Изобретение относится к сварочному производству и может быть использовано для односторонней дуговой сварки стыковых соединений с полным проплавлением свариваемых кромок.
Цель изобретения - повышение надежности эксплуатации и расширение технологических возможностей устройства за счет предохранения от попадания загрязнений на набор пластин и создания избыточного давления газов под свариваемым стыком.
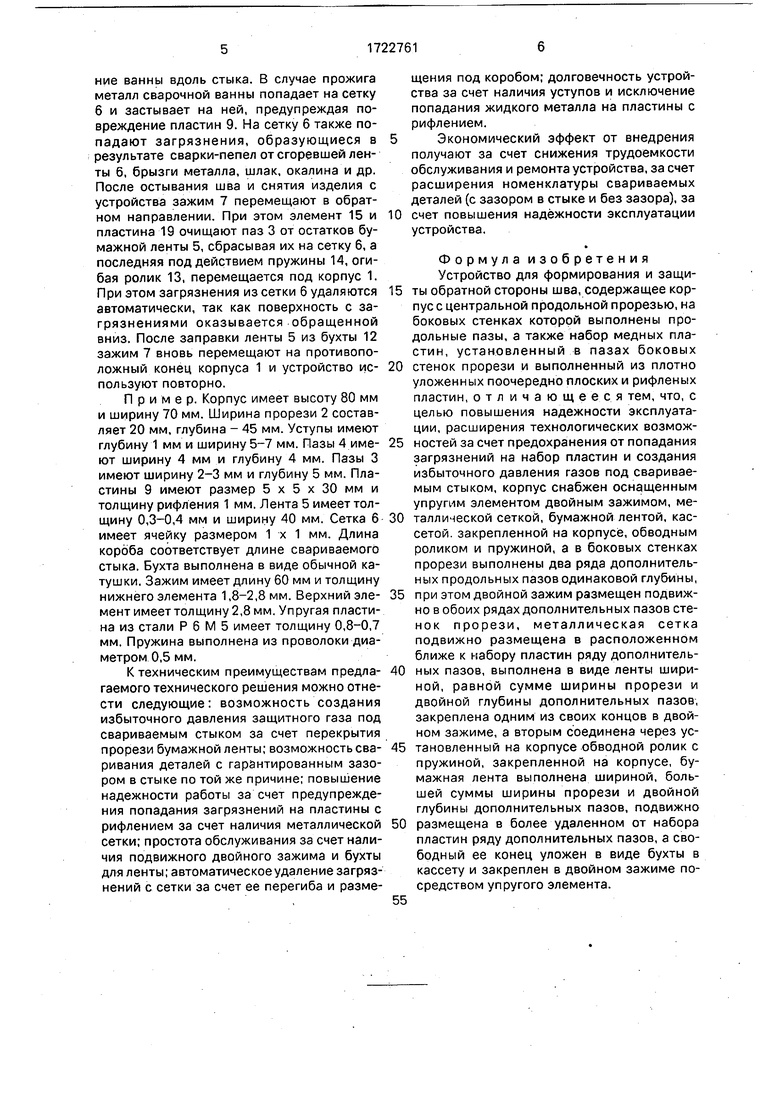
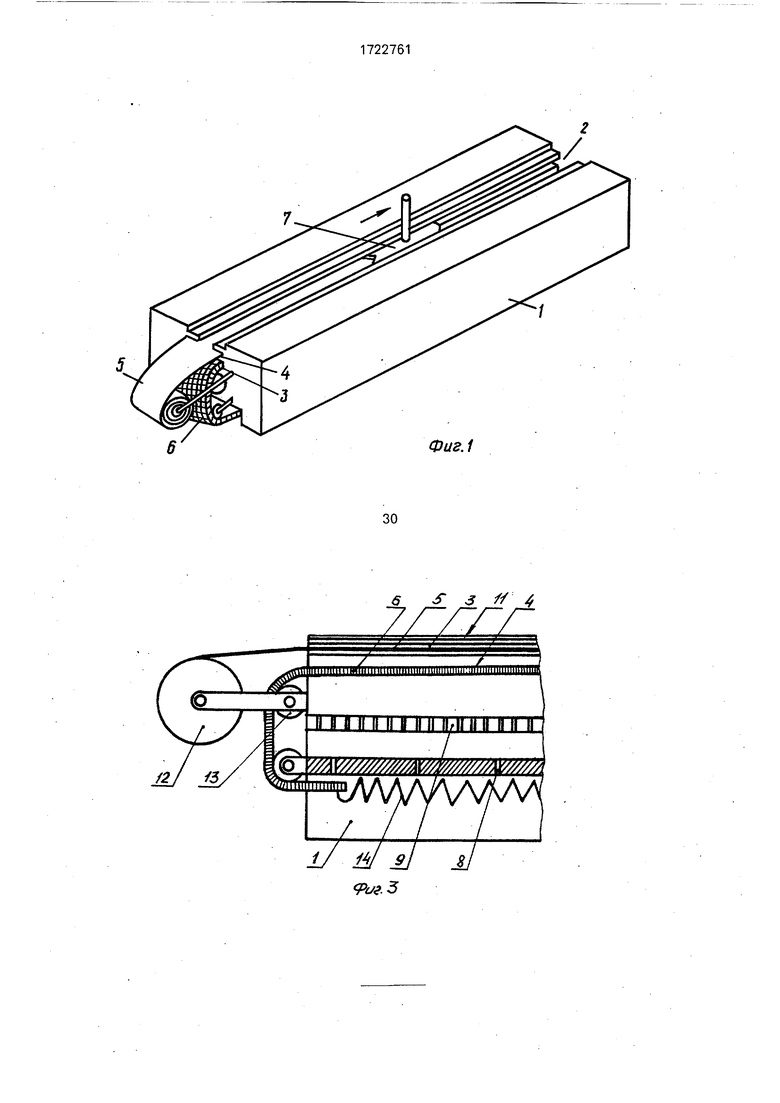
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, поперечное сечение; на фиг. 3 - то же, продольное сече- ние; на фиг, 4 - двойной зажим, общий вид.
Предлагаемое устройство содержит корпус 1 с центральной продольной прорезью 2, на боковых стенках которой выпол- нены продольные пазы 3 и 4 для размещения в них бумажной ленты 5 и металлической сетки 6 соответственно. Лента 5 и сетка 6 имеют возможность перемещаться вдоль корпуса 1 посредством двойного зажима 7, перекрывая продольную прорезь 2. В нижней части корпуса 1 имеется отверстие 8 (отверстия) для подвода защитного газа. В корпусе 1 установлен набор медных пластин 9, часть из которых имеет рифления 10 и установлена между аналогичными пла- стинами с гладкой поверхностью. Пластины 9 уложены плотно и образуют медную подкладку устройства. Над пластинами 9 в пазах 4 установлена металлическая гибкая сетка 6. Ширина сетки 6 соответствует ши- рине пазов 4 (ширина сетки б равна ширине продольной прорези 2 плюс две глубины пазов 4). Сетка 6 имеет возможность перемещаться по пазам 4 вдоль корпуса 1 устройства. Над сеткой 6 в пазах 3 с