Изобретение относится к дуговой сварке неплавящимся электродом и может быть использовано в различных отраслях машиностроения при изготовлении ответственных конструкций средней и повышенной толщины.
Известна технологическая планка многократного использования, выполненная из двух пластин, одна из которых имеет П-образный вырез, обращенный к стыку и заполненный металлическим порошком, шириной, превышающей ширину шва, а вторая пластина расположена под первой и имеет прямоугольную форму (авторское свидетельство СССР 1344554, B 23 K 28/00, 1986 г.).
Недостатком данной планки является отсутствие возможности осуществлять защиту обратной стороны шва, так как прямоугольная пластина будет перекрывать доступ инертного газа в зону сварки; невозможна и двусторонняя сварка, а также сварка погруженным неплавящимся электродом, когда присадочный материал размещают заранее в стыке соединения и в процессе сварки не подают. Поэтому на конечном участке сварного шва будет наблюдаться значительное его ослабление из-за того, что длина ванны при сварке погруженным электродом достигает 80 - 90 мм, и поэтому формирование шва на конечном участке стыка будет происходить полностью из металла выводной планки - порошка, насыпная масса которого меньше, чем у монолитного металла, ослабление сварного шва в этом случае может достигать до 20% от толщины свариваемого металла.
Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является выводная планка многократного использования, состоящая из трех стальных пластин, которые взаимно скрепляются посредством прихваток (авторское свидетельство СССР 1344553, B 23 K 28/00, 1986 г.).
Недостатком известной планки является резкое снижение ее технологичности при сварке стыков толщиной более 10 - 15 мм: для разных металлов указанный диапазон толщин является предельным под вырубку. Плиты большей толщины в условиях механических заводов подвергают термической резке с последующим фрезерованием заготовок, что особенно характерно для титановых сплавов. Таким образом, нивелируется преимущество известной планки, тем более что при сварке погруженным неплавящимся электродом боковые ее части играют вспомогательную роль.
Изобретение направлено на расширение технологических возможностей выводной планки, снижение трудоемкости и экономии металла при ее изготовлении применительно к процессу сварки неплавящимся электродом, преимущественно погруженным.
Сущность изобретения заключается в том, что в выводной планке для сварки неплавящимся электродом, состоящей из пакета скрепленных между собой пластин, установленных на торец сварного шва, в отличие от прототипа ширина каждой пластины равна толщине свариваемого стыка, а сам пакет пластин установлен в водоохлаждаемый или керамический корпус многократного использования.
Конструкция выводной планки, представляющая собой пакет из отдельных пластин толщиной порядка 1 - 10 мм, позволяет не только упростить технологию ее изготовления и снизить при этом расход металла и трудоемкость за счет замены двух трудоемких операций (термической резки и механической обработки кромок) на одну простую - вырубку пластин, но и представляет возможность использования листовых отходов для ее изготовления. Толщина отдельных пластин в пакете может быть различной, а их ширина должна соответствовать толщине стыка. Установка всего пакета на торец дает возможность осуществлять качественную защиту обратной стороны шва, что является необходимым условием при сварке активных металлов. Общая толщина пакета пластин может быть несколько больше ширины шва. Размещение пакета пластин в водоохлаждаемом или керамическом корпусе позволяет максимально уменьшить ширину самого пакета.
При сварке погруженным неплавящимся электродом в выводной планке ширина пластин, расположенных по оси стыка, может быть выполнена меньшей ширины остальных пластин пакета.
Выводную планку, установленную в начале стыка, используют для заглубления электрода. В процессе его заглубления вытесняется значительная масса жидкого металла, в результате чего на поверхности планки образуется наплыв высотой до 10 - 12 мм, который затрудняет продвижение защитного устройства, снижая качество защиты. Поэтому ширину той части пластин, которая находится в центральной части выводной планки, уменьшают, в результате чего на поверхности выводной планки формируется продольный паз. Этот паз компенсирует объем вытесняемого металла. Ширина паза не должна быть меньше диаметра электрода, чтобы не затруднять процесс возбуждения дуги, и не превышать ширину сварного шва, чтобы не нарушать его защиту. Глубину паза, а в общем случае и его форму устанавливают исходя из соблюдения условия равенства объема паза и объема вытесненного электродом металла.
Для того чтобы учесть возможное измерение ширины выводной планки, водоохлаждаемый или керамический корпус может быть выполнен разъемным, например в виде двух Г-образных пластин.
Для того чтобы обеспечить возможность сварки большой номенклатуры деталей по толщине, под корпус могут быть установлены сменные подкладки, которые позволяют набирать нужную высоту корпуса, равную толщине стыка.
