Изобретение относится к области переработки полимерных материалов и может быть использовано для изготовления изделий с резьбами методом литья под давлением.
Известен блок, являющийся близким к предлагаемому решению по достигаемому результату.
Недостатками блока являются сложность изготовления и необеспеченность автоматического съема изделий после изготовления.
Наиболее близким к предлагаемому по технической сущности является блок с установленными в нем пакетами для изготовления изделий группы Г, содержащий подвижную часть, состоящую из обоймы с размещенными в ней сменными.матрицами, втулками скольжения, резьбовыми знаками, системой выталкивания и фиксации резьбовых знаков, редуктора, электродвигателя, опорных брусьев, плиты крепления, направляющих колонок и втулок и неподвижной части, состоящей из плиты крепления, обоймы, литниковой и направляющих втулок, а также плит для закрепления сменных пакетов.
Недостатком данной конструкции блока является невозможность одновременного изготовления изделий с наружной и внутренней резьбами или с наружными поднут- ряющими. выступами и впадинами и внутренней резьбой.
Цель изобретения - расширение технологических возможностей блок-формы.
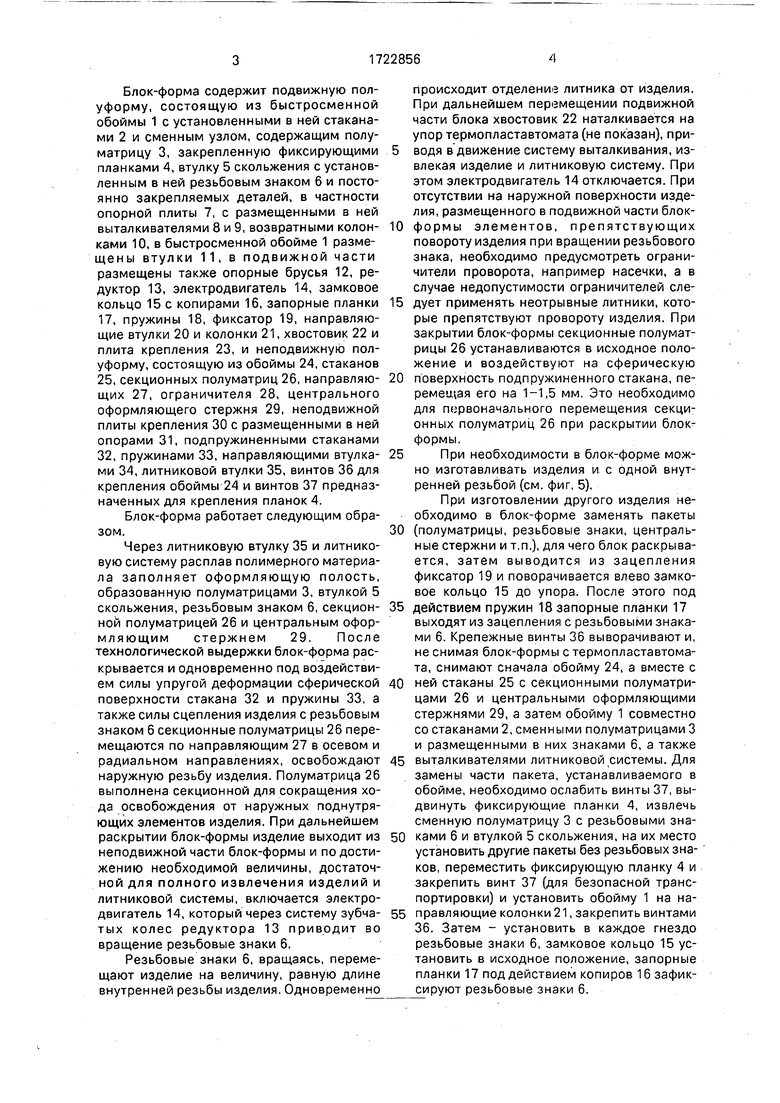
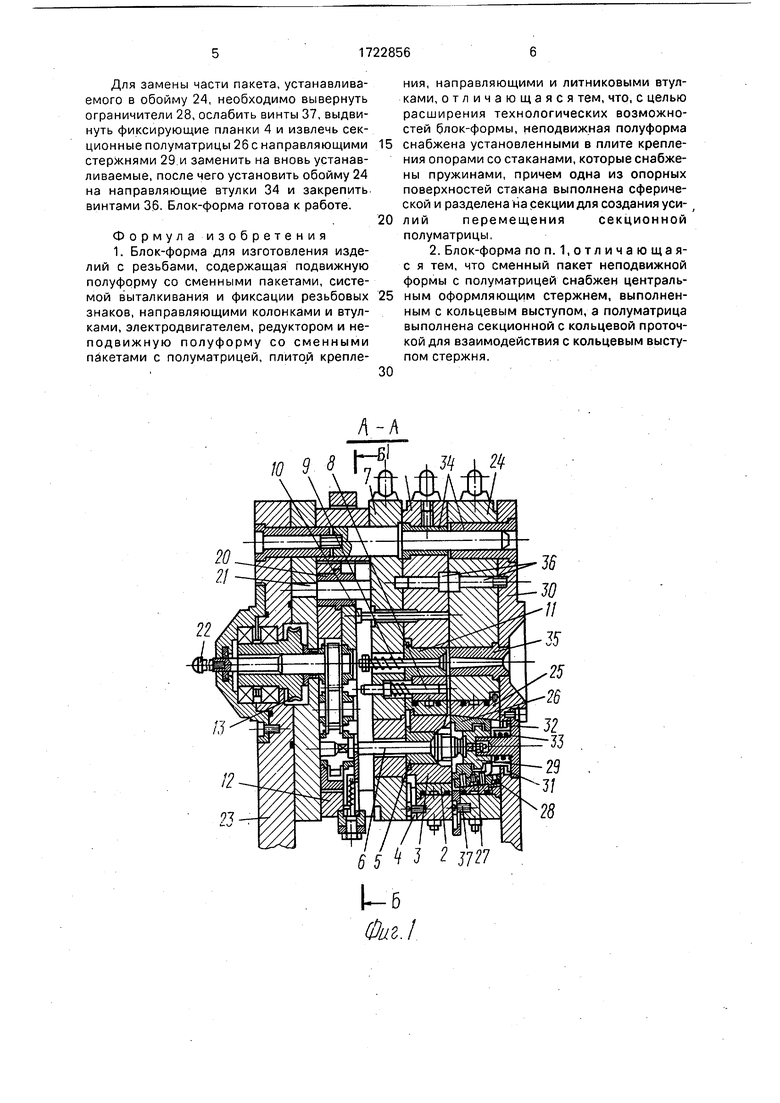
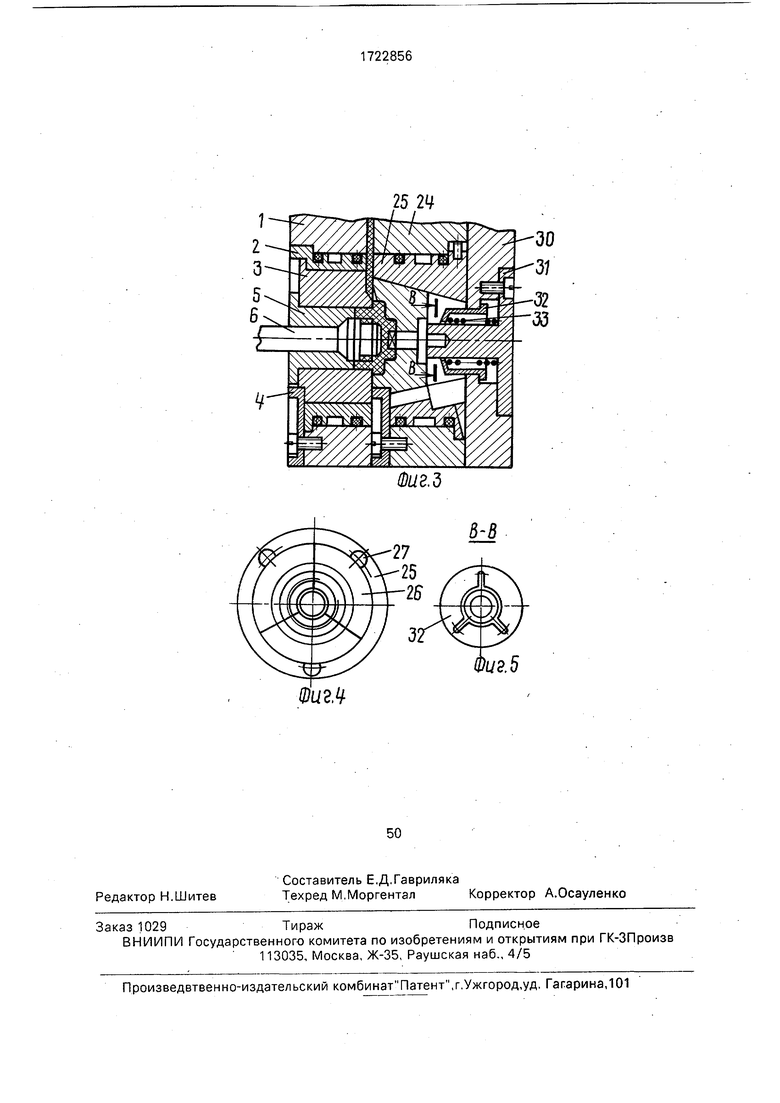
На фиг. 1 показана блок-форма, разрез А-А на фиг. 2; на фиг. 2 - вид по разъему и разрез Б-Б на фиг. 1; на фиг, 3 - вариант изготовления изделия с внутренней резьбой; на фиг. 4 - вид по разъему на секционную полуматрицу; на фиг. 5 - подпружиненный стакан, разрез В-В на фиг. 3.