возможностью продольного перемещения установлена бумажная (или из плотной ткани) лента 5, ширина которой превышает ширину прорези 2 с учетом глубины пазов 3. В результате этого лента 5 прогибается вверх или вниз вдоль корпуса 1. На верхней поверхности корпуса 1 имеются уступы 11, необходимость которых поясняется следующим. Так как пазы 3 расположены около верхней плоскости корпуса 1, то в момент установки изделия на устройство и его ориентации относительно прорези 2 возможно искривление деталями перемычки между верхней плоскостью корпуса 1 и пазом 3, что приведет к заклиниванию ленты 5. Усту- пы 11 предупреждают контакт изделия с упомянутой перемычкой. Около одного торца корпуса 1 установлена бухта 12 для ленты 5 и обводной ролик 13 для обвода сетки 6 вокруг корпуса 1. Свободный конец сетки 6
прикреплен к пружине 14, размещенной под корпусом 1 вдоль его продольной оси. Свободные концы ленты 5 и сетки б связаны с двойным зажимом 7, который может перемещаться по пазам 3 и 4. Зажим 7 выполнен в виде двутавровой балочки с горизонтальными элементами 15 и 16, расстояние между которыми соответствует расстоянию между пазами 3 и 4 и ширина которых равна глубине пазов 3 и 4 с учетом ширины прорези 2. На нижнем элементе 16 зажима 7 имеются резьбовые отверстия 17 для крепления сетки 6. К верхнему элементу 15 прикреплена винтами 18 упругая пластина 19. В зазор между элементом 15 и пластиной 19 заводят конец ленты 5, который зажимается после установки зажима 7 в пазы 3 и 4 корпуса 1. Для удобства перемещения зажима по пазам 3 и 4 на верхнем элементе 15 закреплена рукоятка 20.
