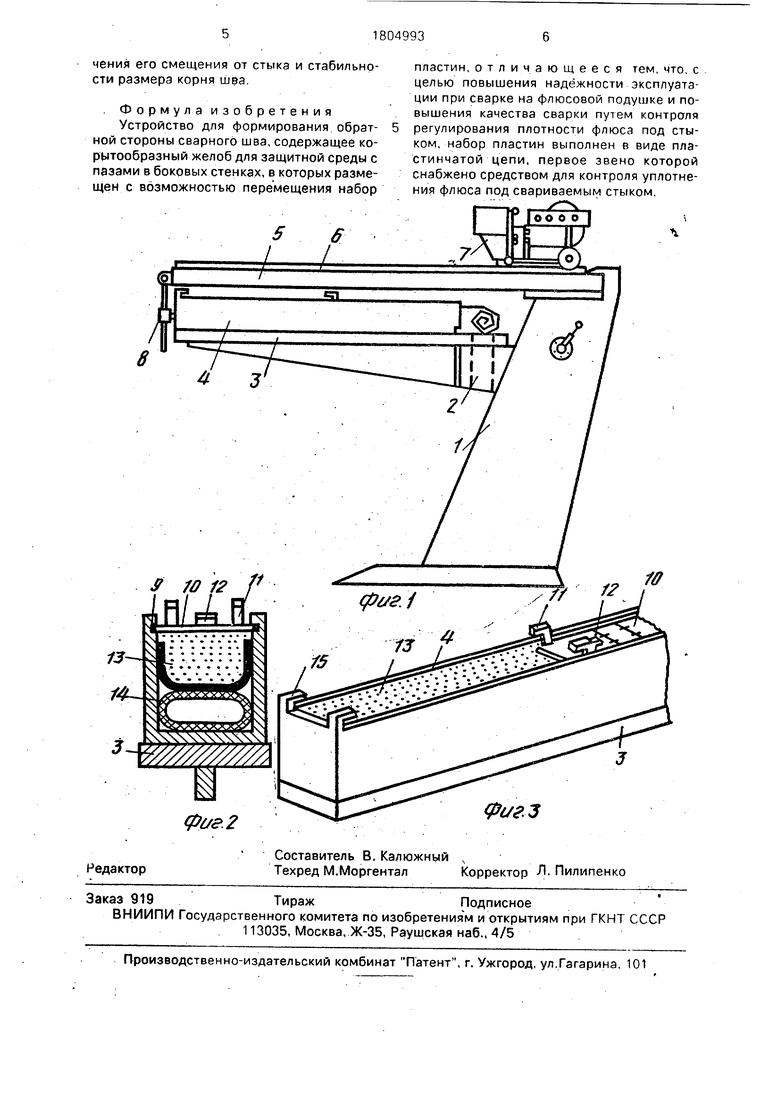
Дальнейшая сущность изобретения по- ясняется совместно с принципом работы устройства. В исходном положении желоб к подкладке 4 открыт, а пластинчатая цепь 10 намотана на барабан (или иное любое известное приемное устройство). Свариваемую обечайку устанавливают на подкладку 4, таким образом, чтобы ее торец находился под захватами 15 и ориентируют стык относительно центра подкладки 4 по ее торцу на которой наносят соответствующую метку.. Затем, оставшуюся свободную часть подкладки 4 закрывают пластинчатой цепью 10, перемещая ее вдоль пазов 9 до упора в захваты. 11 и ориентируют второй конец стыка относительно центра подкладки 4 по метке, нанесенной на первом звене цепи 10. В результате этого весь желоб подкладки 4 оказывается закрытым, а торцы обечайки находятся между зажимами 15 и 11. являющимися дополнительными фиксаторами и предупреждают отрыв обечайки от подкладки 4. На зажимах 15 и 11 могут быть нанесены рифления, что позволит предупредить образование концевых.трещин в шве. Затем в пневморукав 14 подают сжатый воздух.
