе производят подготовку поверхности заготовок (обезжиривание
уайт-спиритом). После этого осуществляют сборку пакета таким образом, что угол между направлениями прокатки заготовки с фигурой плоской анизотропии 1 и заготовки с фигурой плоской анизотропии 2 (фиг. 1) 45° (фиг. 2).
Холодную сварку центральной зоны заготовки пакета 3 осуществляют осадкой пуансонами 4 диаметром 60 мм на толщину 1, 2 мм, обеспечивая тем самым степень деформации в центральной зоне не менее 50%, что является достаточным для качественной сварки слоев. Затем осуществляют свертку стаканчика 5 внутренним диаметром 60 мм и высотой стенки 56,6 мм, на котором благодаря отсутствию фестонов получается ровная торцовая поверхность.
При вытяжке по известному способу высота фестонов 10-18 мм, что обуславливает величину припуска на обрезку торца, равную 20 мм. При предлагаемом способе высота фестонов после свертки не превышает 1,2-2 мм, что позволяет последующую вытяжку с утонением вести без подрезки торца, а это приводит к экономии 10-13% металла на одном изделии. Вытяжку с утонением производят на гидравлическом прессе двойного действия, прикладывая от вспомогательного плунжера гидропресса к медному слою давление Pj 100 МПа, равное разнице величин пределов текучести стали и меди. Медный слой является внутренним и прилегает к пуансону. Степень вытяжки с утонением 65%. В результате получают би.металлический стакан с внутренним диаметром 60 мм, толщиной стенки 1,2 мм и высотой изделия 86 мм. Для получения аналогичного изделия известным способом диаметр исходной заготовки составляет 119 мм.
Толщина медного и стального слоев в стенке по 0,6+0,07 g донной части толщина медного слоя 0,5 мм, стального - 0,7 мм.
Использование изобретения позволяет повысить производительность процесса и обеспечивает до 15% металла на изделие.
иг.2
fpuzM
Фиг. 5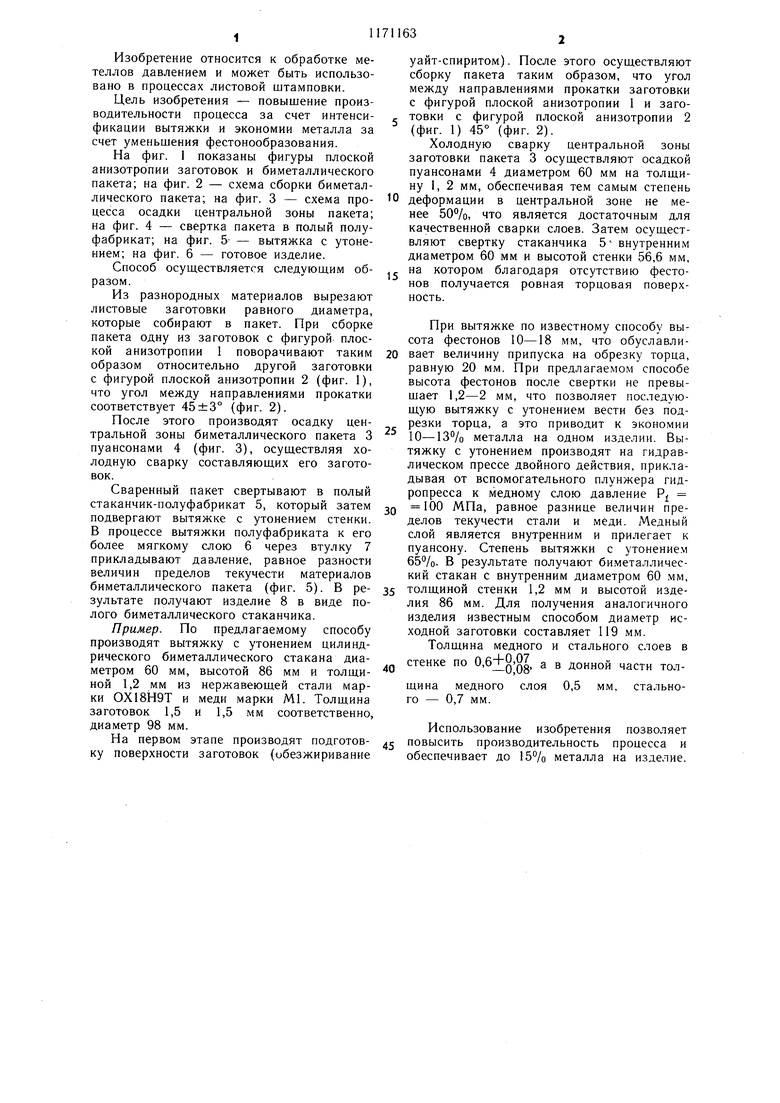
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ | 2008 |
|
RU2380185C2 |
| Способ вытяжки полых изделий | 1982 |
|
SU1018754A1 |
| ЛИСТ ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ МЕТАЛЛИЧЕСКИХ БУТЫЛОК ИЛИ АЭРОЗОЛЬНЫХ БАЛЛОНОВ | 2014 |
|
RU2668357C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОГО ОСЕСИММЕТРИЧНОГО ИЗДЕЛИЯ | 1990 |
|
SU1800729A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ИЗ АНИЗОТРОПНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2436646C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БАНКИ ПОД НАПИТКИ, МЕТАЛЛИЧЕСКОГО БАЛЛОНА ИЛИ АЭРОЗОЛЬНОГО БАЛЛОНЧИКА ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2015 |
|
RU2684986C2 |
| Способ изготовления полых ступенчатых изделий | 1990 |
|
SU1748904A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ СОСУДОВ | 1998 |
|
RU2131787C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ МАЛОГО ДИАМЕТРА МНОГОПЕРЕХОДНОЙ ШТАМПОВКОЙ | 2008 |
|
RU2403117C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ПЕРЕХОДНИКОВ | 2009 |
|
RU2402397C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ СТАКАНОВ, включающий образование из двух собранных в пакет листовых заготовок из разнородных материалов полого полуфабриката и последующую вытяжку полуфабриката с утонением стенки и приложением осевого давления к его более мягкому слою, отличающийся тем, что, с целью повышения производительности процесса и экономии металла, заготовки в пакете располагают под углом между их направлениями прокатки 42-48°, а перед образованием полого полуфабриката центральную зону пакета осаживают пуансоном диаметром, равным внутреннему диаметру изделия, обеспечивая в этой зоне холодную сварку заготовок пакета и толщину стенки, равную толщине стенки, изделия. сл ф со
| Способ изготовления биметаллических полых изделий | 1977 |
|
SU662309A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