В исходном состоянии зажим 7 располагается около торца корпуса 1 со стороны бухты 12. Сетка 6 расположена под корпусом 1. Между элементом 15 и пластиной 19 устанавливают ленту 5 и начинают перемещать зажим 6 по пазам 3 и 4 вдоль корпуса 1. При этом лента 5, разматываясь с бухты 12, перекрывает прорезь 2. Одновременно, преодолевая сопротивление пружины 14, сетка 6 также перекрывает прорезь 2. При достижении зажимом 7 противоположного края корпуса 1 лента 5 и сетка 6 полностью перекрывают продольную прорезь 2. На корпус 1 устанавливают свариваемое изделие и совмещают свариваемый стык с центром прорези 2. Затем через отверстия 8 подают защитный газ, который через рифления 10 проходит вовнутрь прорези 2 и далее через сетку 6 к бумажной ленте 5. Так как лента 5 имеет большую ширину, чем прорезь 2, она под действием давления защитного газа выгибается вверх и прижимается к свариваемому стыку. В результате того, что прорезь 2 перекрыта лентой 5, утечка защитного газа не происходит, что обеспечивает возможность создания избыточного давления газа под стыком, даже если последний собран с гарантированным зазором, Это позволяет регулировать давление защитного газа и тем самым управлять размерами корня шва. Затем начинают сварочный процесс.
Металл сварочной ванны прожигает ленту 5, открывая доступ защитного газа, но его утечки не происходит, так как дуга, постоянно перемещаясь, движет ванну на целую ленту 5, предупреждая ее преждевременное сгорание, которое может происходить только в течение определенного времени, гораздо большего, чем движение ванны вдоль стыка. В случае прожига металл сварочной ванны попадает на сетку 6 и застывает на ней, предупреждая повреждение пластин 9. На сетку 6 также попадают загрязнения, образующиеся в результате сварки-пепел от сгоревшей ленты 6, брызги металла, шлак, окалина и др. После остывания шва и снятия изделия с устройства зажим 7 перемещают в обратном направлении. При этом элемент 15 и пластина 19 очищают паз 3 от остатков бумажной ленты 5, сбрасывая их на сетку 6, а последняя под действием пружины 14, огибая ролик 13, перемещается под корпус 1. При этом загрязнения из сетки 6 удаляются автоматически, так как поверхность с загрязнениями оказывается обращенной вниз. После заправки ленты 5 из бухты 12 зажим 7 вновь перемещают на противоположный конец корпуса 1 и устройство используют повторно.
Пример. Корпус имеет высоту 80 мм и ширину 70 мм. Ширина прорези 2 составляет 20 мм, глубина - 45 мм. Уступы имеют глубину 1 мм и ширину 5-7 мм. Пазы 4 имеют ширину 4 мм и глубину 4 мм. Пазы 3 имеют ширину 2-3 мм и глубину 5 мм. Пластины 9 имеют размер 5 х 5 х 30 мм и толщину рифления 1 мм. Лента 5 имеет толщину 0,3-0,4 мм и ширину 40 мм. Сетка 6 имеет ячейку размером 1 х 1 мм. Длина короба соответствует длине свариваемого стыка. Бухта выполнена в виде обычной катушки. Зажим имеет длину 60 мм и толщину нижнего элемента 1,8-2,8 мм. Верхний элемент имеет толщину 2,8 мм. Упругая пластина из стали Р 6 М 5 имеет толщину 0,8-0,7 мм. Пружина выполнена из проволоки диаметром 0,5 мм.
К техническим преимуществам предлагаемого технического решения можно отнести следующие: возможность создания избыточного давления защитного газа под свариваемым стыком за счет перекрытия прорези бумажной ленты; возможность сваривания деталей с гарантированным зазором в стыке по той же причине; повышение надежности работы за счет предупреждения попадания загрязнений на пластины с рифлением за счет наличия металлической сетки; простота обслуживания за счет наличия подвижного двойного зажима и бухты для ленты; автоматическое удаление загрязнений с сетки за счет ее перегиба и размещения под коробом; долговечность устройства за счет наличия уступов и исключение попадания жидкого металла на пластины с рифлением.
Экономический эффект от внедрения
получают за счет снижения трудоемкости обслуживания и ремонта устройства, за счет расширения номенклатуры свариваемых деталей (с зазором в стыке и без зазора), за
счет повышения надёжности эксплуатации устройства.