сл
С
х|
ю
N3 00 СЛ ON
Блок-форма содержит подвижную полуформу, состоящую из быстросменной обоймы 1 с установленными в ней стаканами 2 и сменным узлом, содержащим полуматрицу 3, закрепленную фиксирующими планками 4, втулку 5 скольжения с установленным в ней резьбовым знаком 6 и постоянно закрепляемых деталей, в частности опорной плиты 7, с размещенными в ней выталкивателями 8 и 9, возвратными колонками 10, в быстросменной обойме 1 размещены втулки 11, в подвижной части размещены также опорные брусья 12, редуктор 13, электродвигатель 14, замковое кольцо 15 с копирами 16, запорные планки 17, пружины 18, фиксатор 19, направляющие втулки 20 и колонки 21, хвостовик 22 и плита крепления 23, и неподвижную полуформу, состоящую из обоймы 24, стаканов 25, секционных полуматриц 26, направляющих 27, ограничителя 28, центрального оформляющего стержня 29, неподвижной плиты крепления 30 с размещенными в ней опорами 31, подпружиненными стаканами 32, пружинами 33, направляющими втулками 34, литниковой втулки 35, винтов 36 для крепления обоймы 24 и винтов 37 предназначенных для крепления планок 4.
Блок-форма работает следующим образом.
Через литниковую втулку 35 и литниковую систему расплав полимерного материала заполняет оформляющую полость, образованную полуматрицами 3, втулкой 5 скольжения, резьбовым знаком 6, секционной полуматрицей 26 и центральным оформляющим стержнем 29. После технологической выдержки блок-форма раскрывается и одновременно под воздействием силы упругой деформации сферической поверхности стакана 32 и пружины 33, а также силы сцепления изделия с резьбовым знаком 6 секционные полуматрицы 26 перемещаются по направляющим 27 в осевом и радиальном направлениях, освобождают наружную резьбу изделия. Полуматрица 26 выполнена секционной для сокращения хода освобождения от наружных поднутря- ющих элементов изделия. При дальнейшем раскрытии блок-формы изделие выходит из неподвижной части блок-формы и по достижению необходимой величины, достаточной для полного извлечения изделий и литниковой системы, включается электродвигатель 14, который через систему зубчатых колес редуктора 13 приводит во вращение резьбовые знаки 6.
Резьбовые знаки 6, вращаясь, перемещают изделие на величину, равную длине внутренней резьбы изделия. Одновременно
происходит отделение литника от изделия. При дальнейшем перемещении подвижной части блока хвостовик 22 наталкивается на упор термопластавтомата (не показан), приводя в движение систему выталкивания, извлекая изделие и литниковую систему. При этом электродвигатель 14 отключается. При отсутствии на наружной поверхности изделия, размещенного в подвижной части блок0 формы элементов, препятствующих повороту изделия при вращении резьбового знака, необходимо предусмотреть ограничители проворота, например насечки, а в случае недопустимости ограничителей сле5 дует применять неотрывные литники, которые препятствуют провороту изделия. При закрытии блок-формы секционные полуматрицы 26 устанавливаются в исходное положение и воздействуют на сферическую
0 поверхность подпружиненного стакана, перемещая его на 1-1,5 мм. Это необходимо для первоначального перемещения секционных полуматриц 26 при раскрытии блок- формы.
5 При необходимости в блок-форме можно изготавливать изделия и с одной внутренней резьбой (см. фиг, 5).