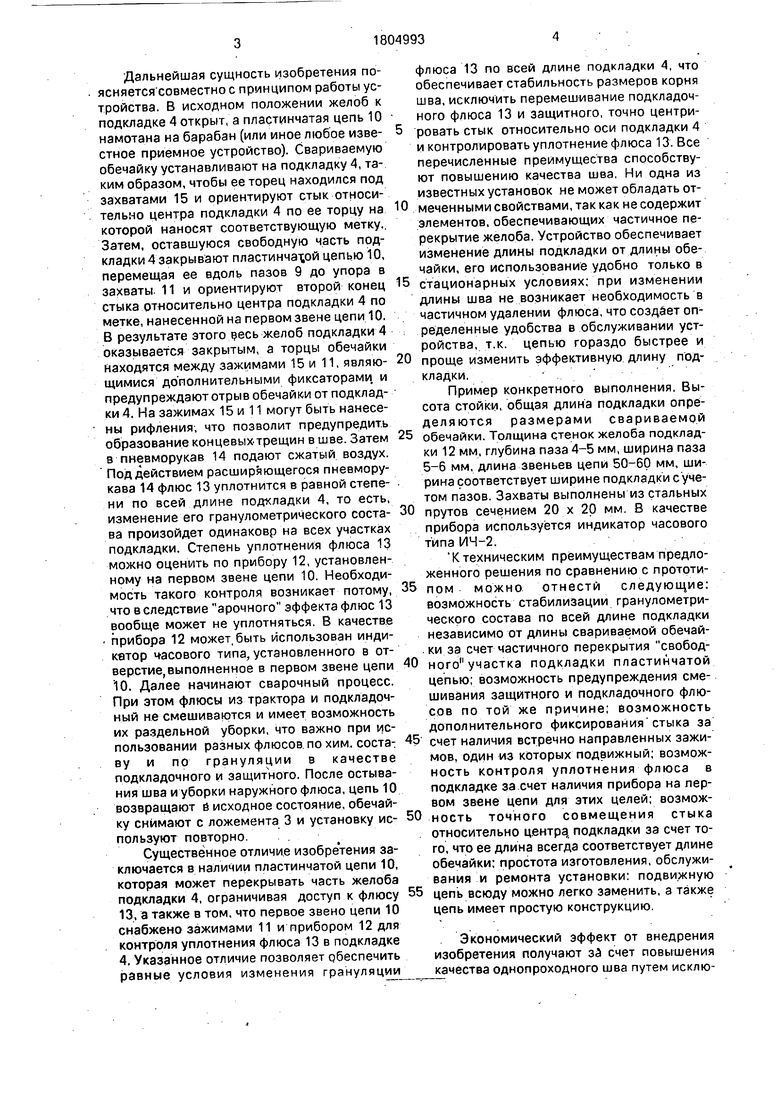
Под действием расширяющегося пневмору- кава 14 флюс 13 уплотнится в равной степени по всей длине подкладки 4, то есть, изменение его гранулометрического состава произойдет одинаковр на всех участках подкладки. Степень уплотнения флюса 13 можно оценить по прибору 12, установленному на первом звене цепи 10. Необходимость такого контроля возникает потому, что вследствие арочного эффекта флюс 13 вообще может не уплотняться. В качестве
. прибора 12 может, быть использован индикатор часового типа, установленного в отверстие, выполненное в первом звене цепи 10. Далее начинают сварочный процесс. При этом флюсы из трактора и подкладочный не смешиваются и имеет возможность их раздельной уборки, что важно при использовании разных флюсов по хим. соста ву и по грануляции в качестве подкладочного и защитного. После остывания шва и уборки наружного флюса, цепь 10 возвращают б исходное состояние, обечайку снимают с ложемента 3 и установку используют повторно..
Существенное отличие изобретения заключается в наличии пластинчатой цепи 10, которая может перекрывать часть желоба подкладки 4, ограничивая доступ к флюсу 13, а также в том, что первое звено цепи 10 снабжено зажимами 11 и прибором 12 для контроля уплотнения флюса 13 в подкладке 4, Указанное отличие позволяет обеспечить равные условия изменения грануляции
флюса 13 по всей длине подкладки 4, что обеспечивает стабильность размеров корня шва, исключить перемешивание подкладочного флюса 13 и защитного, точно центрировать стык относительно оси подкладки 4 и контролировать уплотнение флюса 13. Все перечисленные преимущества способствуют повышению качества шва, Ни одна из известных установок не может обладать отмеченными свойствами, так как не содержит элементов, обеспечивающих частичное перекрытие желоба. Устройство обеспечивает изменение длины подкладки от длины обечайки, его использование удобно только в
стационарных условиях; при изменении длины шва не возникает необходимость в частичном удалении флюса, что создает определенные удобства в обслуживании устройства, т.к. цепью гораздо быстрее и
проще изменить эффективную длину подкладки.
Пример конкретного выполнения. Высота стойки, общая длина подкладки опрё- деляются размерами свариваемой
обечайки. Толщина стенок желоба подкладки 12 мм, глубина паза 4-5 мм, ширина паза 5-6 мм, длина звеньев цепи 50-60 мм, ширина соответствует ширине подкладки с учетом пазов. Захваты выполнены из стальных
прутов сечением 20 х 20 мм. В качестве прибора используется индикатор часового типа ИЧ-2.