Конкретная конструкция крепления выводной планки к стыку зависит от применяемой сварочной оснастки.
При сварке неплавящимся электродом с присадкой для того, чтобы химический состав сварного шва был одинаковым по всей длине, одну пластину, входящую в пакет и расположенную по оси стыка, выполняют из материала присадки.
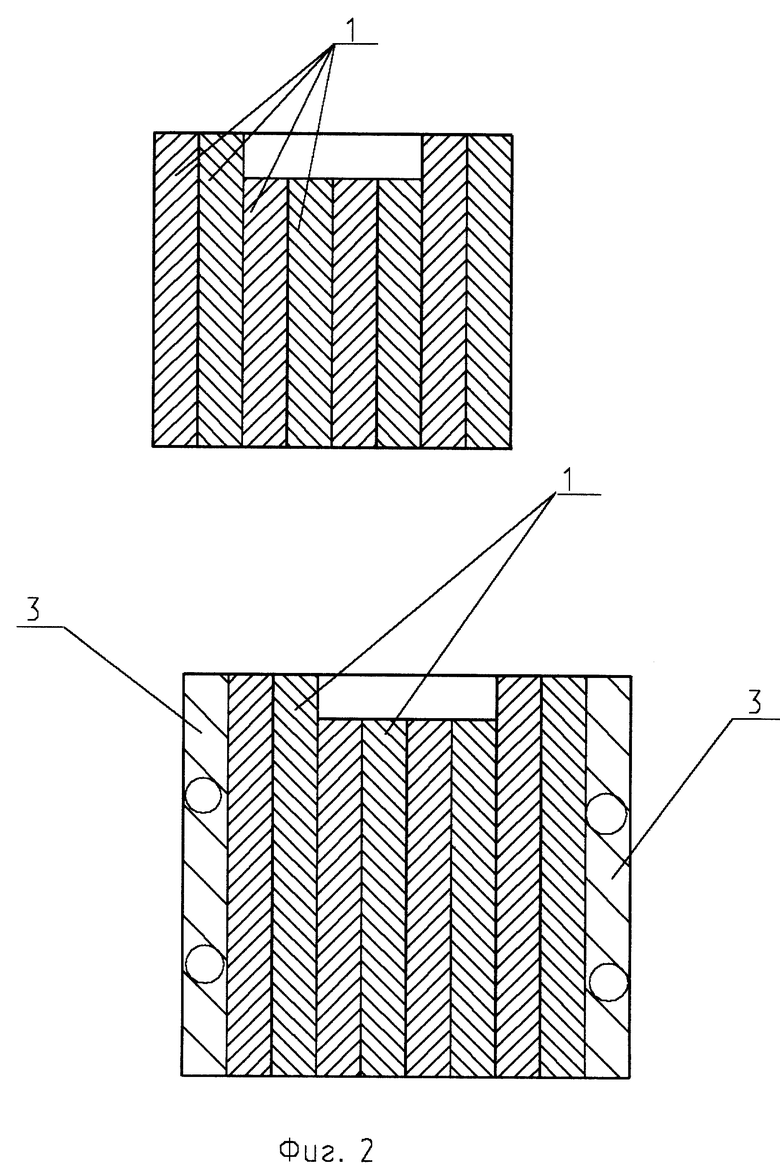
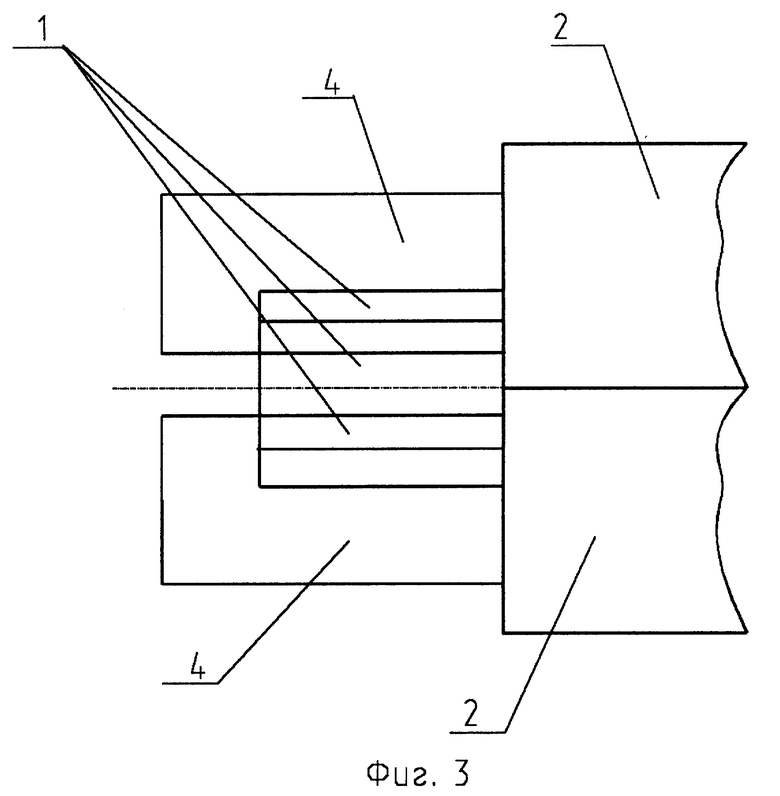
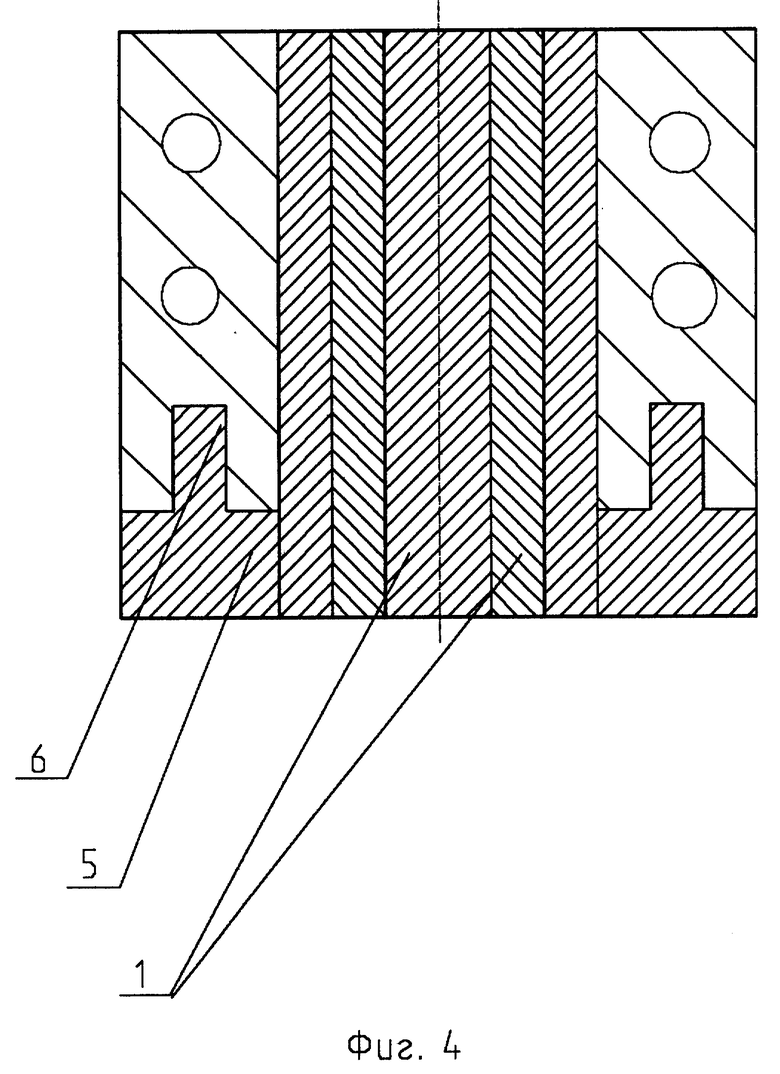
Сущность изобретения поясняется чертежами, где на фиг. 1 показана выводная планка в виде пакета из отдельных пластин в неразъемном корпусе; на фиг. 2 - поперечное сечение планки, в центральной зоне размещен пакет пластин; на фиг. 3 - вариант выполнения планки с разъемным корпусом; на фиг. 4 - то же сменными подкладками (в поперечном сечении).
Выводная планка содержит пакет пластин 1, который примыкает к свариваемым деталям 2, водоохлаждаемый или керамический цельный 3 или разъемный 4 корпус, сменные подкладки 5 под разъемный корпус со штырями 6 для крепления к корпусу.
Работа предлагаемого устройства осуществляется следующим образом.
Перед сваркой электрод устанавливают на выводной планке в точке, находящейся в обниженной части пакета пластин на оси стыка. При заглублении электрода вытесненный металл компенсируется объемом поверхностной полости выводной планки. Стык заваривают при доступном (заданном) уровне заглубления электрода. Заканчивают сварку на выводной планке, в которой в случае сварки с применением присадочного материала по оси стыка размещена пластина из материала присадки.