При изготовлении другого изделия необходимо в блок-форме заменять пакеты
0 (полуматрицы, резьбовые знаки, центральные стержни и т.п.), для чего блок раскрывается, затем выводится из зацепления фиксатор 19 и поворачивается влево замковое кольцо 15 до упора. После этого под
5 действием пружин 18 запорные планки 17 выходят из зацепления с резьбовыми знаками 6. Крепежные винты 36 выворачивают и, не снимая блок-формы с термопластавтомата, снимают сначала обойму 24, а вместе с
0 ней стаканы 25 с секционными полуматрицами 26 и центральными оформляющими стержнями 29, а затем обойму 1 совместно со стаканами 2, сменными полуматрицами 3 и размещенными в них знаками 6, а также
5 выталкивателями литниковой истемы. Для замены части пакета, устанавливаемого в обойме, необходимо ослабить винты 37, выдвинуть фиксирующие планки 4, извлечь сменную полуматрицу 3 с резьбовыми зна0 ками 6 и втулкой 5 скольжения, на их место установить другие пакеты без резьбовых знаков, переместить фиксирующую планку 4 и закрепить винт 37 (для безопасной транспортировки) и установить обойму 1 на на5 правляющие колонки 21, закрепить винтами 36. Затем - установить в каждое гнездо резьбовые знаки 6, замковое кольцо 15 установить в исходное положение, запорные планки 17 под действием копиров 16 зафиксируют резьбовые знаки 6.
Для замены части пакета, устанавливаемого в обойму 24, необходимо вывернуть ограничители 28, ослабить винты 37, выдвинуть фиксирующие планки 4 и извлечь секционные полуматрицы 26 с направляющими стержнями 29.и заменить на вновь устанавливаемые, после чего установить обойму 24 на направляющие втулки 34 и закрепить винтами 36. Блок-форма готова к работе.
Формула изобретения 1. Блок-форма для изготовления изделий с резьбами, содержащая подвижную полуформу со сменными пакетами, системой выталкивания и фиксации резьбовых знаков, направляющими колонками и втулками, электродвигателем, редуктором и неподвижную полуформу со сменными пикетами с полуматрицей, плитой крепления, направляющими и литниковыми втулками, отличающаяся тем, что, с целью расширения технологических возможностей блок-формы, неподвижная полуформа
снабжена установленными в плите крепления опорами со стаканами, которые снабжены пружинами, причем одна из опорных поверхностей стакана выполнена сферической и разделена на секции для создания усилий перемещения секционной полуматрицы.
2. Блок-форма по п. 1,отличающая- с я тем, что сменный пакет неподвижной формы с полуматрицей снабжен центральным оформляющим стержнем, выполненным с кольцевым выступом, а полуматрица выполнена секционной с кольцевой проточкой для взаимодействия с кольцевым выступом стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с резьбой | 1986 |
|
SU1366414A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1130487A1 |
| Универсальный блок для быстросменных пакетов пресс-форм литья под давлением | 1991 |
|
SU1792361A3 |
| Литьевая форма для изготовления полимерных изделий с резьбой | 1978 |
|
SU785047A1 |
| Литьевая форма для полимерных изделий с резьбой | 1989 |
|
SU1680544A2 |
| Литьевая форма для изготовления изделий с поднутрениями из пластических масс | 2017 |
|
RU2664874C1 |
| Литьевая форма для изготовления изделий из полимеров | 1977 |
|
SU689079A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ издЕлий C пОдНуТРЕНи-яМи | 1978 |
|
SU797882A1 |
| Литьевая форма для изготовления армированных полимерных изделий с резьбой | 1986 |
|
SU1369914A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1676818A1 |
Использование: изготовление в автоматическом режиме изделий с наружной и внутренней резьбой. Расширение технологических возможностей блок-формы. Сущность изобретения: неподвижная полуформа блок-формы снабжена установленными в плите крепления опорами со стаканами, которые снабжены пружинами, причем одна из опорных поверхностей стакана выполнена сферической и разделена на секции для создания усилий перемещения секционной полуматрицы. 1 з.п.ф-лы, 5 ил.
k-б
Фиг, /
б- 5
ФЦ2.ЧФиг.д
| Руководящие технические материалы | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
| А.П.Пантелеев и др | |||
| Справочник по проектированию оснастки для переработки пластмасс | |||
| М.: Машиностроение, 1986, с | |||
| Способ отковки в штампах заготовок для спиральных сверл | 1921 |
|
SU367A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