К техническим преимуществам предложенного решения по сравнению с лротртипом можно отнести следующие: возможность стабилизации гранулометрического состава по всей длине подкладки независимо от длины свариваемой обечай- . ки за счет частичного перекрытия свободного участка подкладки пластинчатой цепью; возможность предупреждения смешивания защитного и подкладочного флюсов по той же причине; возможность дополнительного фиксирования стыка за
счет наличия встречно направленных зажимов, один из которых подвижный; возможность контроля уплотнения флюса в подкладке за счет наличия прибора на первом звене цепи для этих целей; возможность точного совмещения стыка относительно центра, подкладки за счет того, что ее длина всегда соответствует длине обечайки; простота изготовления, обслуживания и ремонта установки: подвижную
цепь всюду можно легко заменить, а также цепь имеет простую конструкцию.
Экономический эффект от внедрения
изобретения получают зЗ счет повышения
качества однопроходного шва путем исключения его смещения от стыка и стабильности размера корня шва.
. Формула изобретения
Устройство для формирования обратной стороны сварного шва, содержащее корытообразный желоб для защитной среды с пазами в боковых стенках, в которых размещен с возможностью перемещения набор
пластин, отличающееся тем, что, с целью повышения надёжности эксплуатации при сварке на флюсовой подушке и повышения качества сварки путем контроля регулирования плотности флюса под стыком, набор пластин выполнен в виде пластинчатой цепи, первое звено которой снабжено средством для контроля уплотнения флюса под свариваемым стыком.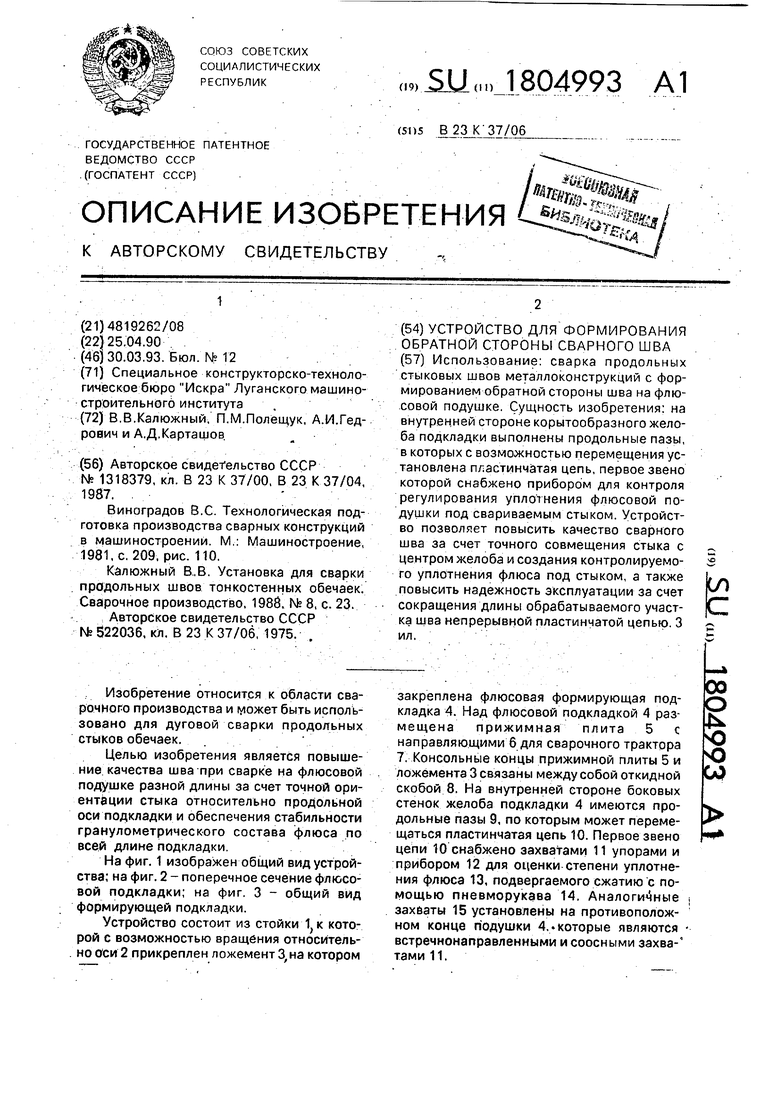
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| Устройство для формирования обратной стороны шва на флюсовой подушке | 1977 |
|
SU737182A1 |
| Сварочный трактор | 1989 |
|
SU1712116A1 |
| Устройство для формирования обратной стороны шва | 1989 |
|
SU1712097A1 |
| Устройство для образования флюсовой подушки при сварке прямолинейных швов | 1975 |
|
SU578177A1 |
| Медная подкладка | 1990 |
|
SU1745489A1 |
| Способ уплотнения флюса и устройство для его осуществления | 1989 |
|
SU1722760A1 |
| Способ уплотнения флюса | 1990 |
|
SU1776532A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| Устройство для формирования шва | 1986 |
|
SU1395446A1 |