Формула изобретения Устройство для формирования и защиты обратной стороны шва, содержащее корпус с центральной продольной прорезью, на боковых стенках которой выполнены продольные пазы, а также набор медных пластин, установленный в пазах боковых
стенок прорези и выполненный из плотно уложенных поочередно плоских и рифленых пластин, отличающееся тем, что, с целью повышения надежности эксплуатации, расширения технологических возможностей за счет предохранения от попадания загрязнений на набор пластин и создания избыточного давления газов под свариваемым стыком, корпус снабжен оснащенным упругим элементом двойным зажимом, металлической сеткой, бумажной лентой, кассетой, закрепленной на корпусе, обводным роликом и пружиной, а в боковых стенках прорези выполнены два ряда дополнительных продольных пазов одинаковой глубины,
при этом двойной зажим размещен подвижно в обоих рядах дополнительных пазов сте- нок прорези, металлическая сетка подвижно размещена в расположенном ближе к набору пластин ряду дополнительных пазов, выполнена в виде ленты шириной, равной сумме ширины прорези и двойной глубины дополнительных пазов, закреплена одним из своих концов в двойном зажиме, а вторым соединена через установленный на корпусе обводной ролик с пружиной, закрепленной на корпусе, бумажная лента выполнена шириной, большей суммы ширины прорези и двойной глубины дополнительных пазов, подвижно
размещена в более удаленном от набора пластин ряду дополнительных пазов, а свободный ее конец уложен в виде бухты в кассету и закреплен в двойном зажиме посредством упругого элемента.
L JL Л # 4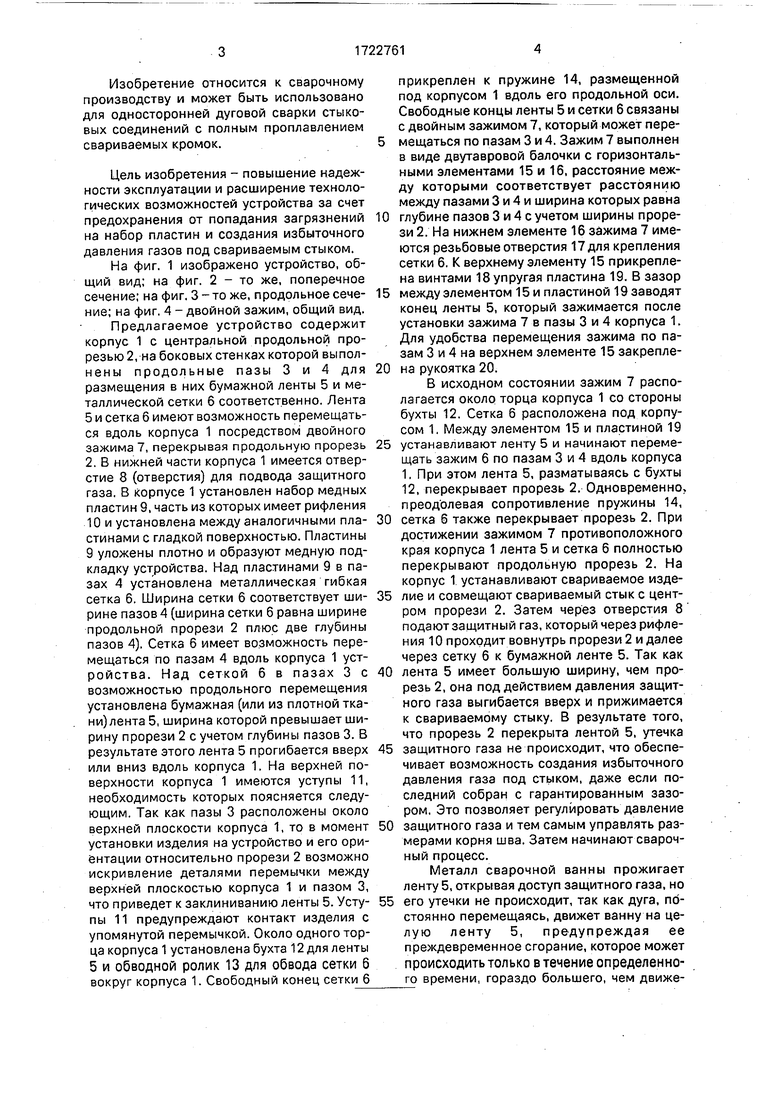
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны сварного шва | 1990 |
|
SU1804993A1 |
| Сварочный материал | 1988 |
|
SU1802772A3 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Способ контактной стыковой сварки трубы оболочки твэла с заглушкой | 1987 |