Использование предлагаемой выводной планки для сварки погруженным неплавящимся электродом позволяет осуществлять сварку стыков более 10 - 15 мм толщиной; получать качественный сварной шов по всей длине, а также качественную защиту обратной стороны шва, что необходимо при сварке активных металлов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВАРКИ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 1994 |
|
RU2113951C1 |
| СПОСОБ ОДНОПРОХОДНОЙ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ТИТАНА И ЕГО СПЛАВОВ ТОЛЩИНОЙ 10 ММ И ВЫШЕ ПО ГАЗОНАСЫЩЕННЫМ КРОМКАМ | 1999 |
|
RU2156680C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ СВАРКИ В ИНЕРТНЫХ ГАЗАХ | 2001 |
|
RU2193479C1 |
| СПОСОБ АРГОНОДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 1997 |
|
RU2133178C1 |
| СПОСОБ СВАРКИ ПЛАВЛЕНИЕМ МЕТАЛЛОВ И СПЛАВОВ, ПРЕТЕРПЕВАЮЩИХ ПОЛИМОРФНОЕ ПРЕВРАЩЕНИЕ | 1996 |
|
RU2110379C1 |
| СПОСОБ ПОДГОТОВКИ КРОМОК ПОД СВАРКУ ЛИСТОВЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2196032C1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПОГРУЖЕННЫМ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2000 |
|
RU2182061C2 |
| ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД | 1999 |
|
RU2162779C2 |
| МНОГОЭЛЕКТРОДНЫЙ ИНСТРУМЕНТ | 2001 |
|
RU2193476C1 |
| СПОСОБ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК | 1998 |
|
RU2148460C1 |
Изобретение может быть использовано при изготовлении конструкций средней и повышенной толщины. Выводная планка состоит из установленного на торец сварного шва пакета пластин. Пакет заключен в водоохлаждаемый или керамический корпус. Корпус может быть выполнен цельным или разъемным, установленным на сменные подкладки. Ширина пластин выполнена соответствующей толщине свариваемого стыка. При сварке погруженным электродом ширина пластин в центральной зоне меньше ширины остальных пластин пакета. При сварке с присадкой пластина по оси стыка выполнена из материала присадки. Изобретение обеспечивает возможность сварки большой номенклатуры деталей по толщине. Планка дает возможность осуществлять качественную защиту обратной стороны шва и обеспечить одинаковый химический состав шва по его длине. 4 з.п. ф-лы, 4 ил.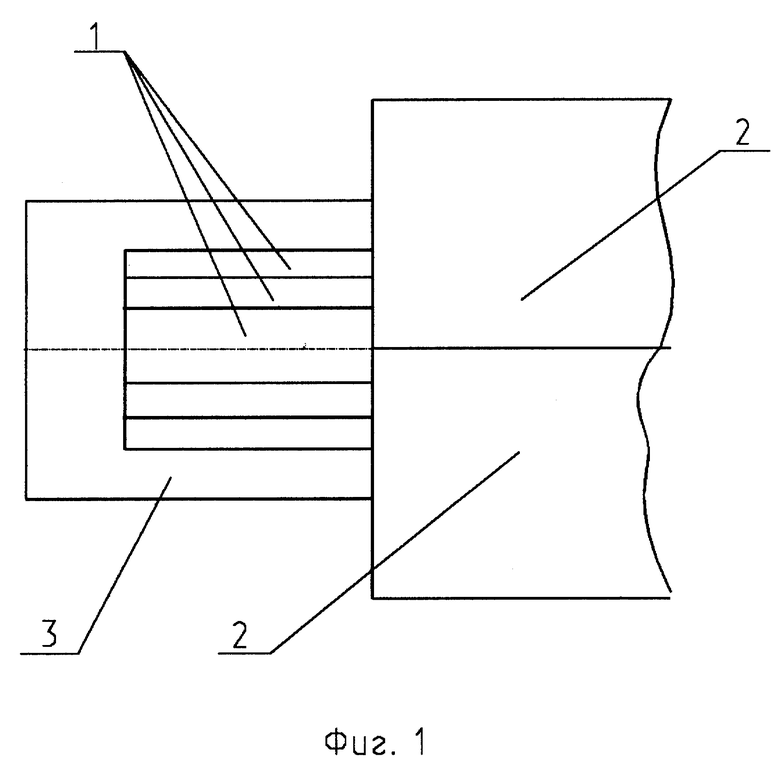
| Способ предотвращения концевых трещин при дуговой сварке | 1986 |
|
SU1344553A1 |
| Способ сварки стыковых соединений | 1978 |
|
SU846162A1 |
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Устройство двукратного усилителя с катодными лампами | 1920 |
|
SU55A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |

