Изобретение относится к ремонтному производству и может быть использовано при восстановлении и упрочнении деталей судового оборудования, а также автотракторной и сельскохозяйственной техники.
Цель изобретения - повышение производительности процесса восстановления и упрочнения деталей, износостойкости восстанавливаемой поверхности при трении со, смазкой и прочности наносимого покрытия.
Поставленная цель достигается тем, что в известном способе восстановления и упрочнения деталей, заключающемся в газотермическомнапылениииэлектроконтактной обкатки покрытия медным роликом, газотермическое напыление и электроконтактную обкатку осуществляют одновременно, при этом электроконтактную обкатку проводят при постоянном усилии с током, изменяющимся по периодическому закону с амплитудой 200- 400 А и частотой 1-5 Гц, а в качестве материала покрытия используют сплавы или их смеси с температурой плавления, не превышающей 1050°С.
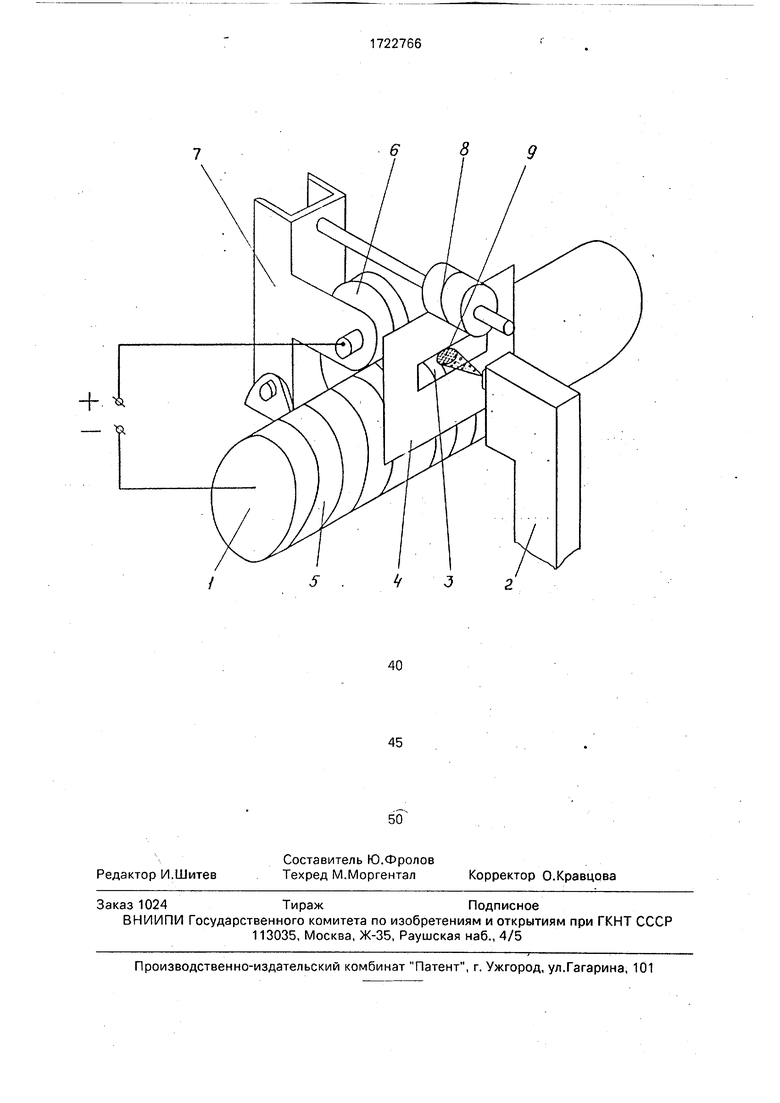
На чертеже представлена принципиальная схема устройства для реализации способа восстановления и упрочнения деталей.
На изношенную деталь 1 с помощью плазменной (газопламенной) горелки 2 через отверстие 3 в защитном экране 4 наносят покрытие 5, которое одновременно с процессом напыления обкатывают медным роликом 6.
При этом для одновременного осуществления процессов напыления и электроконтактной обкатки ролик 6 и горелка 2 расположены водной плоскости, перпендикулярной оси детали 1.
Усилие на ролик 6 задают посредством рычажного механизма 7 и грузов 8.
С целью получения в наносимом покрытии оптимального температурного режима, необходимого для снижения напряжений и предотвращения полной рекристаллизации материла покрытия после электроконтактной обкатки, используют низкочастотную модуляцию по току обкатки от источника тока (не показан).
Ј
4 N) Ю VI О О
Назначение защитного экрана 4 состоит в защите ролика 6 от действия газотерми- ческой струи и повышении прочности наносимого покрытия за счет выполнения отверстия 3, соответствующего размеру пятна нагрева 9 газотермической струи.
Производили плазменное напыление и одновременно с ним злектроконтактную обкатку медным роликом на образцах из стали СтЗ.
Напыление осуществляли с применением установки УПУ-ЗД в смеси с аргоном и азотом на режиме: ток 300 А; напряжение 50-75 В; частота вращения образцов 100 об/с.
Электроконтактную обкатку осуществляли при постоянном усилии на ролик 490 Н при среднем токе 500 А. Питание устройства для электроконтактной обкатки осуществляли от сварочного выпрямителя ВДУ-506 со встроенным в него устройством для низкочастотной модуляции по току. Устройство обеспечивало пределы варьирования по частоте модуляции 0,5-70 Гц и по амплитуде - 50-600 А.
В качестве материалов для покрытия использовали металлический сплав ПН85Ю15 по ТУ14-1-3282-81, композиционный тер- мореагирующий материал ПТ-Ю5Н по ТУ 14-1-3926-85 и самофлюсующиеся сплавы трех типов: на никелевой основе марки ПГ-АН9 по ТУ ИЭС 374-83 (температура плавления 1050 С); на железной основе марки ПР-Х4Г2Р4С2Ф по ТУ14-22-18-88 (температура плавления 1200°С); на медной основе марки ПР-ОФНХСР температура плавления 630°С).
Для определения прочности покрытия применяли образцы, соответствующие известной схеме.
й
0
5
0
Триботехнические свойства определяли при испытаниях роликов на машине трения СМЦ2 по методике ускоренных испытаний со ступенчатым режимом нагружения при граничном трении. Материал сопряженной пары - подшипниковый сплав АСМ.
По результатам испытаний определили нагрузку схватывания Р и коэффициент трения f.
Результаты экспериментальной проверки представлены в таблице.
Использование изобретения позволяет повысить производительность восстановления и упрочнения изношенных деталей, прочность покрытий (в 1,8-2,0 раза по сравнению с известными способами), и значительно увеличить износостойкость поверхности восстанавливаемой детали при трении со смазкой.
Формула изобретения
Способ восстановления и упрочнения деталей, включающий газотермическое на25 пыление и электроконтактную обкатку покрытия медным роликом, отличающий- с я тем, что, с целью повышения производительности процесса восстановления и упрочнения, износостойкости восстанавливаемой
30 поверхности и прочности наносимого покрытия, газотермическое напыление и электроконтактную обкатку осуществляют одновременно, при этом электроконтактную обкатку проводят при постоянном уси- 35 лии с током, изменяющимся по периодическому закону с амплитудой 200- 400 А и частотой 1-5 Гц, а в качестве материала покрытия используют сплавы или их смеси с температурой плавления, не превы40 шающей 1050°С.
Плазменное напыление покрытия толщиной 0,8 мм 72,6
Плазменное напыление покрытия толщиной 1,2 мм и последующая электроконтактная обкатка (прототип)25,2
Плазменное напыление с одновременной электроконтактной обкаткой модулированным током (частота 1 Гц,амплитуда 400А), толщина покрытия 1,2 мм
То же, частота 5 Гц, амплитуда 200А
То же, частота 3 Гц, амплитуда ЗООА
То же, частота 6 Гц, амплитуда 180А
То же, частота 0,8 Гц, амплитуда 450А
122,5 6,9
4,6
27.21,00,310,20,80,445,7
26.11,00,3217,10,70,4244,1
32.31,10,3515,30,90,3550,8
30.20,80,4514,10,60,4536,0
22,1
122,5 4,6
- 8,2
87,9
6,9
22,11,2 0,157,9 1,2 0,2 118,8 2,0 0,08
10,31,10,22219,42,40,03
10,11,30,18215,22,50,02
15,21,10,25220,22,70,01
11,20,90,28167,0-2,10,1
со

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ПОКРЫТИЯ НА ТОНКОСТЕННЫХ СТАЛЬНЫХ ВКЛАДЫШАХ ОПОР СКОЛЬЖЕНИЯ | 1993 |
|
RU2076960C1 |
| СПОСОБ КОМБИНИРОВАННОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2011 |
|
RU2480533C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2010 |
|
RU2440222C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ ИЗ САМОФЛЮСУЮЩИХСЯ ПОРОШКОВЫХ МАТЕРИАЛОВ НА ИЗДЕЛИЯХ ИЗ ЖЕЛЕЗОУГЛЕРОДИСТЫХ СПЛАВОВ | 1997 |
|
RU2112815C1 |
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ | 2002 |
|
RU2234382C2 |
| Способ получения многослойных покрытий на восстанавливаемых деталях | 1987 |
|
SU1465226A1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 1993 |
|
RU2042728C1 |
| ПОРОШКОВЫЙ МАТЕРИАЛ ДЛЯ ГАЗОТЕРМИЧЕСКОГО НАПЫЛЕНИЯ | 1992 |
|
RU2040570C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШАТУННОЙ ШЕЙКИ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2021 |
|
RU2760138C1 |
Использование: ремонт судового оборудования, автотракторной и сельскохозяйственной техники. Сущность изобретения: на деталь наносят покрытие газотермическим напылением и одновременно осуществляют электроконтактную обкатку. При обкатке усилия поддерживают постоянным, а ток изменяют по периодическому закону с амплитудой 200-400 А и частотой 1-5 Гц. Напыление производят сплавами или их смесями с температурой плавления не более 1050°С. 1 ил., 1 табл.
Примечани е„Грубый рельеф поверхности наносимого покрытия, прилипание частиц покрытия к ролику
| Ярошевич В.К | |||
| и др | |||
| Электроконтактное упрочнение | |||
| Минск: Наука и техника, 1982, с.187, 202. |