|
SU1520763A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ФРИКЦИОННОЙ СВАРКИ | 2011 |
|
RU2460617C1 |
| Комплект симуляционных тренажеров для обучения методике экстракорпорального и интракорпорального шва | 2021 |
|
RU2768594C1 |
| Способ сварки стыковых соединений | 1986 |
|
SU1408649A1 |
| ВЫВОДНАЯ ПЛАНКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1998 |
|
RU2153408C2 |
| Машина для сортировки и упаковки чулок | 1984 |
|
SU1308664A1 |
Изобретение может быть использовано для односторонней дуговой сварки стыковых соединений с полным проплавлением свариваемых кромок. Сущность изобретения заключается в том, что в пазах 3 и 4 прорези 2 корпуса 1 размещена бумажная лента 5 и металлическая сетка 6, а также набор пластин 9 с рифлениями 10. При перемещении ленты 5 по пазам 3 она сматывается с бухты, закрепленной на корпусе 1. В отверстие 8 подают защитный газ, который проходит через рифления 10 набора пластин 9 и подается под ленту 5 через сетку 6. При сварке лента 5 сгорает и газ защищает обратную сторону шва по мере перемещения сварочной ванны. Сетка 6 предохраняет от повреждения набор пластин 9 при прожогах металла корня шва. После сварки сетку 6 перемещают вдоль прорези 2 с помощью обводных роликов, закрепленных на корпусе 1. Тем самым удаляют из устройства шлак, остатки сгоревшей бумаги, брызги металла. Устройство обеспечивает сварку деталей, собранных как с зазором, так и без него, а наличие сетки и бумажной ленты обеспечивает надежность защиты корня шва с обратной стороны и деталей набора от загрязнений, что повышает его надежность и долговечность. 4 ил. k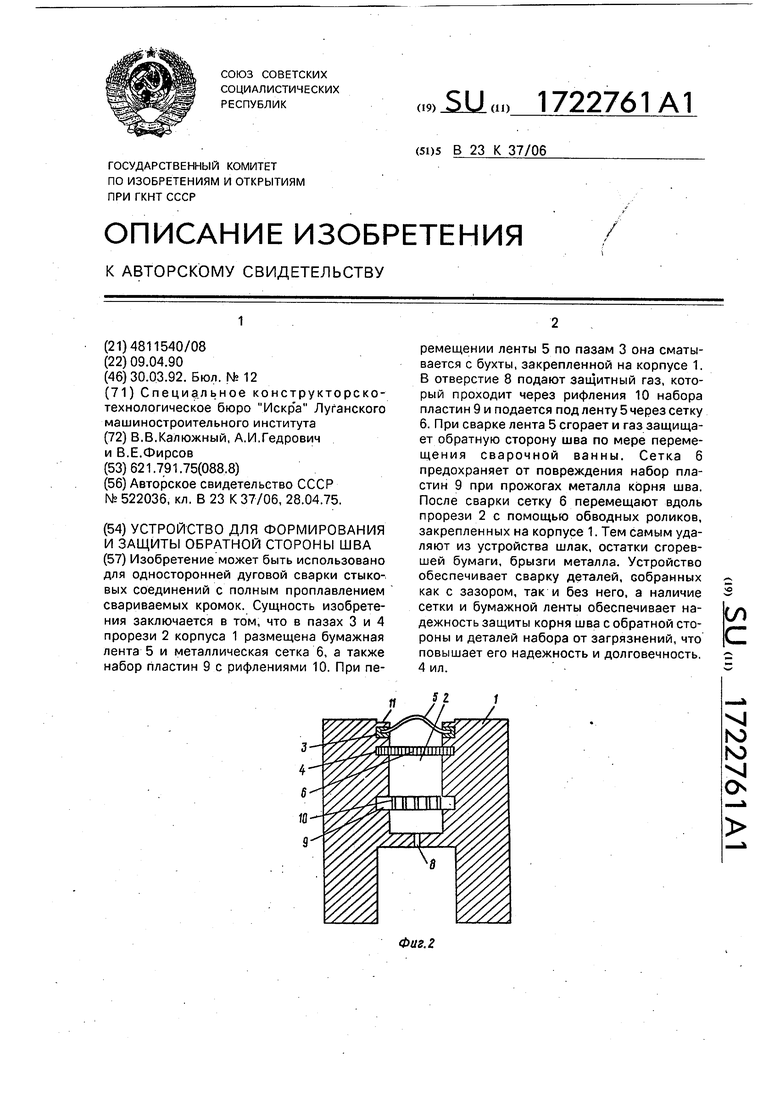
I/- 7
фа 3
Put. 4
| Устройство для формирования и защиты обратной стороны шва | 1975 |
|
SU522036A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
